1.各种以外圆定位方式的定位误差
一般以外圆定位是指用一个圆柱表面定位,在2.1.3节中为说明定位误差概念,已举例分析外圆在V形块上由于直径公差产生的定位误差,包括工件外圆中心、上下母线的定位误差。下面列表介绍工件各种以外圆表面定位的方式和其定位或装夹误差,见表2-24~表2-26(定位误差不考虑工件外圆表面的形状误差)。
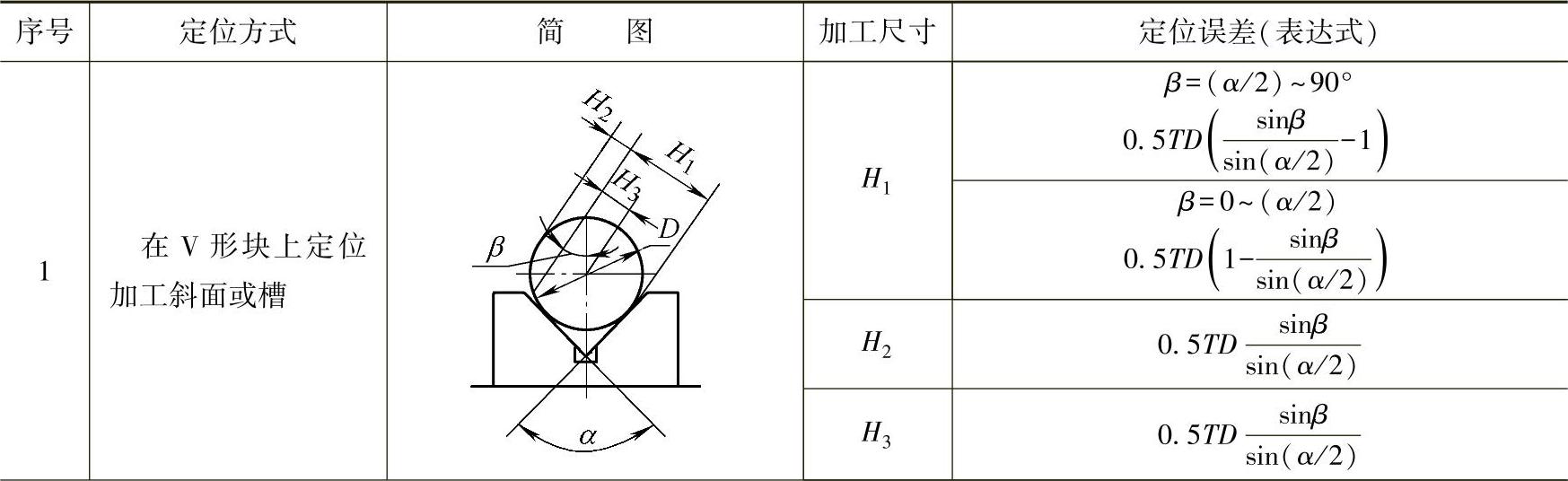
表2-24 各种以外圆定位方式的定位误差
(续)
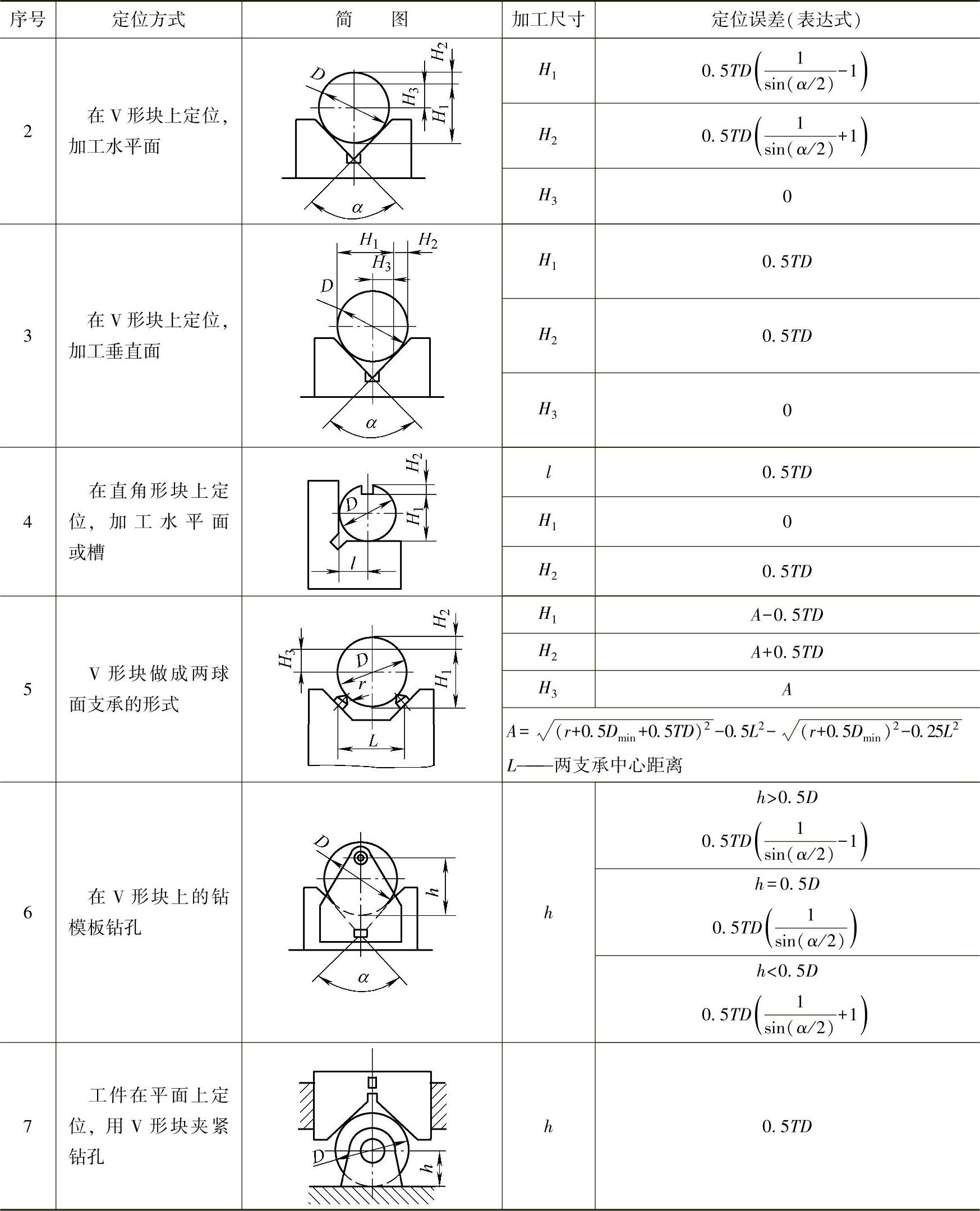
注:TD为工件外圆直径的公差。
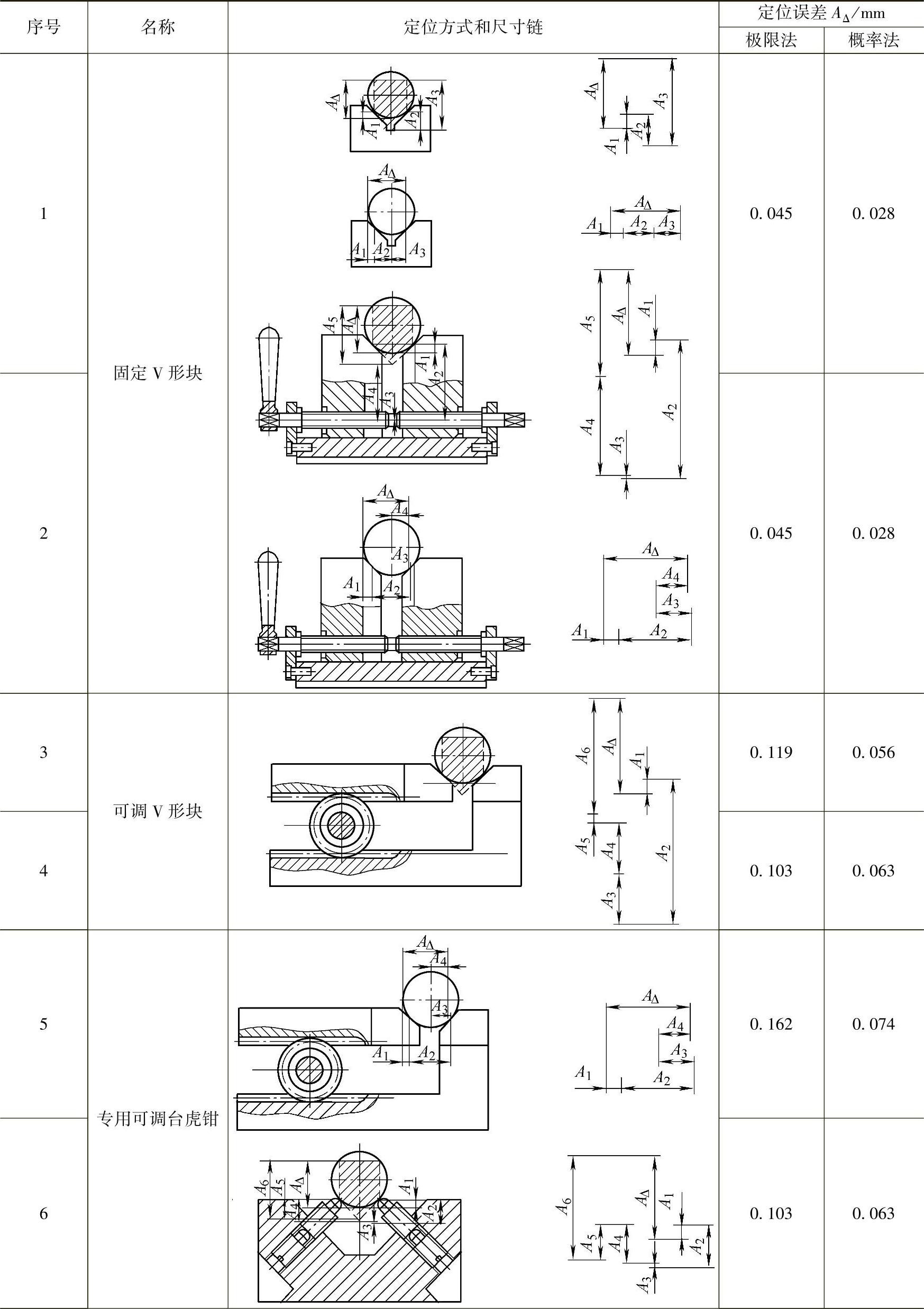
表2-25列出了各种可调V形定位装置在加工尺寸方向(图中尺寸AΔ的方向)的定位误差,其值是按各装置结构尺寸链公差计算得出的,而各尺寸公差取自装置设计图样上的规定。表中序号1和2是固定V形定位装置,供比较用。
表2-25 可调V形定位装置的定位误差(不考虑工件外圆表面的形状误差)
(续)
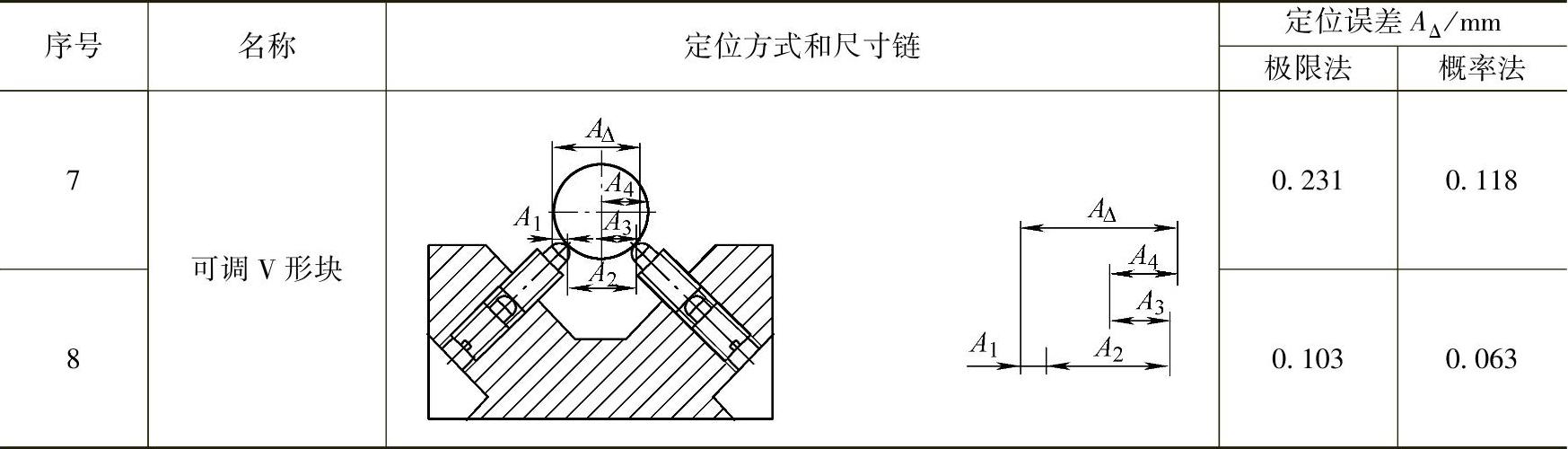
表2-26 工件以外圆定位时在卡盘(或夹头)中的装夹误差[19]
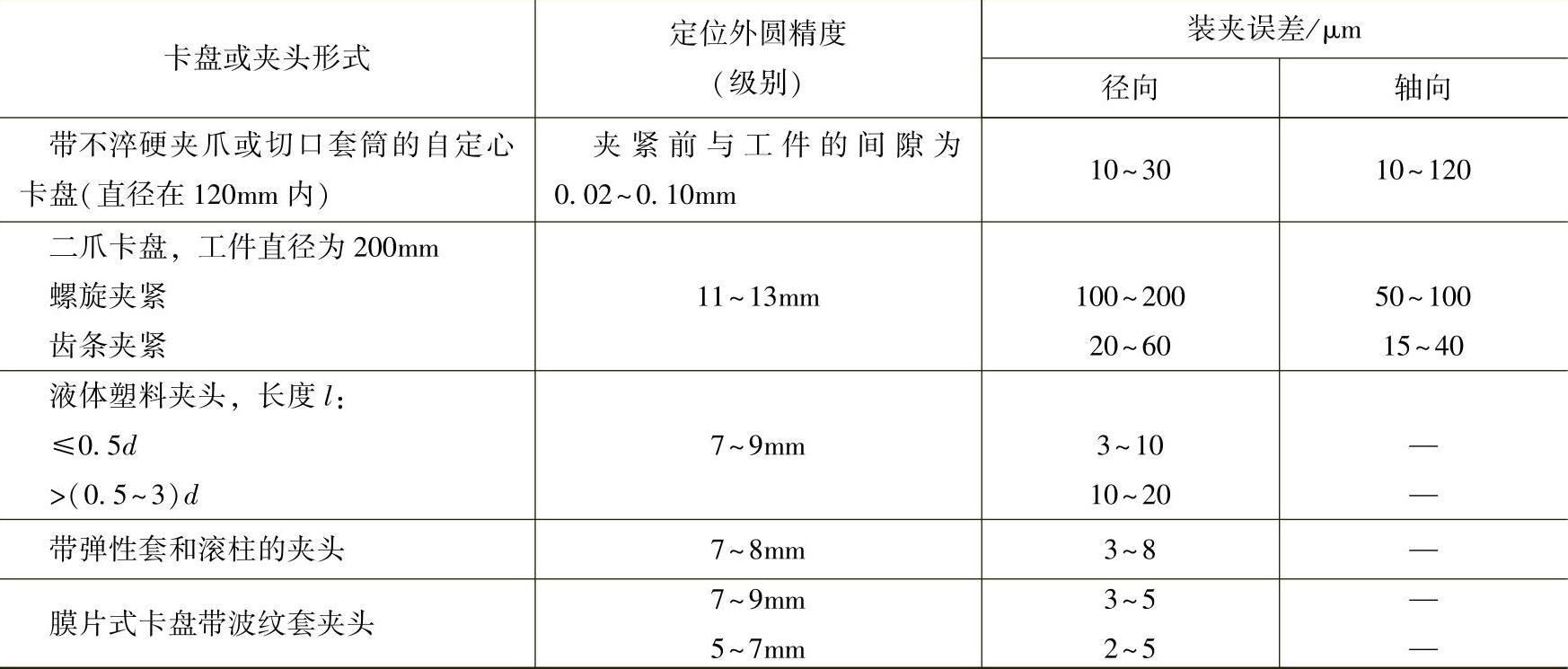
注:1.采用气动或液压夹紧,装夹误差比表中的值减小20%~40%。
2.弹性夹头和自定心卡盘的装夹误差见表2-27。
3.弹性夹头和卡盘在第4章介绍。
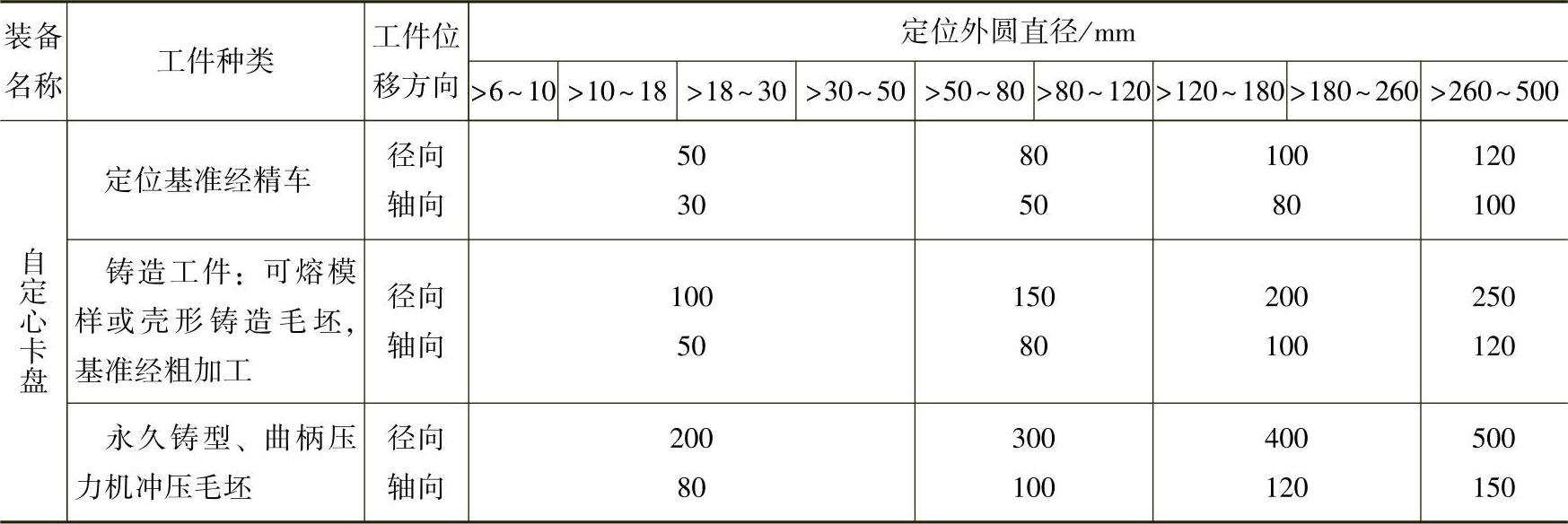
表2-27 弹性夹头和自定心卡盘的装夹误差[19] (单位:μm)
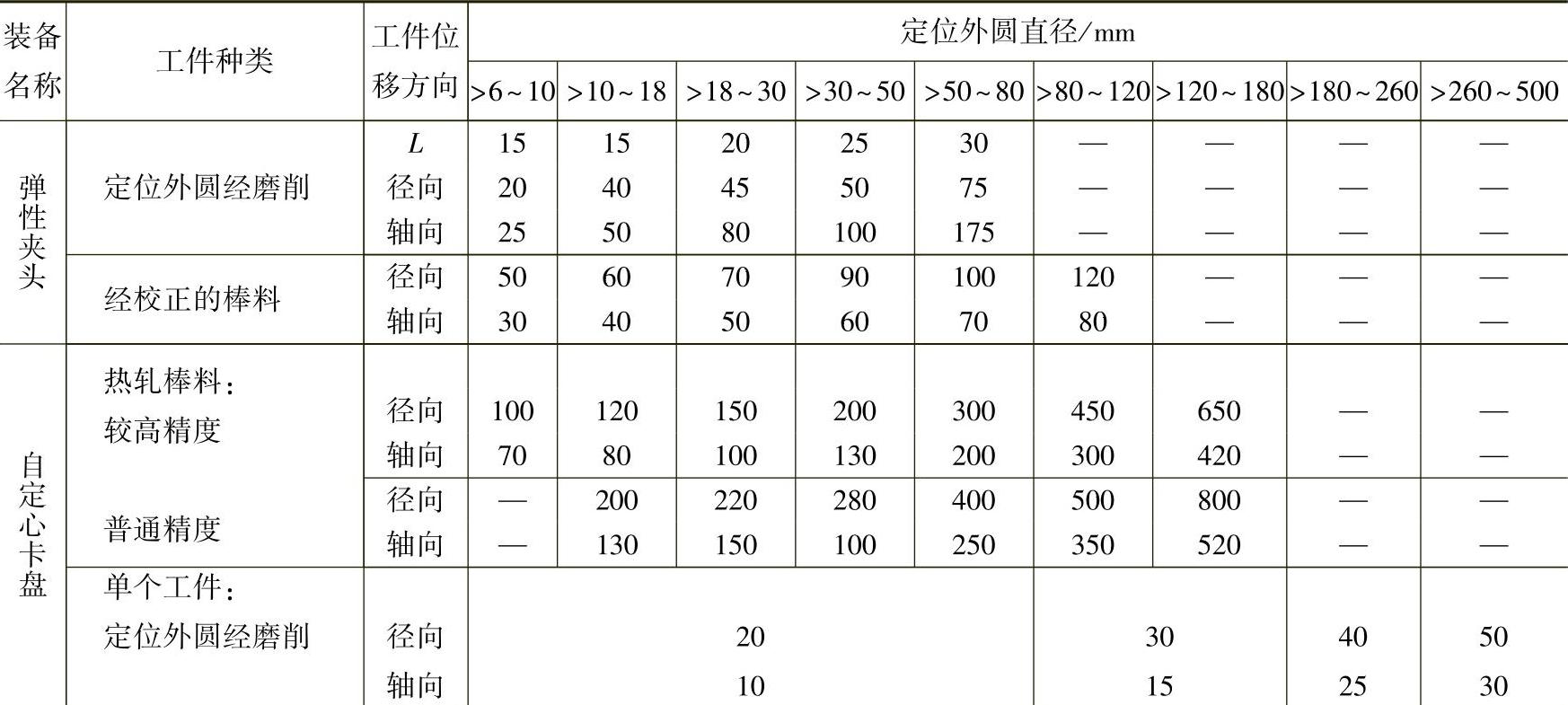
(续)
注:1.采用气动和液压夹紧,装夹误差比表中的值减小20%~40%。
2.在弹性夹头中装夹单个工件时,轴向装夹误差增加10~30μm。
3.弹性夹头固定不动时,轴向位移最小5~20μm。
4.夹紧时将工件顶紧,装夹误差比表中值减小了20%~30%。
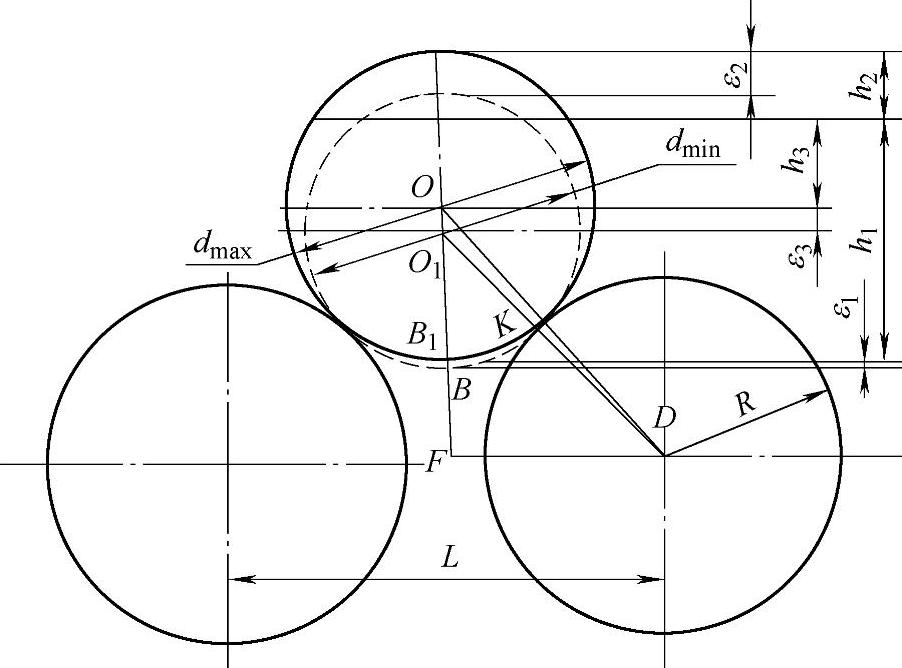
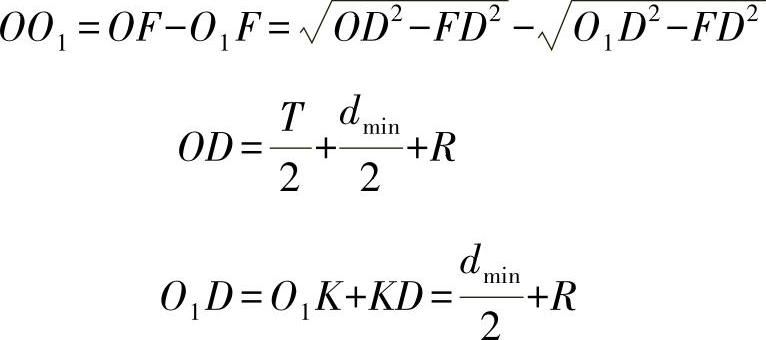
图2-46 两圆柱组成的V形定位机构定位误差
外圆用两圆柱定位的优点是:当作为固定定位支承时,磨损后旋转一个角度即可恢复精度;适用于可调定位支承。
工件外圆2(直径为d)用两圆柱1(直径为2R)组成的V形定位机构,其定位误差的分析如图2-46所示。
加工尺寸h1的定位误差为

式中 OO1——由于一批工件直径的分散性工件轴线的最大位移;
T——工件定位外圆直径的公差。
所以 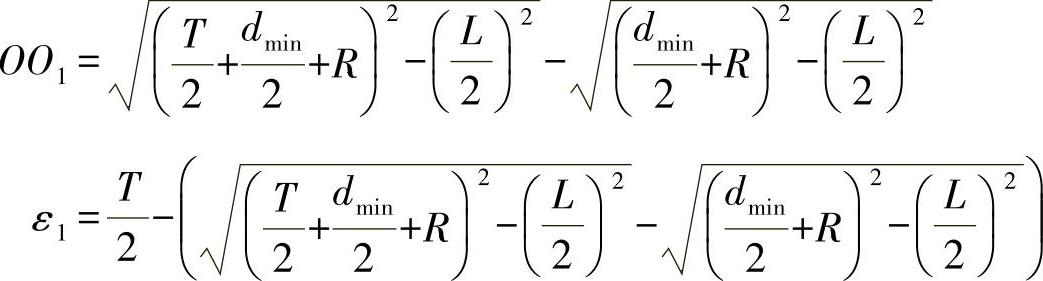
同样可得加工尺寸h2的定位误差

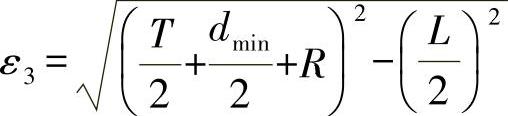
加工尺寸h3的定位误差
2.工件以外圆定位用的元件
工件以外圆定位常用V形块,长度短的轴类工件用一个长度适当的V形块(图2-47a),长的轴类工件用两个长度短的V形块(图2-47c)或两段V形做在一件上(图2-47b)。有些铸锻件,其形状也适合用V形块定位,例如发动机连杆(图2-48),用一个固定V形块和一个活动V形块的双V形定位。V形块有60°、90°和120°三种,一般用90°的,90°V形块的优点是:定位稳定性比120°的好,其适应直径范围比60°的大。以毛坯外圆或阶梯轴外圆定位时,V形块做成窄边的,如图2-47b所示。
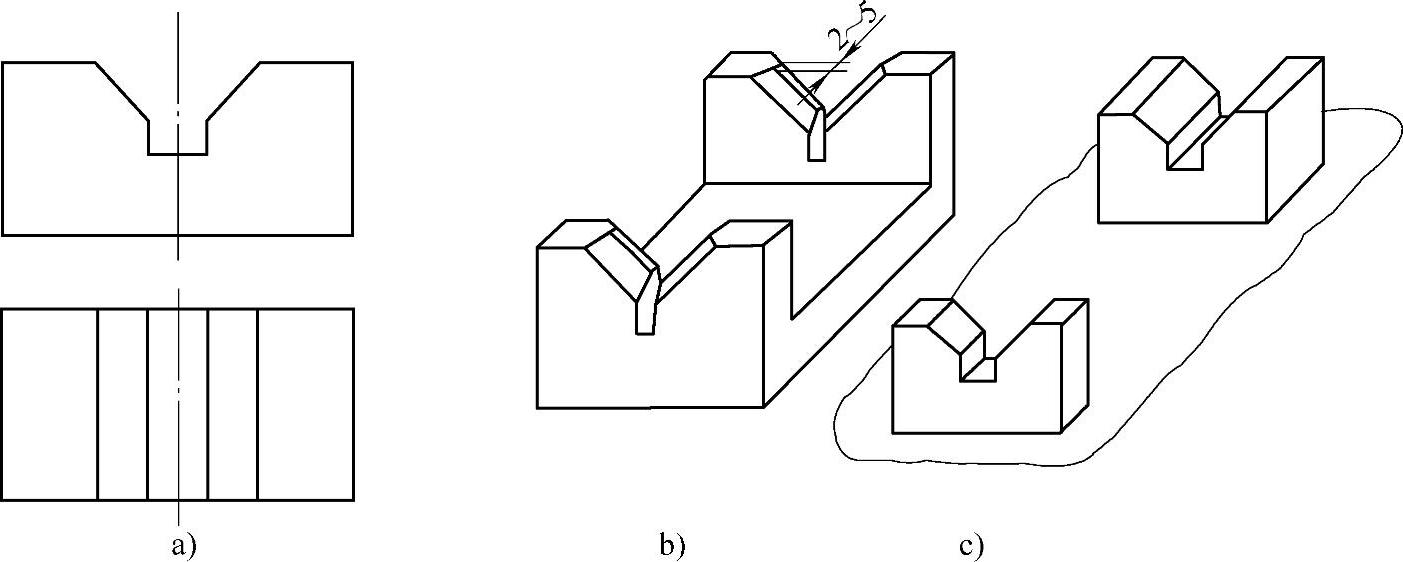
图2-47 各种V形块的应用
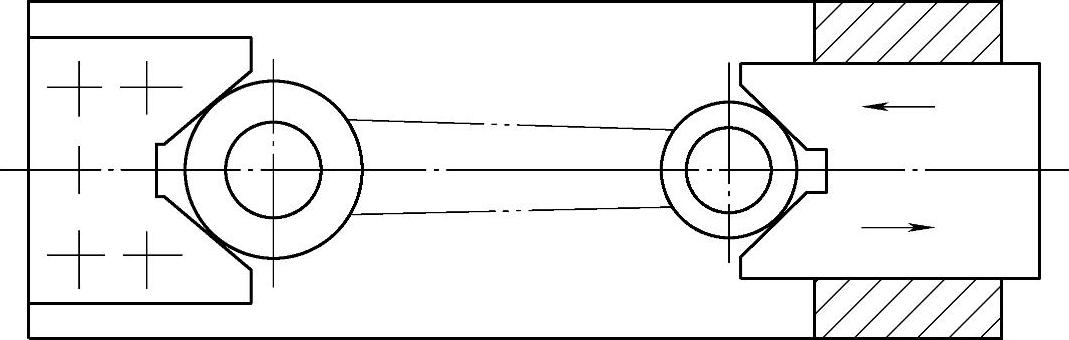
图2-48 双V形定位(固定加移动)
图2-49所示为采用一个位置可调的固定V形块和一个可移动V形块的定位装置。
图2-50a所示为一种平面移动V形块导轨的结构;图2-50b表示V形块工作面向下倾斜β角(5°~7°),这样使工件紧贴支承面。V形块退回时由挡销1限位,如图2-50a所示。
图2-50c所示为用螺钉2推动V形块,使工件定心夹紧;图2-50d所示为用螺钉3调整好V形块的位置,然后用螺钉4通过V形块上的5°斜面将其固定。
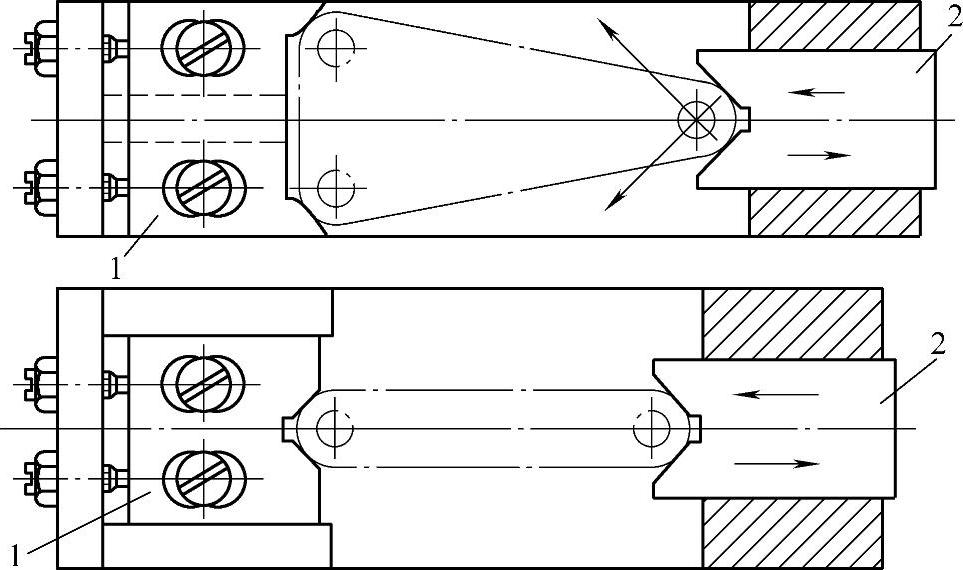
图2-49 双V形定位(固定可调加移动)
1—可调固定V形块 2—可移动V形块
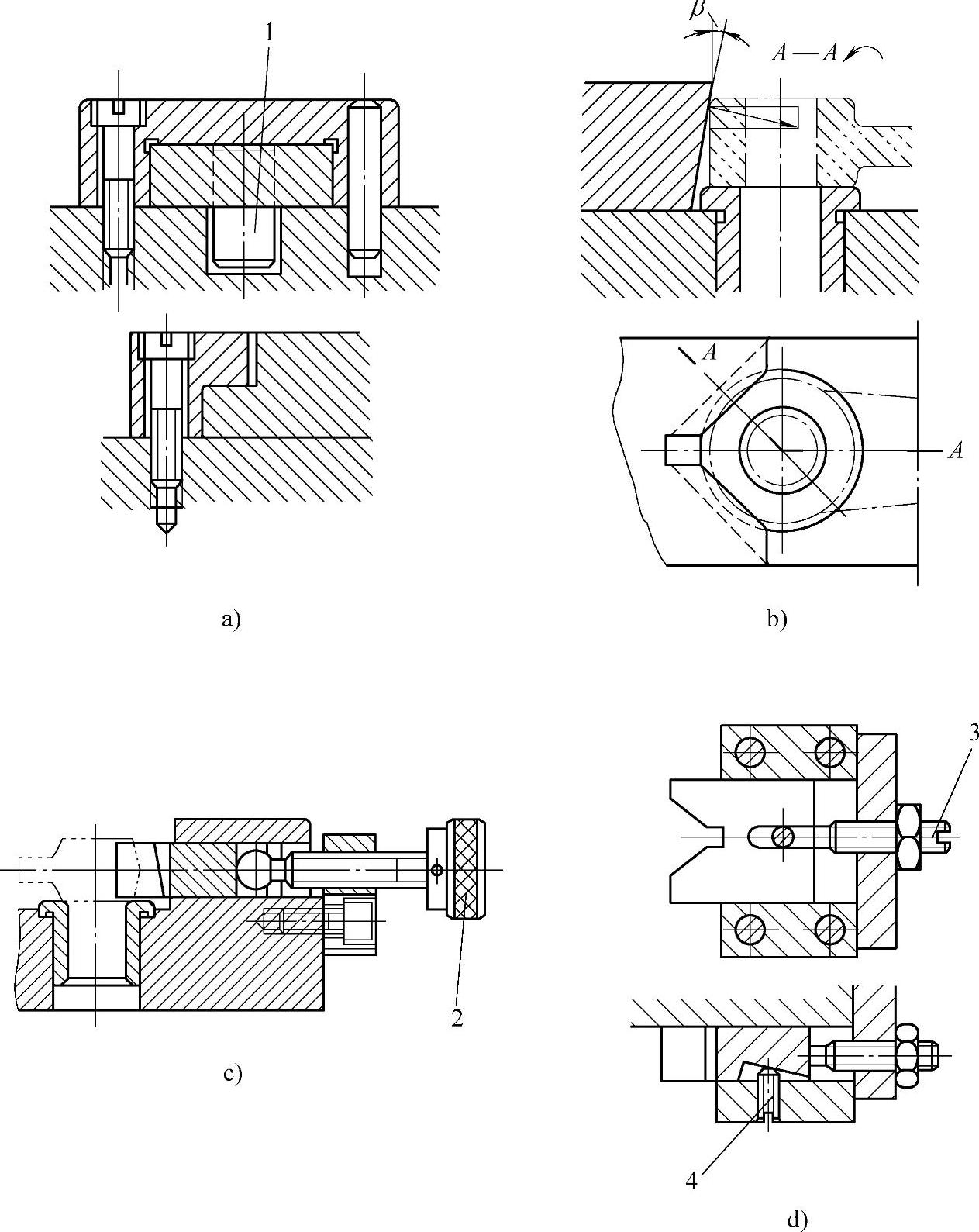
图2-50 V形块的导向和移动
1—挡销 2、3、4—螺钉
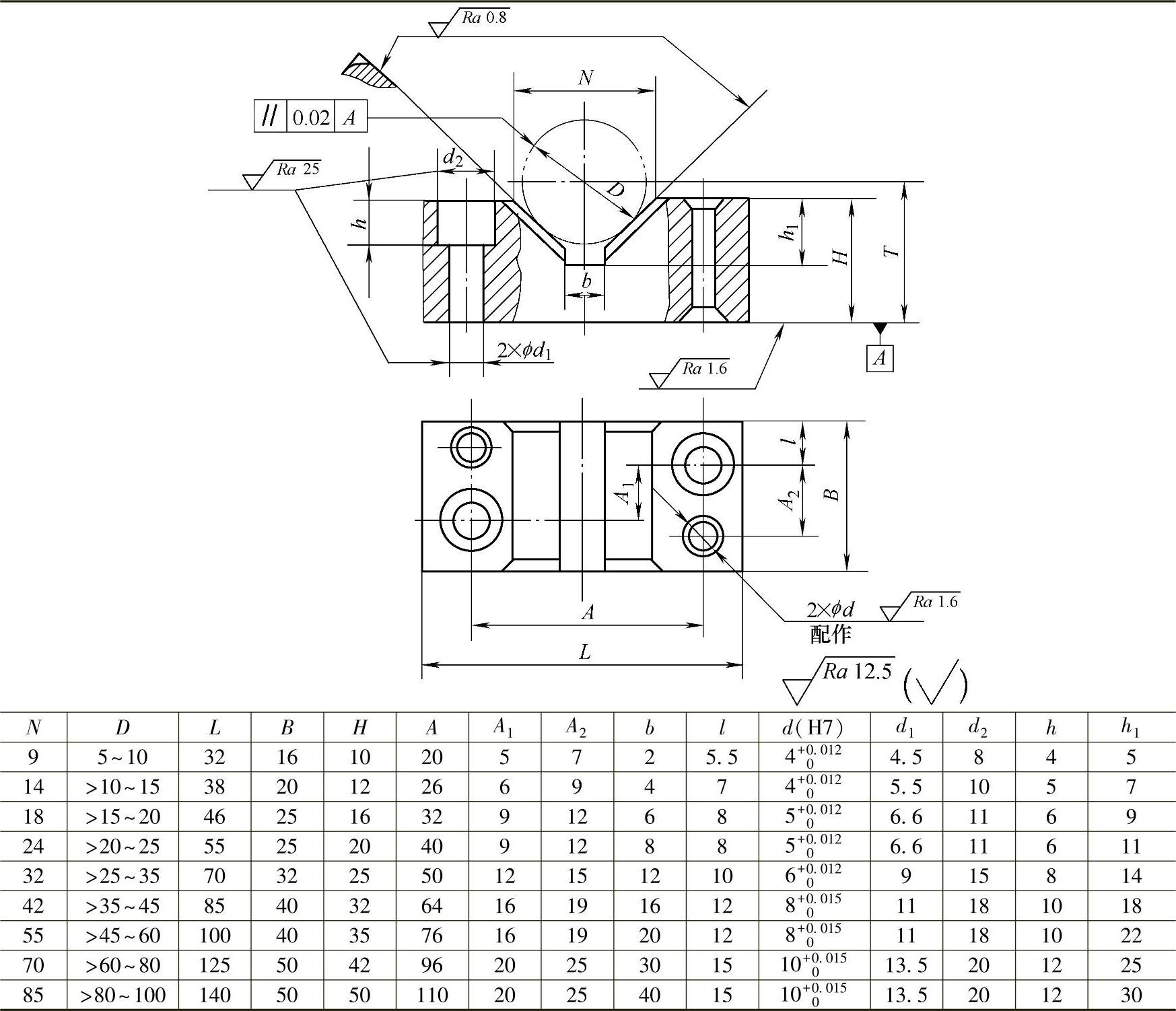
两种固定V形块的尺寸规格见表2-28和表2-29。
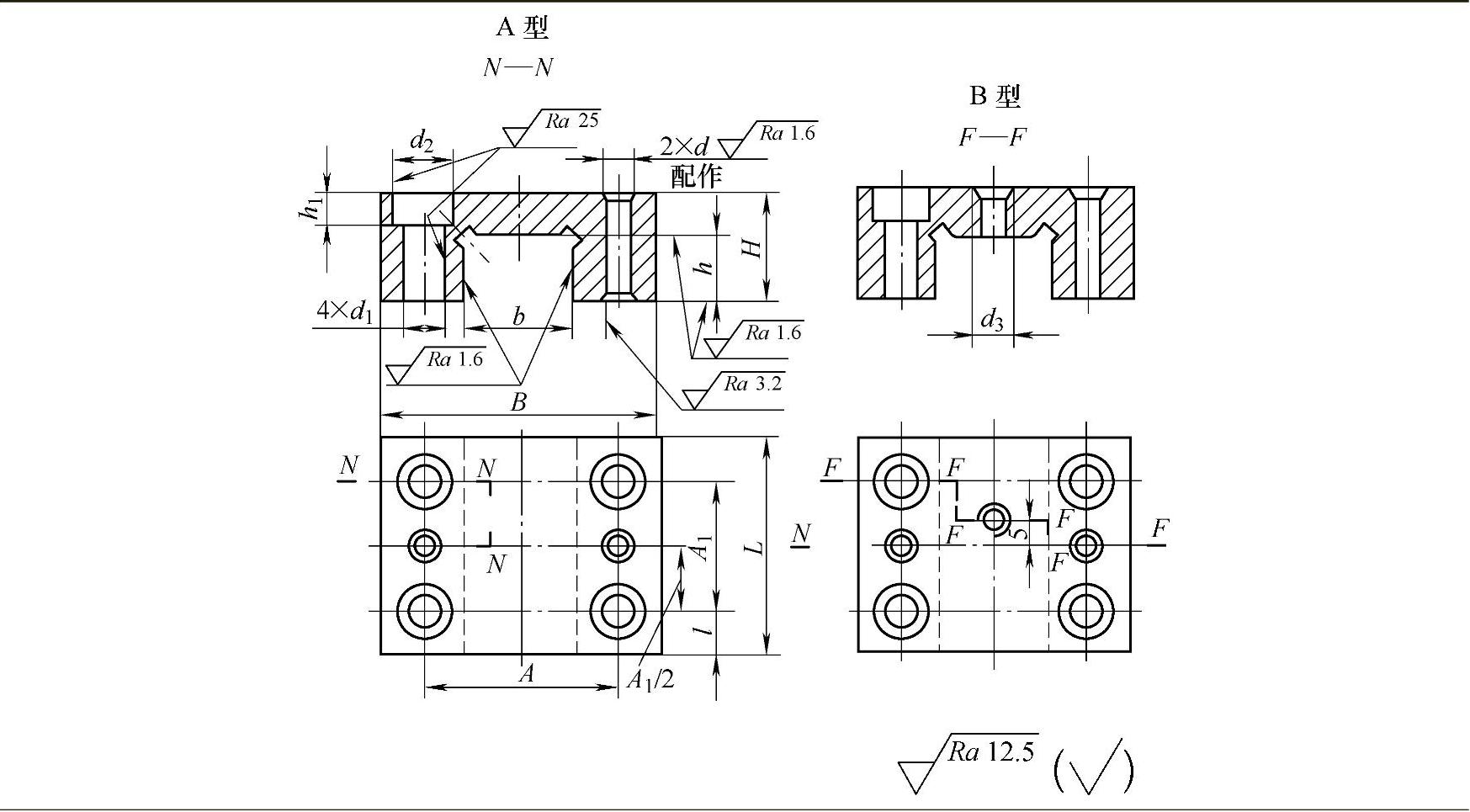
表2-28 固定V形块的规格尺寸(一) (单位:mm)
 (www.daowen.com)
(www.daowen.com)
注:1.本表符合JB/T 8018.1—1999。
2.材料为20钢,渗碳深度为0.8~1.2mm,热处理硬度为58~64HRC。
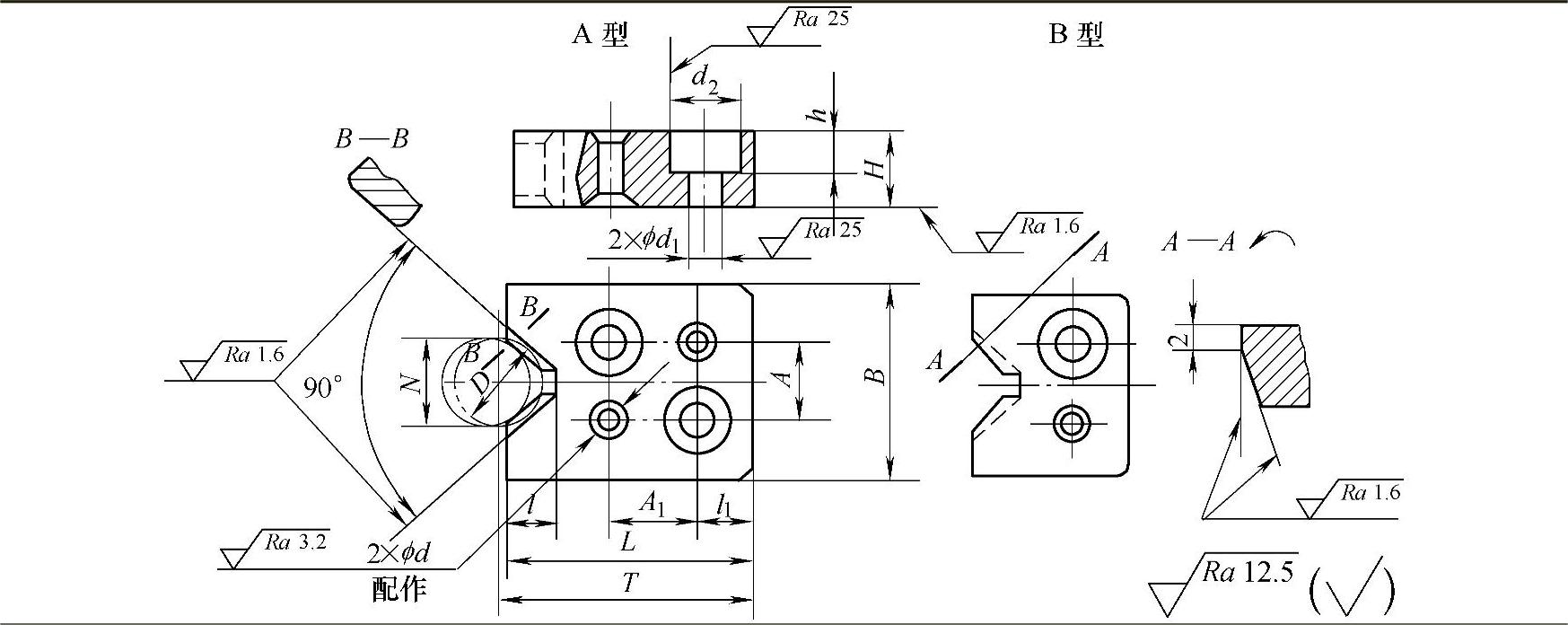
表2-29 固定V形块的规格尺寸(二) (单位:mm)
(续)
注:1.本表符合JB/T 8018.2—1999。
2.材料为20钢,渗碳深度为0.8~1.2mm,热处理硬度为58~64HRC。
可调V形块和移动V形块的规格尺寸见表2-30和表2-31,其所用的导板规格尺寸见表2-32。
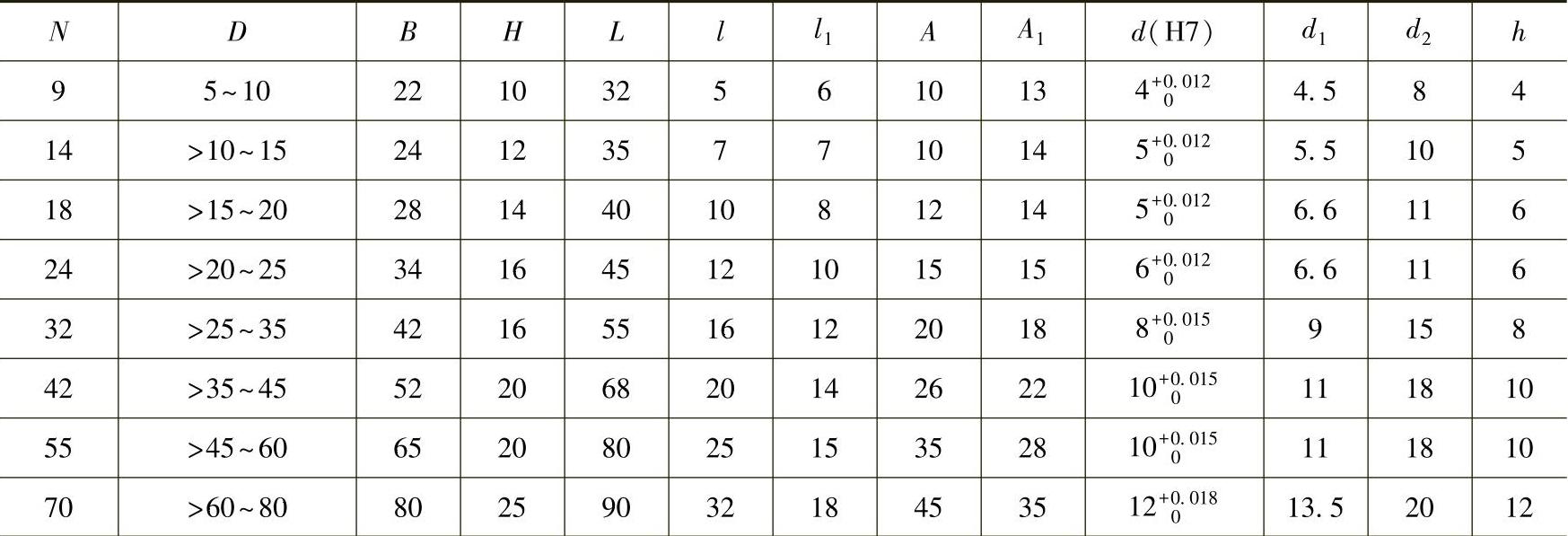
表2-30 可调V形块的规格尺寸 (单位:mm)
注:1.本表符合JB/T 8018.3—1999。
2.材料为20钢,渗碳深度0.8~1.2mm,热处理硬度为58~64HRC。
3.b1槽用于螺钉压紧用,螺钉装在导板中。
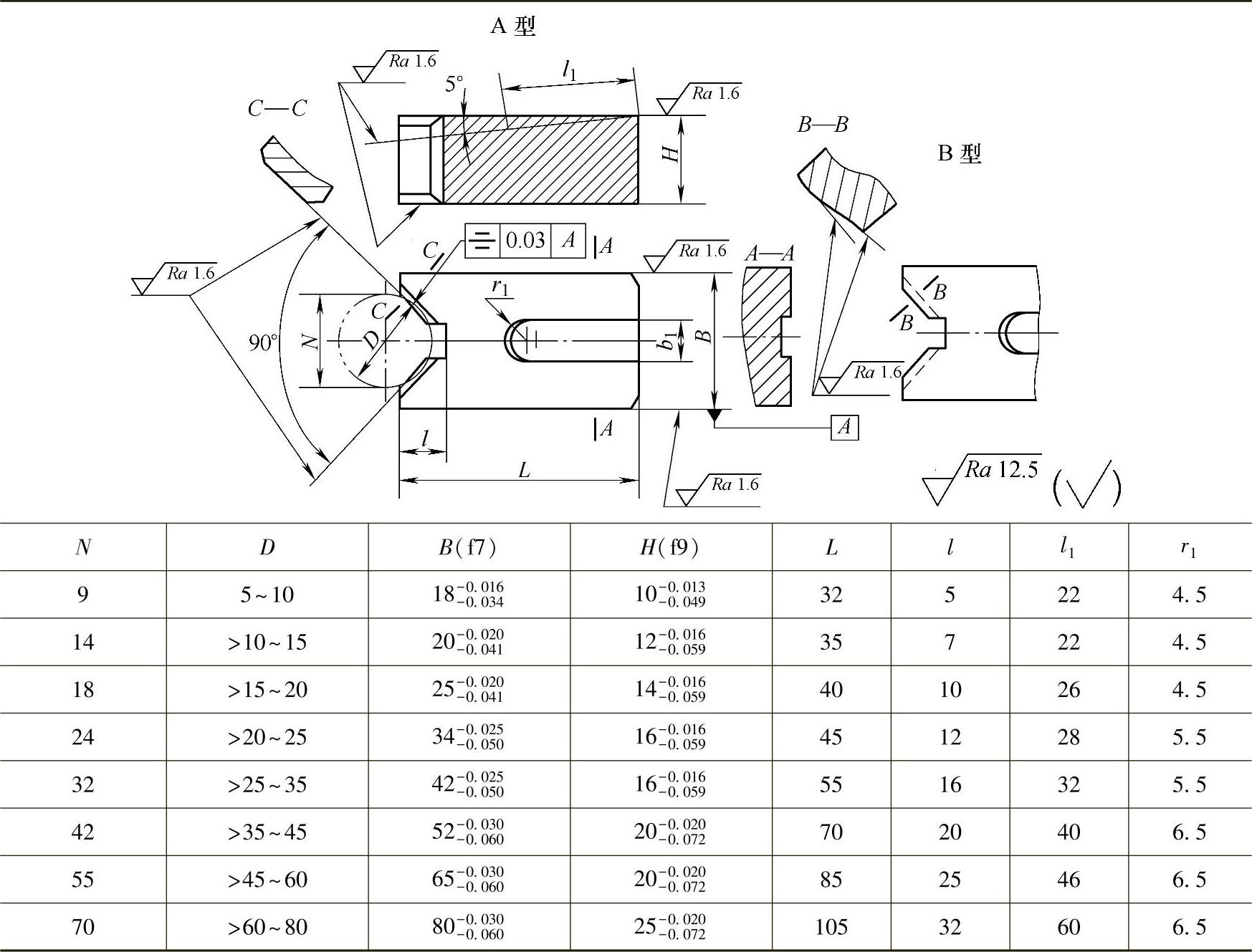
表2-31 移动V形块的规格尺寸 (单位:mm)
注:1.本表符合JB/T 1018.4—1999。
2.材料为20钢,渗碳深度0.8~1.2mm,热处理硬度58~64HRC。
3.配用压紧螺钉见JB/T 8006.1—1999。
表2-32 V形块用导板的规格尺寸 (单位:mm)
(续)
注:1.本表符合JB/T 8019—1999。
2.材料为20钢,渗碳深度0.8~1.2mm,热处理硬度为58~64HRC。
3.A型用于移动V形块;B型用于固定V形块。
3.工件外圆形状误差对定位精度的影响
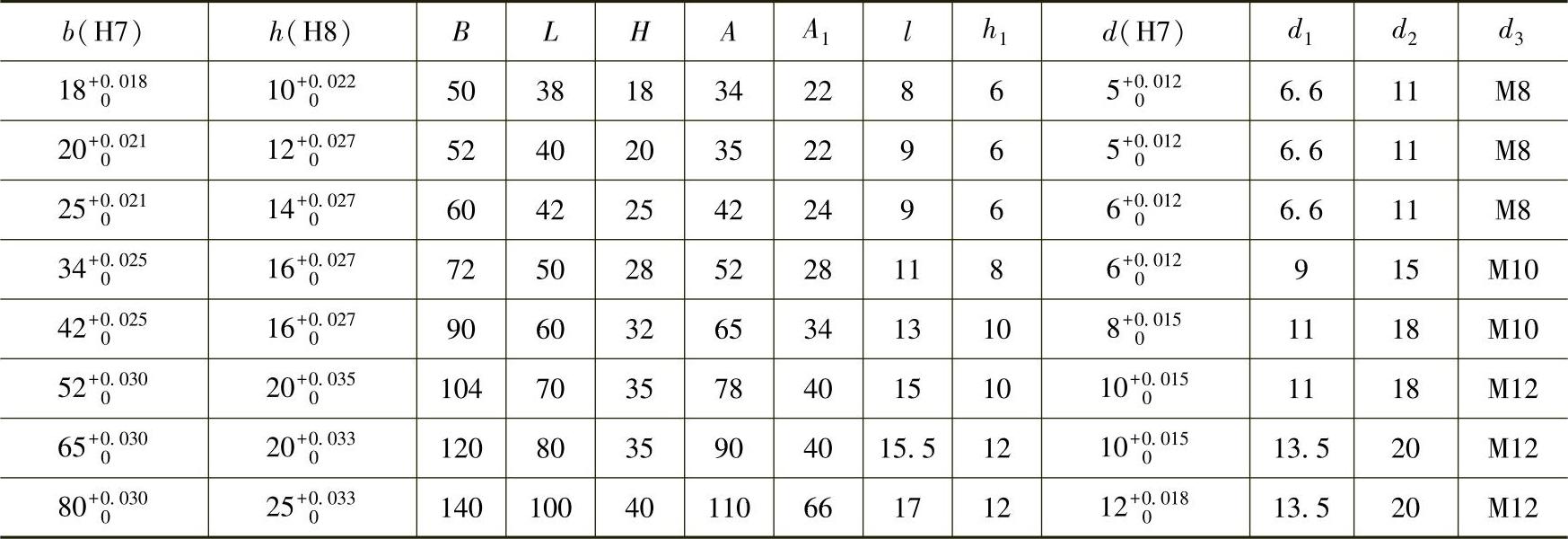
(1)工件在V形块上定位 工件外圆有形状误差,外圆中心产生的最大定位误差如图2-51所示(图2-51a中α=90°)。
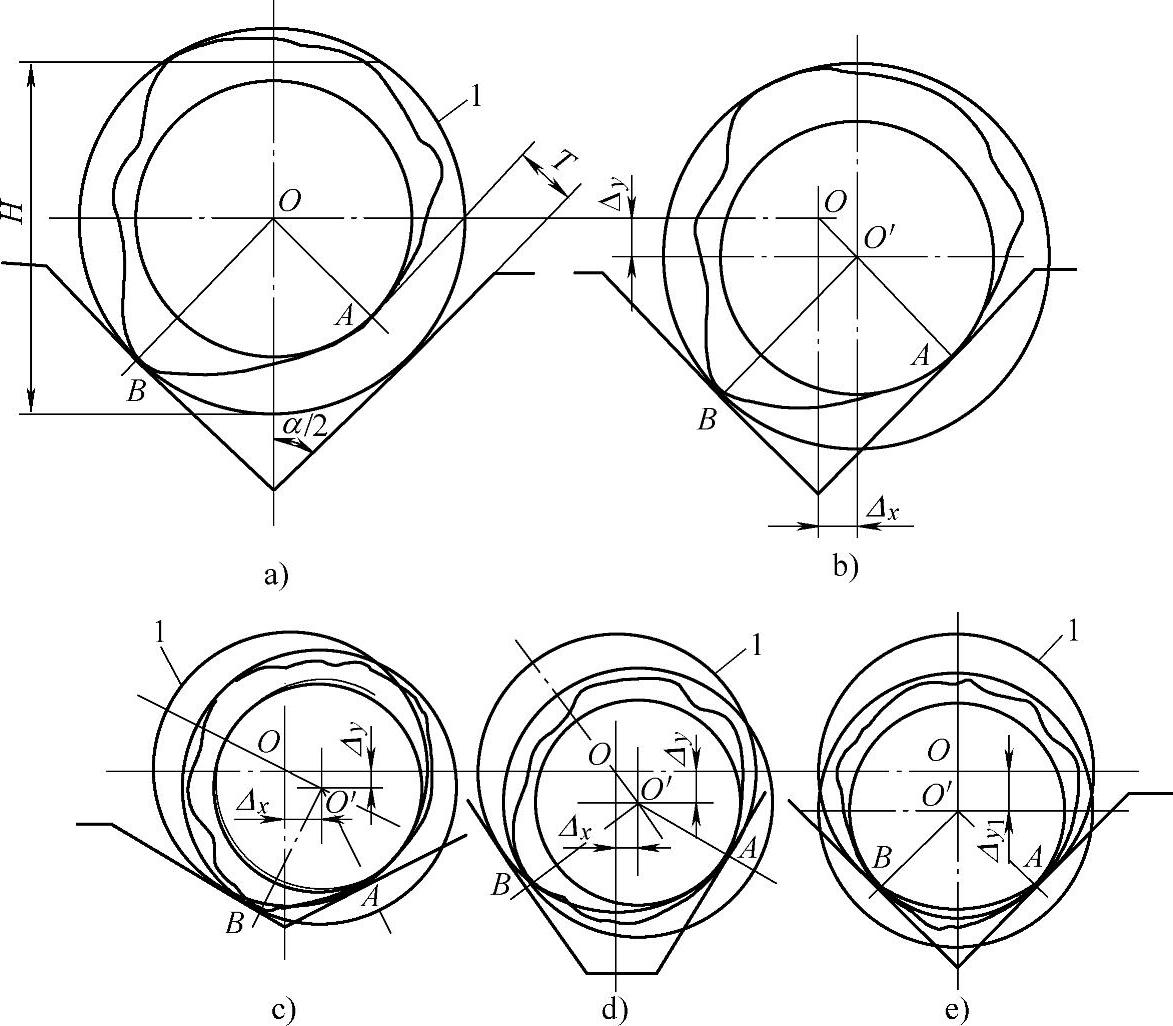
图2-51 外圆形状误差对在V形块上定位的影响(一)
a)、b)α=90° c)α=120° d)α=60° e)α为任意角
假设工件外圆B点(外圆轮廓的最高点)与V形面接触,而A点(外圆轮廓的最低点)刚好在垂直于右边V形面方向离开没有圆度误差的外圆1一段距离T(圆度公差值),如图2-51a所示。当工件沿平行于左边V形面移动,外圆表面A点和B点都靠上V形面定位(图2-51b),这时工件的中心从O移动到O′,OO′=T,中心O′相对正确位置O在水平方向偏移Δx(可左偏或右偏,图示为右偏),在垂直方向向下偏移Δy。
Δx=Tcos(α/2)
Δy=Tsin(α/2)
图2-51c和d表示当V形角α=120°、60°时,工件外圆中心相对理想外圆中心O(正确位置)偏移的情况。这时假设B点在理想外圆1上,而A点刚好在垂直于右边V形面方向离开理想外圆1一微小距离T(圆度误差值)。当工件沿平行于左边V形面移动,使外圆表面A点和B点都靠上V形定位,这时工件中心O′相对中心O在水平和垂直方向的偏移为Δx和Δy,其值的计算如图2-52所示。
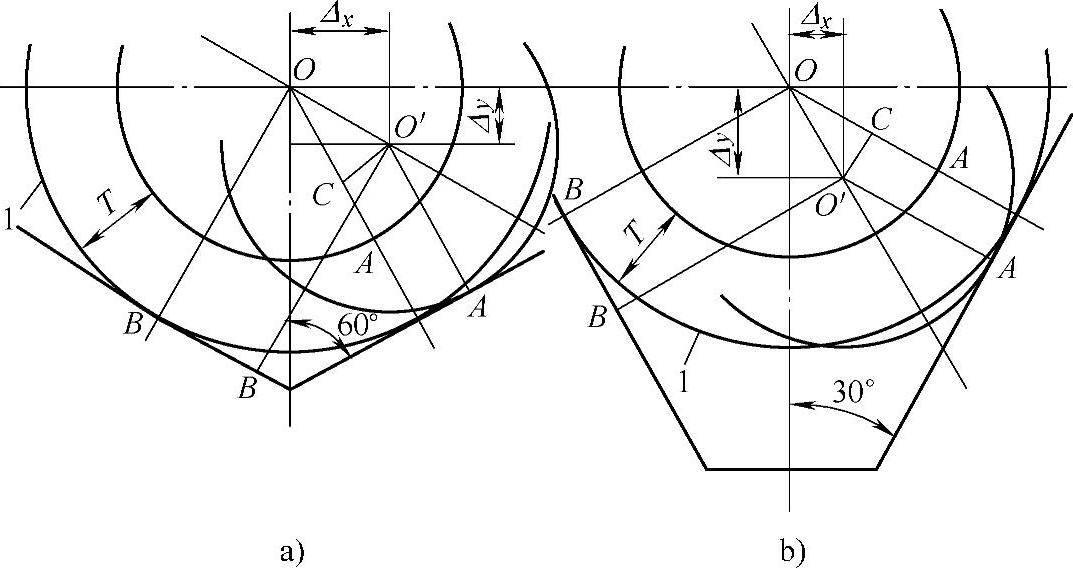
图2-52 外圆形状误差对在V形块上定位的影响(二)
由图2-52得,
对α=120°V形(图2-52a)
对α=60°(图2-52b),同样得
Δx=Ttan30°=0.577TΔy=T
图2-51e表示,当工件外圆轮廓外圆上A点和B点都处于最低点时,工件外圆中心O′的位置相对正确位置O向下偏移Δy1,而Δx=0。
综上所述,外圆在不同角度V形块上定位时,由于外圆表面形状误差产生的外圆中心偏移值见表2-33。
表2-33 在不同V形块上定位时产生的外圆中心偏移值

由于工件外圆表面的形状、工件外圆在V形块上的实际位置是随机的,工件的加工方向也不一定是水平或垂直的,所以对每种角度的V形块可取Δx、Δy、Δy1的平均值作为定位外圆中心的偏差(定位误差)值,而平均值近似等于工件外圆的圆度误差值T。
一般不考虑工件外圆的形状误差,因为加工精度高需要考虑形状误差时,在分析定位误差时应将上述误差对加工尺寸的影响纳入定位误差的组成部分。例如对图2-51a所示的工件,加工尺寸H,由表2-24可知,不考虑工件外圆形状误差,其定位误差为(表2-24中V形角=2α)

当需要考虑工件外圆形状误差T时,则其定位误差应为
(2)外圆在内孔中定位 不考虑工件定位外圆与夹具定位孔之间有间隙,现分析由于工件外圆有形状误差产生的定位误差,如图2-53所示。图中Ⅰ为定位孔(没有圆度误差),中心为O;Ⅱ为工件外圆,中心为O′。
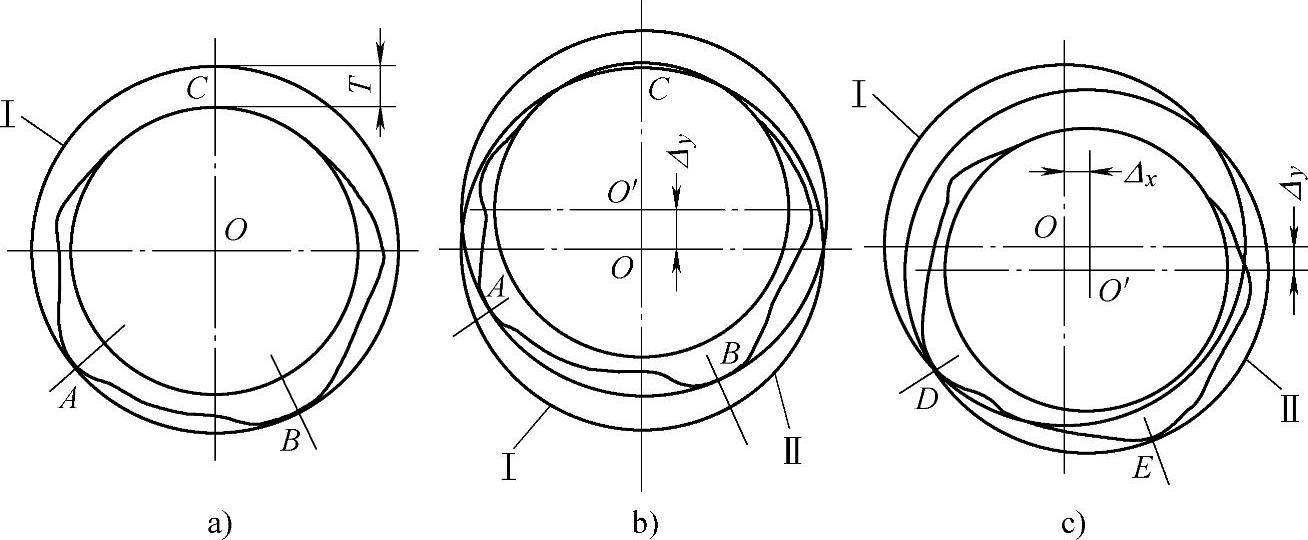
图2-53 外圆形状误差对在内孔中定位的影响
工件外圆的形状误差为T,工件外圆A、B两点与定位孔Ⅰ接触(图2-53a),这时工件外圆中心与定位孔中心重合,则工件外圆中心处于正确位置。若工件外圆C点与定位内孔接触,A、B两点离开定位孔(图2-53b),则工件外圆中心处于O′位置,相对正确位置O在垂直方向偏移Δy=OO′=T。若工件在D、E两点与定位内孔接触(图2-53c),则工件外圆中心处于O′位置,相对中心O偏移Δx和Δy。所以工件以外圆在内孔中定位,外圆形状误差产生的定位误差为0~T,由于形状误差和工件在夹具中位置的不确定性,可取为0.5T。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





