工件以一平面和两销孔定位常用于中型和大型箱体类工件,这时工件的平面是主要定位面。一般采用一个圆柱销和一个菱形销,圆柱销是主要定位销,如图2-21a所示,这时共限制了工件11个自由度(Z↓, ,
, ,
, ,
, ,
, ),达到了完全定位。为避免过定位,两定位销应为短销;菱形销可弥补工件两销孔中心距的误差,增大定位销的计算直径,提高定位精度。
),达到了完全定位。为避免过定位,两定位销应为短销;菱形销可弥补工件两销孔中心距的误差,增大定位销的计算直径,提高定位精度。
在生产中,由于经常更换工件,为加快生产准备,简化夹具结构,有时可采用一面两圆柱销定位,如图2-21b所示。一般一面两圆柱销定位用于精度不高的场合,但也可通过利用与通常计算两圆柱销直径不同的方法提高其定位精度,随后将对其介绍。
图2-21c所示为采用一面两菱形销的定位方式,这样工件更容易安装在夹具上。
定位销在夹具上的安装如图2-22所示。图中分别表示定位销在夹具上的固定或活动安装,对菱形销活动安装应防止其转动(图中未示)。
当工件的质量大时,为便于安装工件和防止工件放到夹具上碰撞定位销,可采用伸缩式定位销,其安装如图2-23所示,图2-23表示伸缩定位销处于下面的位置,这时定位销的顶面应低于工件的定位支承面。
考虑排屑和排污定位销的布置参见附录中附图12。
可采用手动分别控制两定位销伸缩的机构,也可采用图2-24所示方式同时控制两销伸缩的机构,具体结构如图2-25所示。
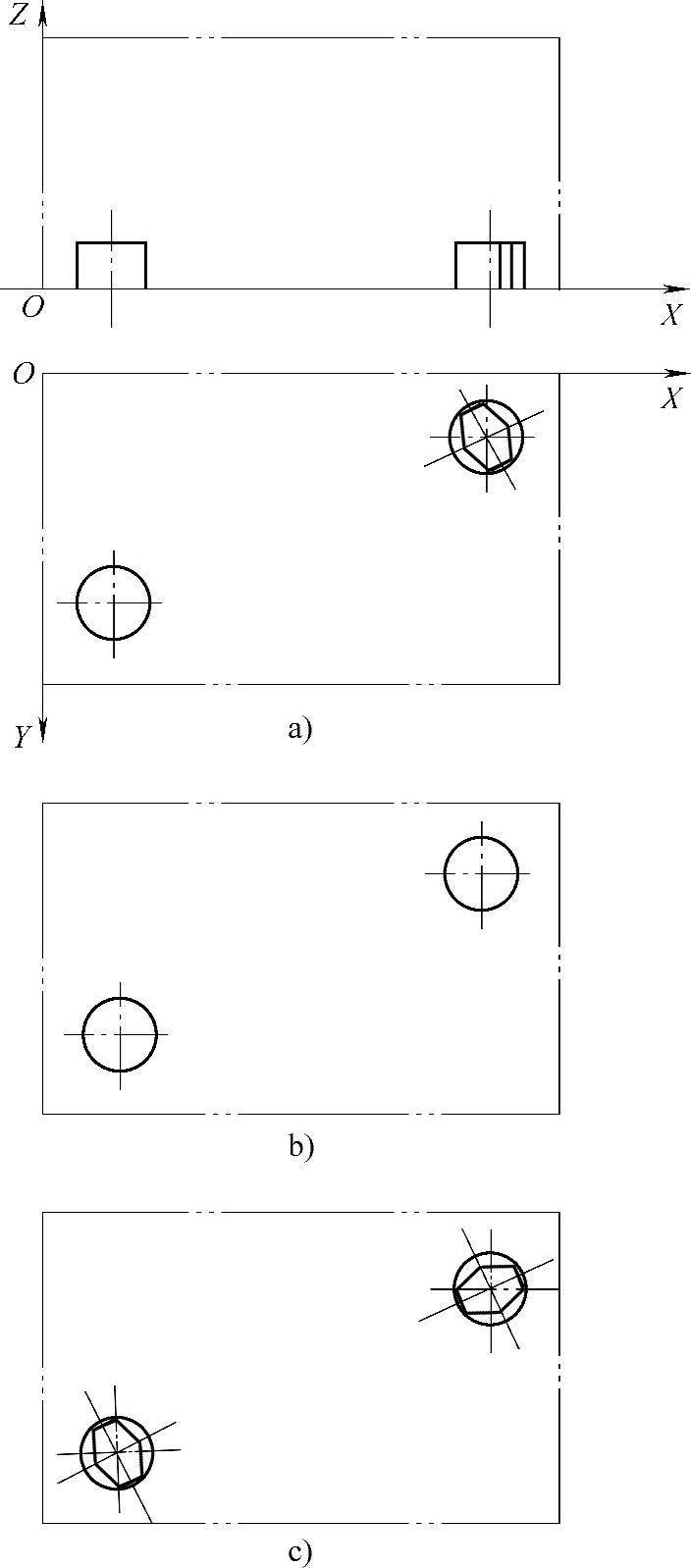
图2-21 一面两销定位方式
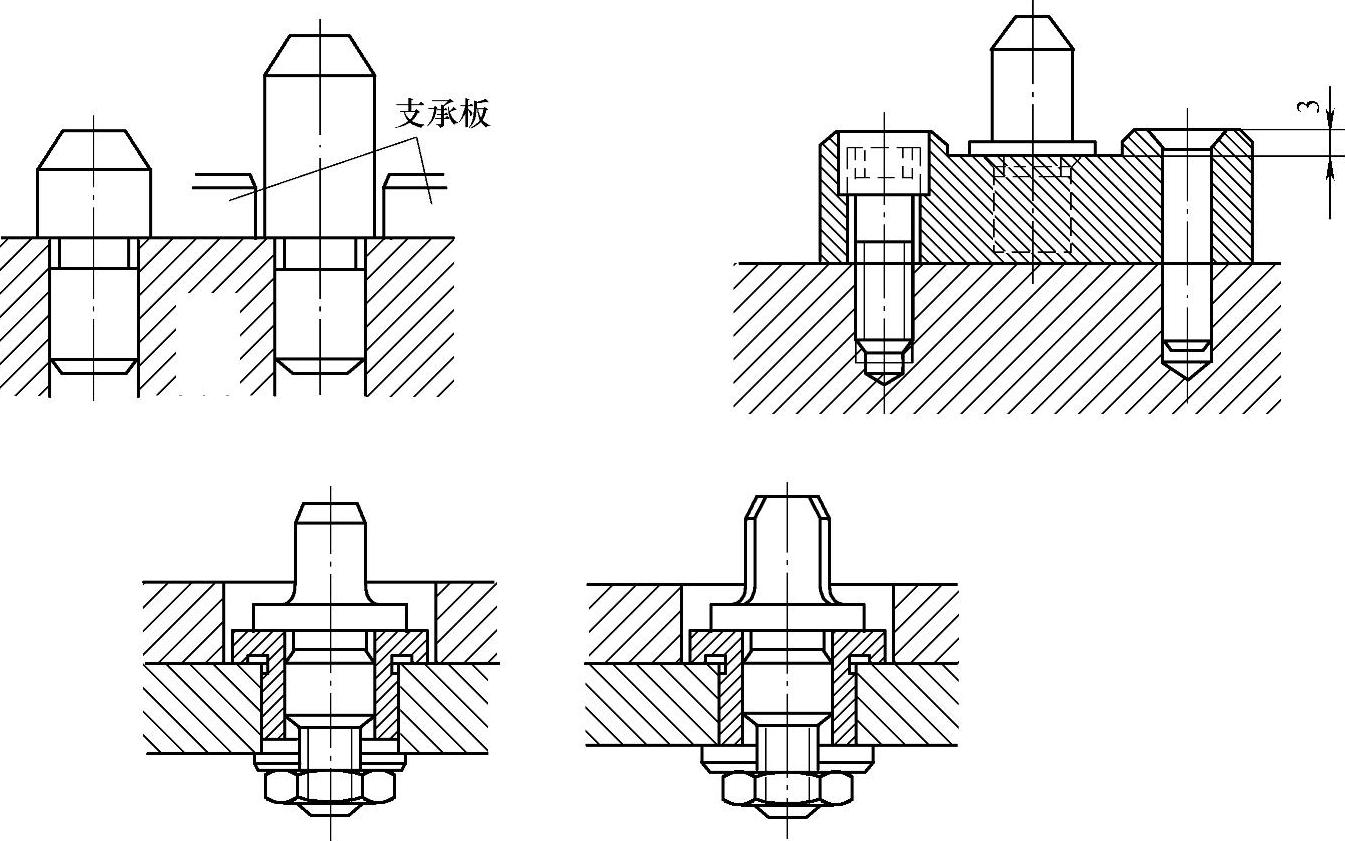
图2-22 定位销的安装(一)
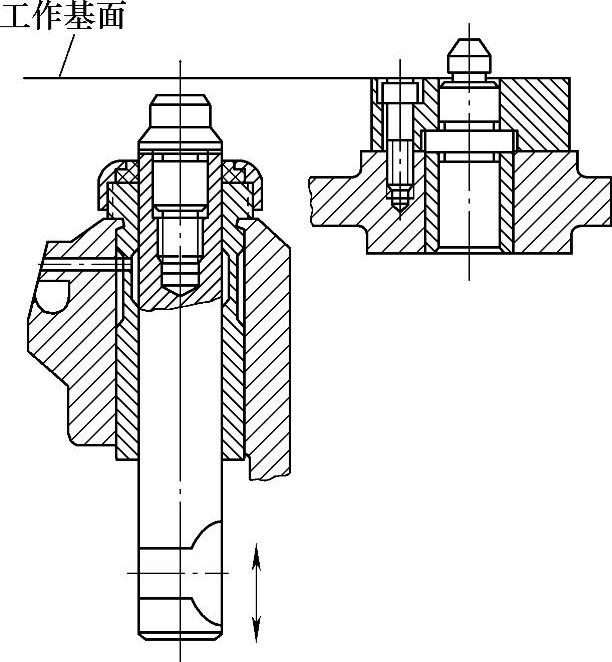
图2-23 定位销的安装(二)
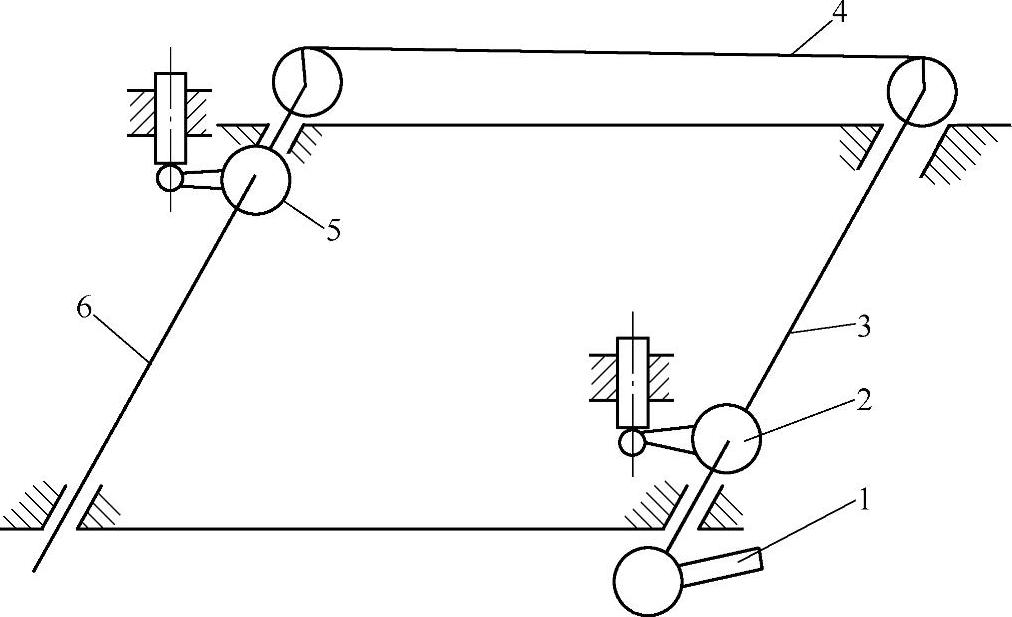
图2-24 定位销伸缩机构示意图
1—手柄(或气、液缸控制) 2、5—摆杆 3、6—轴 4—连接板
图2-25所示的定位销有两种结构:一种不带防护罩,用于支承板高度为30mm时(见左面的A—A剖视图),其伸缩机构杠杆的位置与图2-24所示的位置一致,即工作时两轴转动方向一致;另一种带防护罩的定位销用于支承板高度为60mm时(见右面A—A剖视图),其伸缩机构杠杆的位置与图2-24所示位置不一致,即工作时两轴转动方向相反,所以这时连接板与两轴相关件连接的方式改成右面A—A剖视图所示的结构。
定位销伸缩的距离靠弹簧销8的位置保证,挡销9限制伸缩销的最大工作距离;定位销伸出后,手柄应处于合适的位置,不致因振动而改变。两杠杆6在轴上的位置,由工件两定位销孔的距离确定。
在夹具体上开有能取出杠杆6的窗口,图2-25所示是从夹具后面拆装的。图示定位销装在推杆上,使精度降低。当定位精度要求高时,宜采用整体定位销,其缺点是更换不方便。
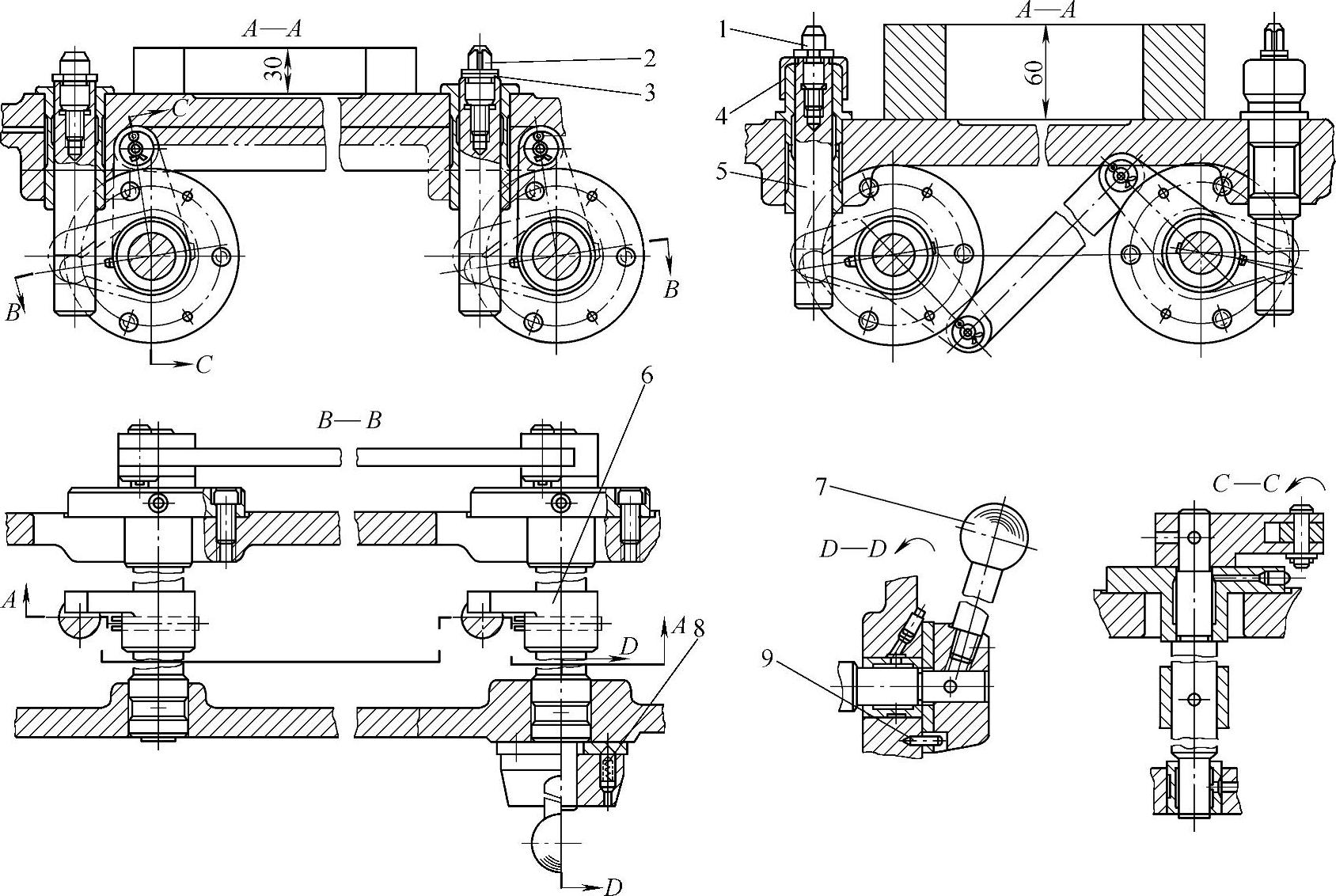
图2-25 两定位销同时伸缩机构
1—圆柱销 2—菱形销 3—调整垫 4—防护罩 5—推杆 6—杠杆 7—手柄 8—弹簧销 9—挡销
图2-26所示为液压驱动两伸缩定位销机构,液压缸活塞杆通过推杆1或2(如图示,当液压缸安装在左侧时用推杆1,当液压缸安装在右侧时用推杆2,推杆1和2的10°斜角方向不同)带动杠杆8使定位销伸缩,调整挡圈3和4的位置确定伸出和缩回的位置。为确保定位的可靠性,采用花键轴7带动杠杆8转动时,其上三段花键齿的对称中心线应在同一平面上,允许偏差为0.10mm。为防止油压过高使机构损坏,工作压力应低于25MPa。(https://www.daowen.com)
表2-14~表2-17分别列出了工件定位用的小定位销、固定式定位销、可换定位销和定位插销的规格尺寸。
表2-14 小定位销的规格尺寸 (单位:mm)
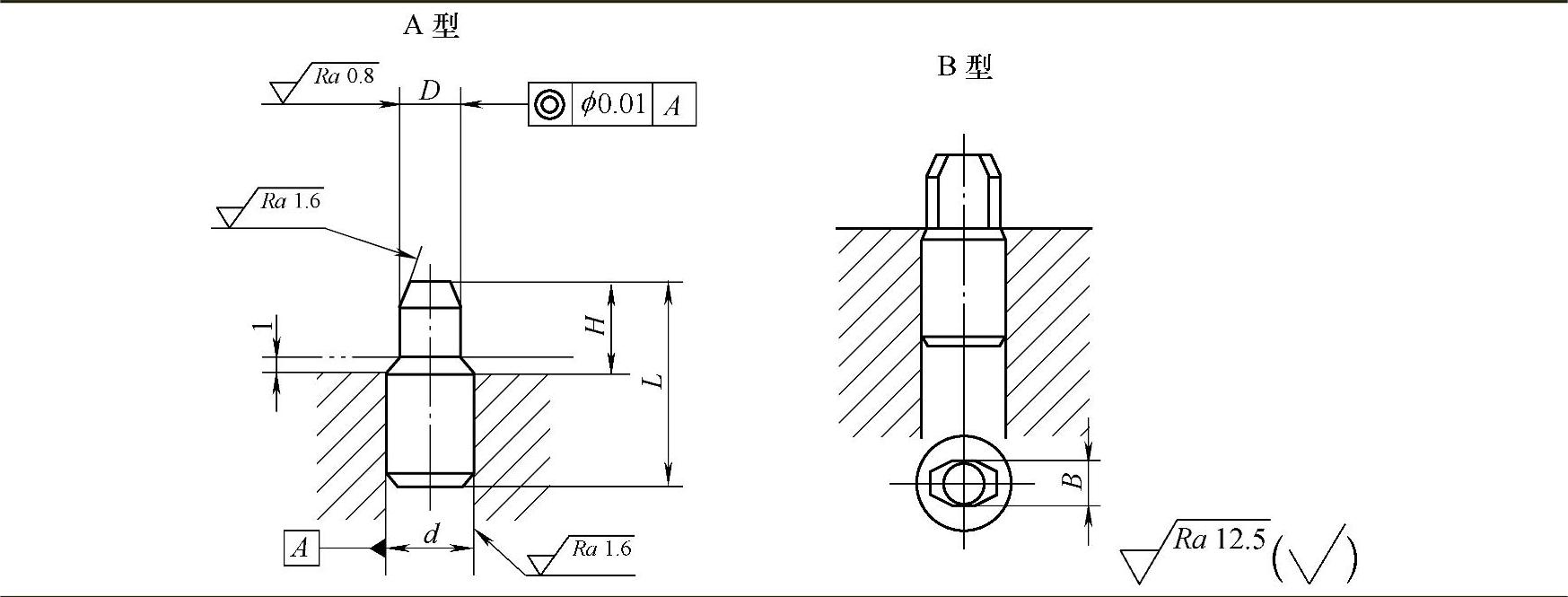
(续)

注:1.本表符合JB/T 8014.1—1999。
2.材料为T8,热处理后硬度为55~60HRC。
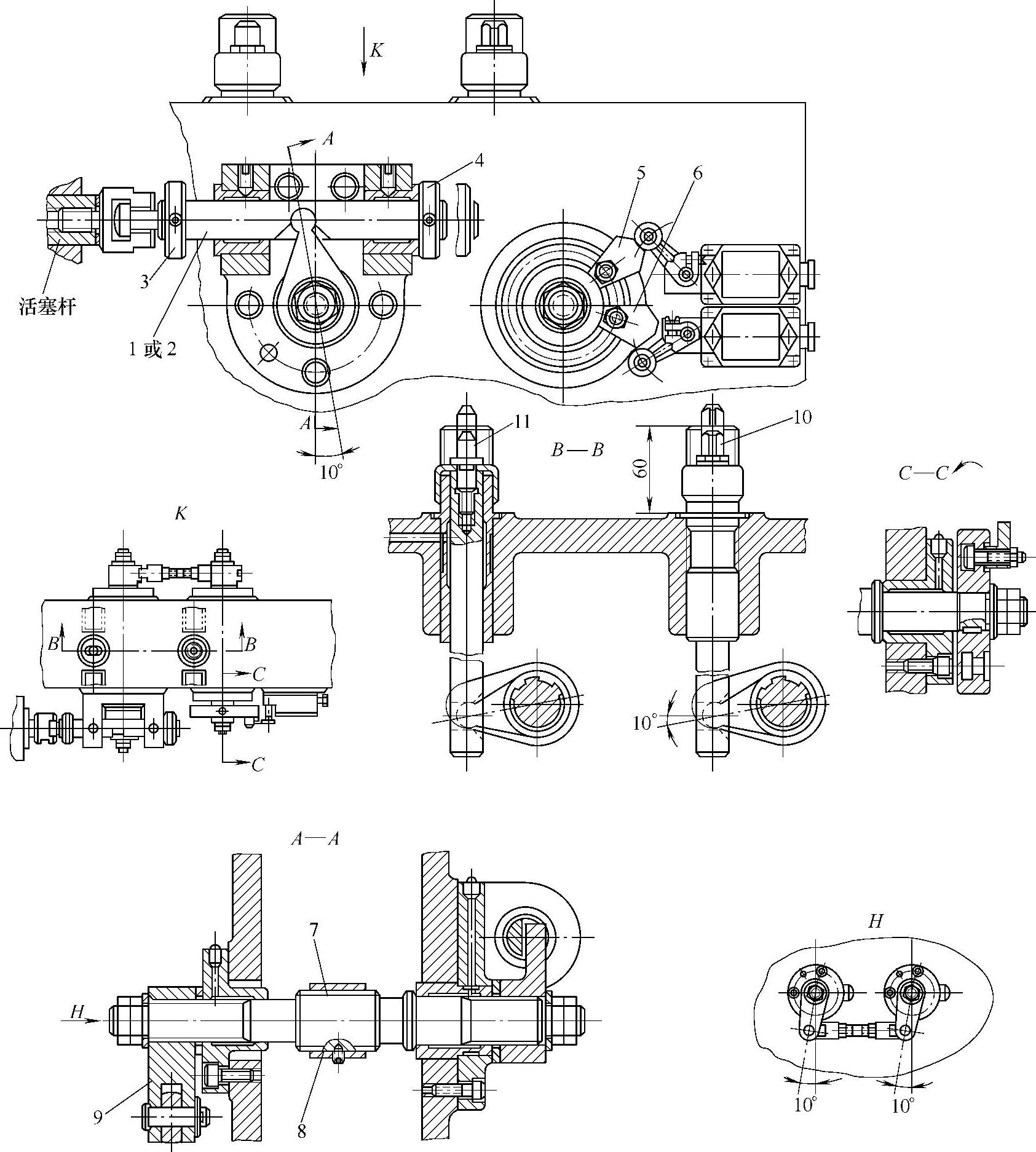
图2-26 液压驱动两伸缩定位销机构
1、2—推杆 3—左挡圈 4—右挡圈 5、6—挡铁 7—花键轴 8—杠杆 9—拉杆 10—菱形销 11—圆柱销
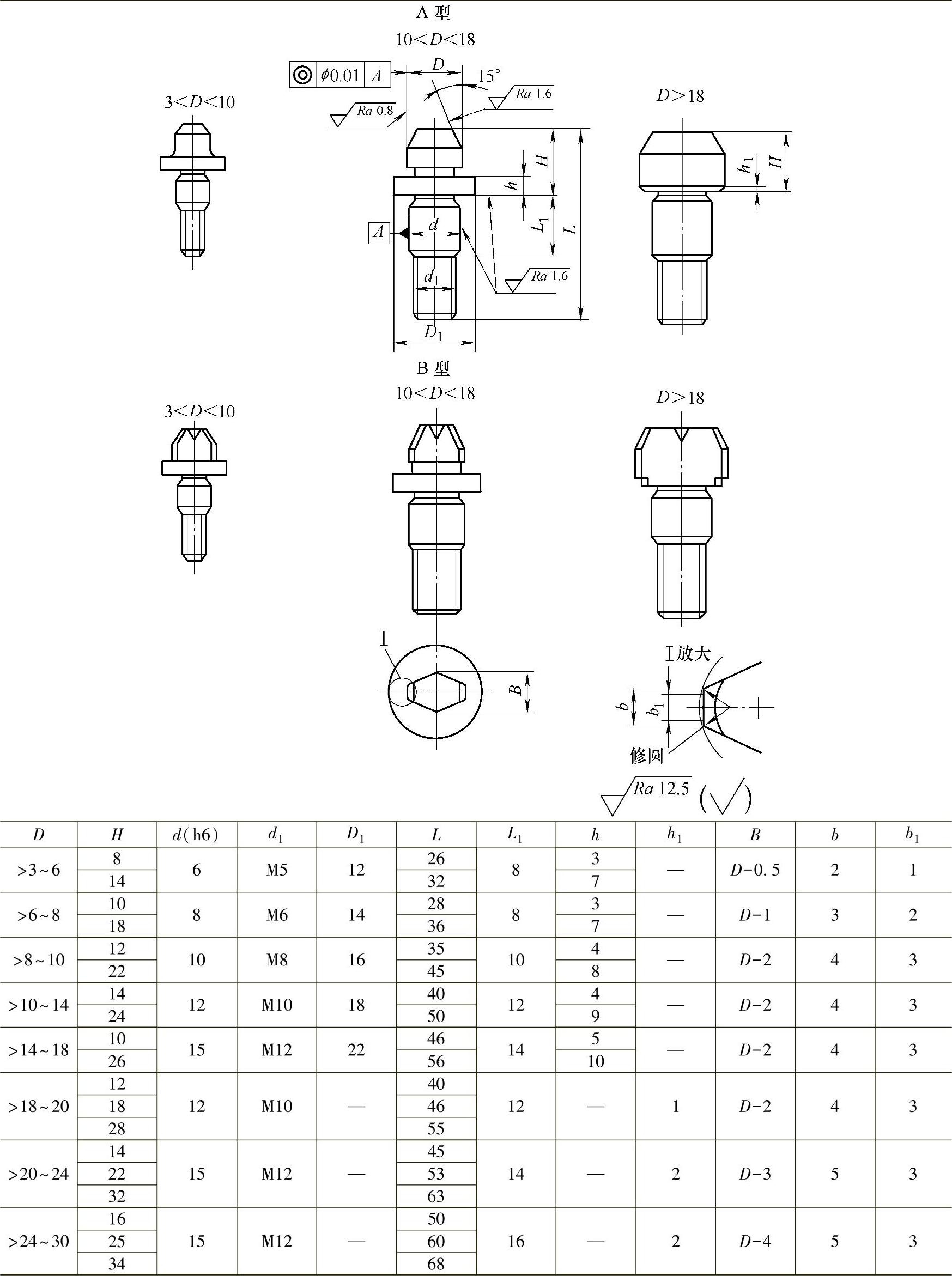
表2-15 固定式定位销常用规格尺寸 (单位:mm)

注:1.本表符合JB/T 8014.2—1999。
2.材料:D≤18mm时,为T8,热处理硬度为35~60HRC;D>18mm时,为20钢,渗碳深度为0.8~1.2mm,热处理硬度为55~60HRC。
表2-16 可换定位销常用规格尺寸 (单位:mm)
注:1.本表符合JB/T 8014.3—1999。
2.材料:D≤18mm,T8,热处理后硬度为35~60HRC;D>18mm,20钢,渗碳深度为0.8~1.2mm,热处理硬度为55~60HRC。
表2-17 定位插销常用规格尺寸 (单位:mm)

注:1.本表符合JB/T 8015—1999。
2.材料:D≤18mm,T8,热处理硬度为35~60HRC;D>18mm,20钢,热处理硬度为55~60HRC。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





