【摘要】:有时需要以螺纹表面定位,由于螺纹中径的公差大,所以通常以螺纹表面定位时还应利用工件已经加工过的端面,以消除工件的倾斜。图2-73所示为工件以内螺纹定位的螺纹定位心轴,由紧固在机床法兰盘上的本体1和螺纹定位心轴2组成。不考虑螺距误差,心轴2与本体1螺纹各牙形的左面紧密接触,消除由于螺纹间隙使工件产生倾斜的可能,达到定位的作用。
有时需要以螺纹表面定位,由于螺纹中径的公差大,所以通常以螺纹表面定位时还应利用工件已经加工过的端面,以消除工件的倾斜。
图2-73所示为工件以内螺纹定位的螺纹定位心轴,由紧固在机床法兰盘上的本体1和螺纹定位心轴2组成。工件旋在螺纹上,直到其端面碰到本体1的端面,然后用气缸通过拉杆(图中未示)拉紧心轴2,将工件压紧在本体1的端面上。不考虑螺距误差,心轴2与本体1螺纹各牙形的左面紧密接触,消除由于螺纹间隙使工件产生倾斜的可能,达到定位的作用。由试验可知,径向圆跳动公差达0.02mm,其轴向间隙为0.005mm。
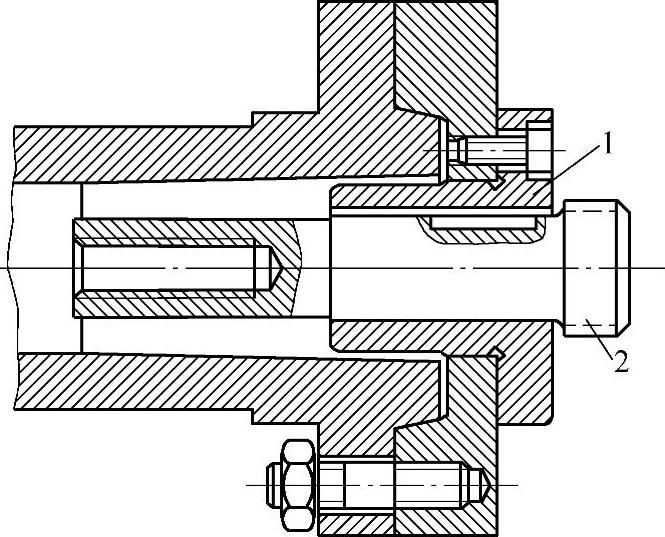
图2-73 螺纹定位心轴
1—本体 2—心轴
图2-74所示为工件以外螺纹定位的螺纹定位装置,由螺纹环1、2和挡圈3组成。环2在槽内转动,其轴向间隙为0.005~0.015mm;环1和环2的螺纹同时加工,其中径应一致,两环的位置应定向,以保证两环螺纹的连续性。两环的外圆与螺纹中径应同轴。
旋转环2,工件螺纹与环1和环2螺纹单边接触,使工件按螺纹定中和夹紧,该装置在自定心夹头上使用。
图2-75所示为通用外螺纹定位心轴,将工件拧入可换螺纹套6中,转动螺母2,使固定在套8中的螺纹套6和工件(图中未示出)一起被压向端面支承7的端面,使工件与套6上的螺纹单边接触,支承7防止工件倾斜。该心轴用于外螺纹直径为32~45mm的工件。(www.daowen.com)
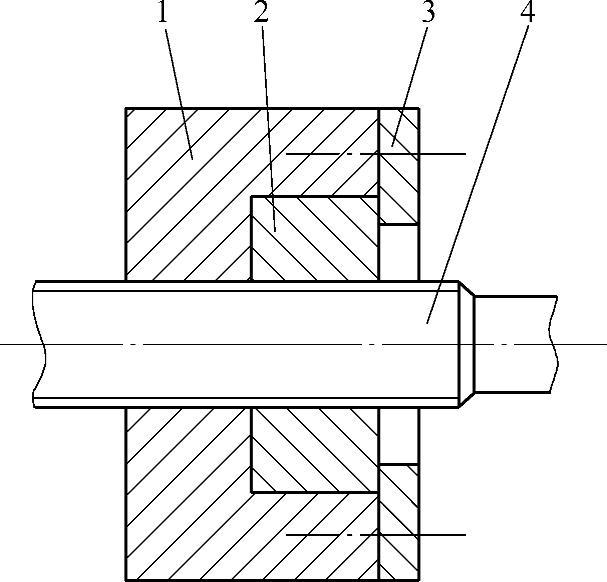
图2-74 外螺纹定位装置
1、2—环 3—挡圈 4—工件
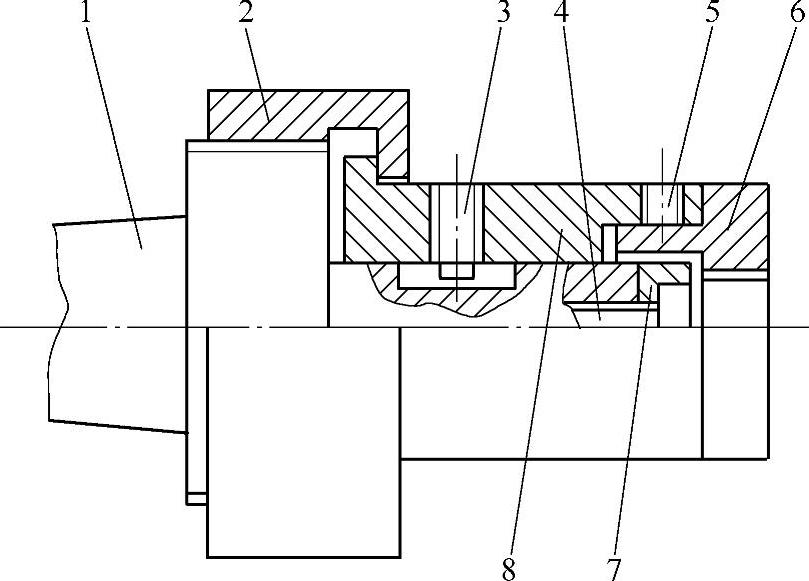
图2-75 通用外螺纹定位心轴
1—心轴 2—螺母 3、4、5—螺钉 6、8—套 7—端面支承
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关机床夹具设计与使用一本通的文章







