【摘要】:图2-71表示工件中心孔锥角(α)与顶尖孔锥角(60°)不一致时,对工件形状误差(ΔD)的影响:顶尖孔与工件中心孔锥角均为60°,ΔD=0.96μm;中心孔锥角为59°24′,ΔD=1.3μm;中心孔锥角为60°44′,ΔD=1.0μm。这说明中心孔锥角等于或略大于顶尖的锥角比小于顶尖锥角更有利。图2-70 两顶尖孔和两中心孔不同轴时工件的定位图2-71 顶尖孔锥角为60°,中心孔锥角的差异对工件形状误差(ΔD)的影响
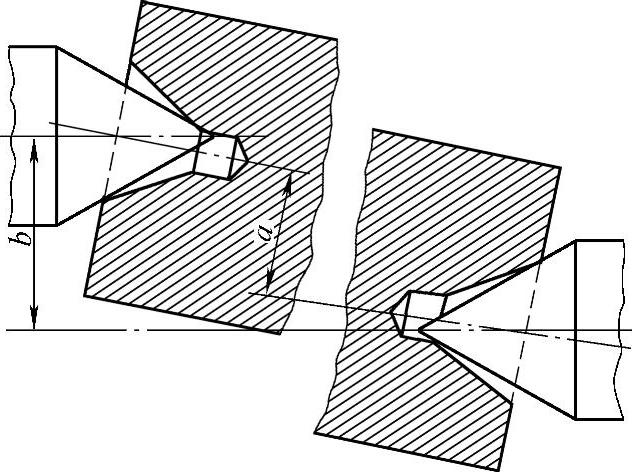
工件在固定顶尖上加工可达到高的精度,固定顶尖在理想情况下(顶尖表面与工件中心孔表面完全贴合)就是滑动轴承,工件绕其轴线转动。实际上由于工件两中心孔和机床两顶尖的同轴度偏差(a和b,如图2-70所示)、中心孔和顶尖锥角的差异以及其表面的形状误差,顶尖与中心孔的接触情况比较复杂,使加工出的工件外圆表面产生形状误差。
为使工件中心孔与顶尖有较好的接触条件,推荐机床两顶尖的同轴度和圆度误差小于工件两中心孔的同轴度和圆度误差;顶尖和中心孔的锥角相等或中心孔的锥角大于顶尖的锥角;采用较小直径和母线长度较小的中心孔。如果符合这些条件,两中心孔同轴度、直径大小以及工件长度对加工精度没有显著影响,这时加工精度只与中心孔或顶尖的圆度有关。通常工件的圆度误差为中心孔圆度误差的 (各种加工中心孔的方法和设备达到的中心孔圆度误差为3~8μm)。
(各种加工中心孔的方法和设备达到的中心孔圆度误差为3~8μm)。
图2-71表示工件中心孔锥角(α)与顶尖孔锥角(60°)不一致时,对工件形状误差(ΔD)的影响:顶尖孔与工件中心孔锥角均为60°,ΔD=0.96μm;中心孔锥角为59°24′,ΔD=1.3μm;中心孔锥角为60°44′,ΔD=1.0μm。这说明中心孔锥角等于或略大于顶尖的锥角比小于顶尖锥角更有利。
 (https://www.daowen.com)
(https://www.daowen.com)
图2-70 两顶尖孔和两中心孔不同轴时工件的定位
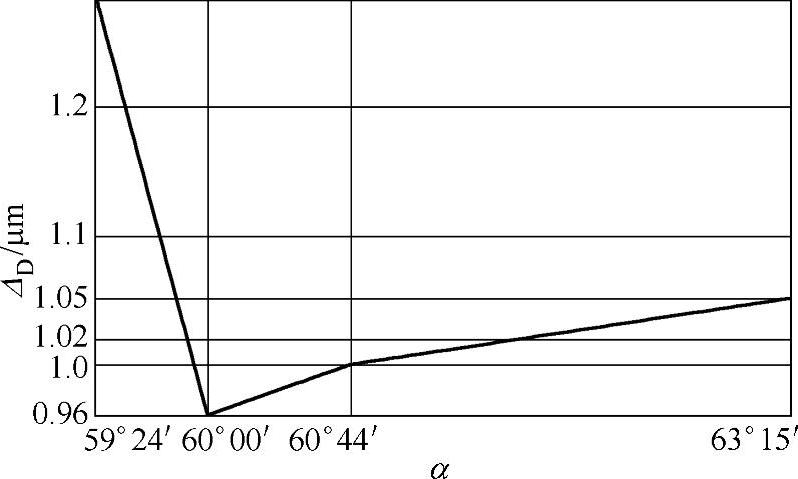
图2-71 顶尖孔锥角为60°,中心孔锥角的差异对工件形状误差(ΔD)的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







