【摘要】:有时同一结构夹具在不同工位或机床上同时使用,若加工同一项目,则在各工位或机床上加工出的工件部位都能保持夹具在该项目设计的精度范围内,但如果在不同工位或机床加工工件不同的项目,则应综合考虑。为保证精度应采取一些措施,例如各个夹具上定位销尺寸保持一致,要求在各工位都使工件相对两定位销朝一个方向接触等。
有时同一结构夹具在不同工位或机床上同时使用,若加工同一项目,则在各工位或机床上加工出的工件部位都能保持夹具在该项目设计的精度范围内,但如果在不同工位或机床加工工件不同的项目,则应综合考虑。
例如,一工件以一面两销孔定位,先在一台机床上铣两水平面A,再在另一台机床上铣两垂直面B(图2-102),在两台机床上使用同样结构的夹具。
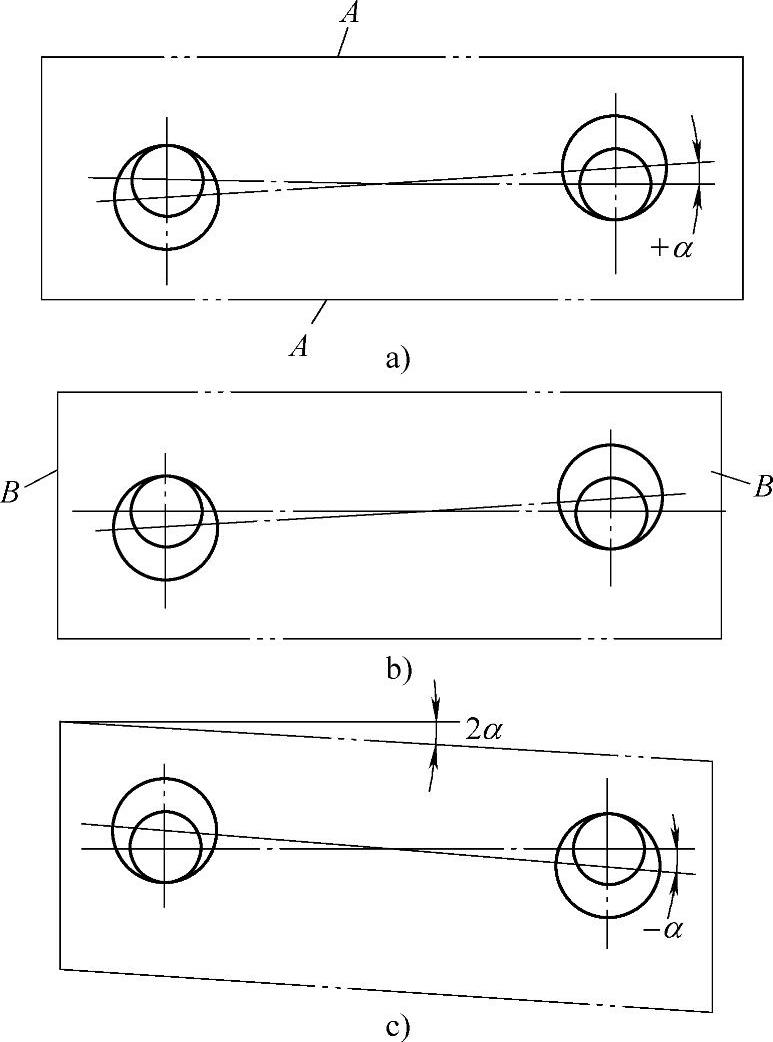
图2-102 同一夹具多工位加工时误差的相关性(www.daowen.com)
若在铣两水平面A时,工件在两定位销上倾斜α角,而铣出的两平面A按夹具要求平行于两定位销中心连线,所以平面A与工件两孔中心连线的夹角为α(图2-102a)。
如果工件在另一台机床上,工件在两定销上的倾斜与图2-102a相同,铣出的两平面B,按夹具要求垂直于两销中心连线,这样两水平面A和两垂直面B能保持垂直(图2-102b)。但如果再在另一台机床上,工件在两定位销上倾斜角的方向与图2-102a相反,工件的A面与两销中心连线的倾斜角为2α,加工出的两垂直面B对A面产生垂直度误差(图2-102c)。
这说明,当设计一个夹具用于多工位和多机床加工一个工件不同项目,与设计一个夹具只用于一个工位和一台机床不同,应综合分析各加工项目在各工位或各机床上误差的相关性。为保证精度应采取一些措施,例如各个夹具上定位销尺寸保持一致,要求在各工位都使工件相对两定位销朝一个方向接触等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关机床夹具设计与使用一本通的文章





