一个生产单元(工厂或车间等)为生产产品(机器、部件或零件)需要做的生产准备工作主要包括:分析产品的结构和工艺性;制订产品零件的加工工艺(过程卡和工序卡),确定所需要的工艺装备;设计和制造各种工艺装备(包括外购)。前两项工作由工艺专业人员完成,工艺装备人员配合;而第三项工作工艺装备的设计由工艺装备专业人员完成,工艺专业人员配合。有时工艺人员和工装人员在有些关键问题上要多次相互协商,才能使工艺和工装的设计不断完善,更加合理。对于较小的单位,有时工艺和工装的设计工作不分开,但在工作时,协调工艺与工艺装备相互关系也是必不可少的。
工艺装备主要包括:机床夹具、刀具和辅具,装配夹具,冲、锻、铸模具等。
几种机床各种工艺装备的数量见表1-1。
表1-1 几种机床各种工艺装备的数量[15]
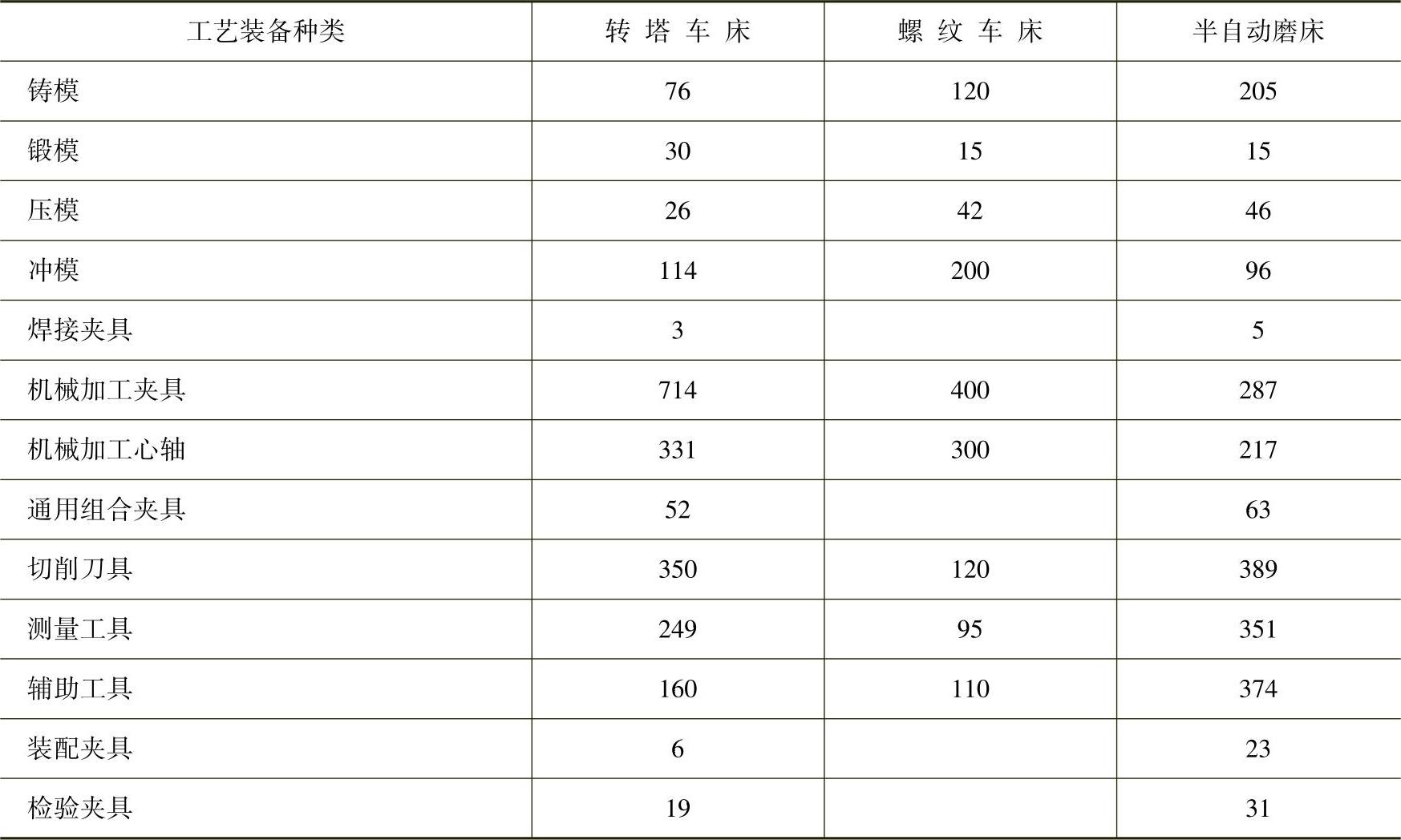
对主要采用通用机床和专用夹具的生产方式,机床夹具工作量约为生产工艺准备总工作量的60%~80%,生产准备时间主要取决于设计和制造机床夹具的时间。成批生产时机床夹具设计成本占夹具制造成本的30%,夹具费用占产品总成本的20%。
常用工艺装备系数表示工艺装备配备的程度,一般以制造产品所需工艺装备数量与产品专用零件(即需经各种加工的零件)数量的比值表示;也可用其他方式表示,例如按零件一个加工工序平均所用夹具的数量,或以单件产品夹具的制造费用等表示。
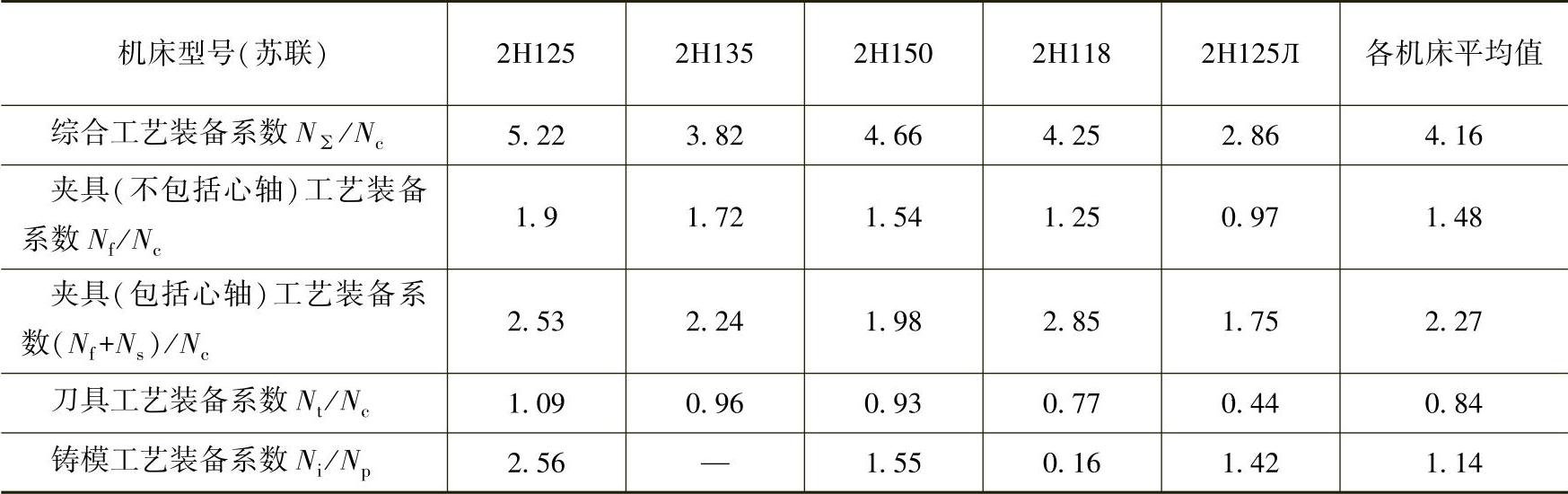
综合工艺装备系数表示各种工艺装备数量之和与产品专用零件数量的比值;单项(例如夹具、刀具等)工艺装备系数表示某单项工艺装备数量与相关产品零件数量的比值。工艺装备系数可对一个产品统计,也可对多个同类产品统计,通常把其平均值作为该类产品的工艺装备系数。表1-2列出了几种立式钻床所用部分工艺装备的原始数据,表1-3列出了按表1-2中的数据计算得到的综合工艺装备系数和部分单项工艺装备系数(在采用通用机床加工的条件下)。
表1-2 几种立式钻床部分工艺装备的原始数据
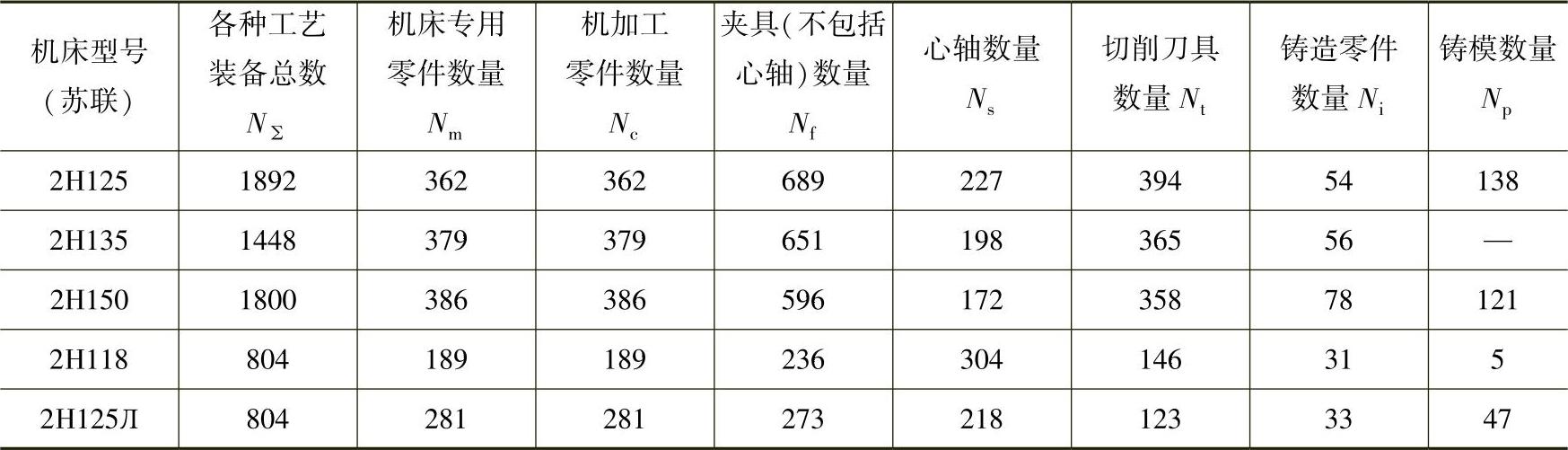
表1-3 按表1-2中的几种立式钻床计算得到的工艺装备系数
在开发新产品时,应确定所需工艺装备配备的程度,工艺装备系数用于初步估算为生产产品而进行的工艺装备设计和制造的工作量和费用,这是组织规划生产的重要组成部分。
工艺装备系数值主要与生产规模有关,当主要采用通用机床加工时的规律是:对于单件、小批生产,采用较少的专用夹具,这时工艺装备系数小;当产量不断增加到中批生产时,工艺装备系数显著增大,这时从数量上采用较多的简单夹具;当产量进一步提高到大批、大量生产时,工艺装备系数增大的程度减缓,因为这时为满足生产率和质量的要求,大多采用结构先进的高效率专用夹具(多位夹具、多轴钻削头、气液夹紧等)。
例如成批生产摇臂钻床,在八年内每年工艺装备的数量见表1-4[15]。
表1-4 成批生产摇臂钻床时,在八年内每年工艺装备的数量

由表1-4中的数据可知,在前2~3年工艺装备系数增加较快,以后增加量减慢;到第六年以后工艺装备数量趋于稳定。在前六年产品生产工时减少了80%。
工艺装备配备情况在一定程度上反映了生产单位的技术和文明生产水平,工艺装备不足会影响产量、质量并使成本增加;但对于一定生产形式和规模,如工艺装备数量过大,会造成资金的浪费和成本的增加。一般主要采用对过去情况的统计分析和根据具体情况作适当修正的方法来确定工艺装备系数。
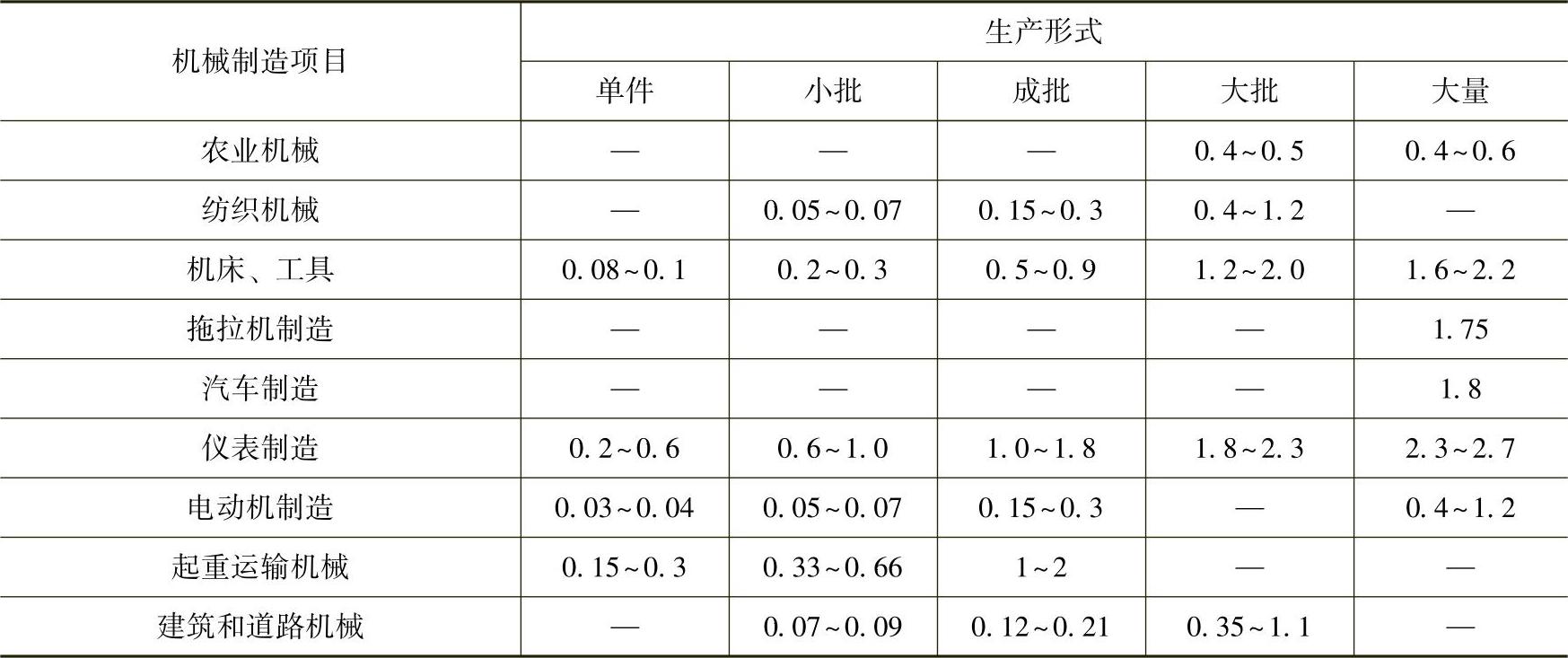
对同一生产规模,各生产单位的工艺装备系数不尽相同,甚至差别较大,这是因为工艺装备系数不仅与产品结构、制造工艺有关,而且与各单位所采用的生产工艺方式和水平的差异有关。表1-5、表1-6列出了有关工艺装备系数的一些数据(在采用通用机床的条件下)。
表1-5 综合工艺装备系数[15]
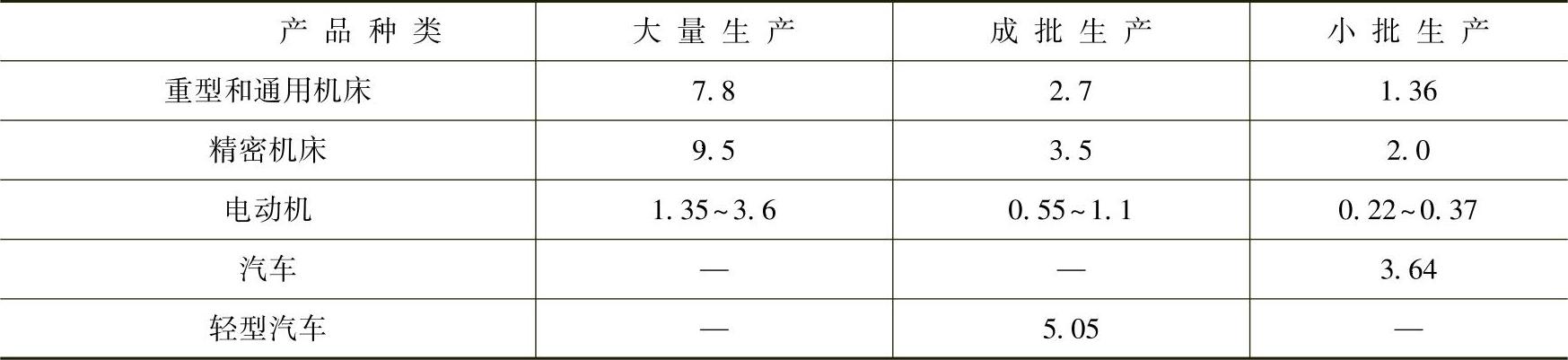
表1-6 夹具工艺装备系数[15]
在一般批量生产情况下,部分零件按每个工序专用夹具,系数为:花键轴、蜗杆、离合器半轴取0.1~0.2;轴承、法兰盖、单拐曲轴取0.2~0.3;齿轮、齿条轴取0.3~0.4;杠杆、叉类件、发动机连杆、支座取0.4~0.5;机床导轨、楔条件取0.4~0.6;箱体件、差速器壳、离合器外壳取0.55~0.75;六缸凸轮轴取0.65~0.8。
影响工艺装备系数的因素较多,为了较精确地估算某种产品的工艺装备系数,可在统计生产情况资料的基础上,对影响工艺装备系数的各种因素进行相关分析,确定各因素的影响占总影响的比例。最后找出各主要因素,确定该产品工艺装备系数随各主要因素变化的统计关系式。
例如,根据所统计的37种铣床20年的有关资料,在计算机上对回归方程组各参数进行计算,对各种计算方案进行分析后,得到计算铣床工艺装备系数(按专用夹具)的计算式[40]
αf=0.27+0.0012N1(https://www.daowen.com)
式中 N1——产品的折算产量(考虑生产同类型多种规格产品时,相互借用件和零件品种的重复性);
而 N1=(N0+K1ANA+K1BNB+…)K2
式中 N0——主产品年产量;
NA,NB——产品A、产品B的年产量;
 ,
, ——产品A、产品B与主产品零件的规格统一系数;
——产品A、产品B与主产品零件的规格统一系数;
mA,mB——产品A、产品B等借用基本产品专用零件的数量;
m0——主产品中专用零件和统一零件数量的总和;
K2——产品零件重复系数,其值等于主产品专用零件的数量与主产品零件总数的比值。
在求出αf值后,即可计算主产品所需机床夹具的数量Nf=αfN0。
为达到好的经济效果,可用下述方法估算合理的工艺装备系数[43]。
设计和制造工艺装备的费用Cf可表示为
Cf=aKb
式中 a和b——由处理统计数据得到的系数;
K——工艺装备系数(一个工序所需装备数量),使用和修理工艺装备的费用Crf见下式
Crf=qCf=qaKb
式中 q——使用和维修费用系数(占设计和制造费用的百分比)。
由分析可知,可以足够的精度将生产工人的工资Cw与工艺装备系数的关系表示为
Cw=b1-a1K
式中 a1和b1——由处理统计数据得到的系数。
采用工艺装备所需生产基金If按下式计算:
If=CfR=aKbR
式中 R——工厂生产总投资利润系数。
采用工艺装备总的费用C为上述各项费用之和
C=Cf+Crf+Cw+If=aKb+qaKb+b1-a1K+aKbR
对上式按K微分,可求出合理的工艺装备系数为

以上对采用通用机床和专用夹具生产时的工艺装备系数作了介绍,对采用数控机床和柔性加工系统的工艺装备系数问题将在第6章中介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







