(一)口诀
线管敷设绝缘线,使用铁管塑料管。
铁管不宜暗敷设,塑料线管全能干。
导线最细铜为一,铝线最小两个半。
管内不许有接头,不超四成管截面。
弯曲半径要足够,过小穿线就困难。
线管材料和壁厚,穿线多少都有关。
大于管径的六倍,四倍允许一个弯。
最大弯角九十度,弯度过大穿线难。
铁管连接用螺扣,也可使用电气焊。
塑料线管要连接,较常使用外套管。
弯曲铁管用工具,灌满热沙更方便。
弯曲塑料线管时,加热温度要有限。
(二)说明
当导线使用暗敷设布线工艺或采用明敷设但需要对线路进行保护时,比较常用的是将导线穿入到金属或塑料电线管中(金属电线管一般用于明敷设,并要求使用防腐蚀的镀锌管)。本口诀介绍有关规定和操作方法。
1.对导线的要求
用线管布线时,所用导线不可过细。“导线最细铜为一,铝线最小两个半”说明的就是具体规定,其中“一”和“两个半”分别表示1mm2和2.5mm2。
在一段连续的线管内,“管内不许有接头”。不同用途(如相线、零线、接地保护线)和不同相序的导线,应使用按规定要求的外层颜色(若不能做到此要求,则应通过标注其他可以辨认的标志加以区分)。
线管内的导线截面积(含绝缘层)总和应不超过线管内孔截面积的40%(本口诀“不超四成管截面”)。
对于三相四线制输电线路,当使用金属电线管时,应将三条相线和一条零线都穿入到一根线管中。不论缺少那一条线,都会在金属电线管中产生感应涡流,造成一定的功率损耗。
2.线管规格
以现在比较常用的聚氯乙烯硬质电线管和硬质难燃PVC电线管为例,其规格见表8-7。
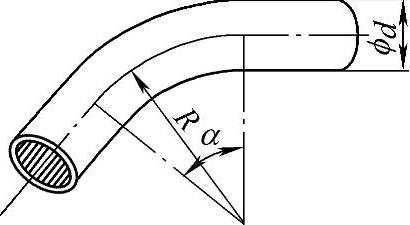
图8-13 线管弯曲数据
3.弯曲的最小曲率半径
线管需要弯曲时,其弯曲的曲率半径应尽可能大,以便穿线时比较顺畅。其最小曲率半径R应根据线路的长短、穿入导线的根数多少和截面积总和与电线管内孔截面积的比值大小来决定,一般应控制在不小于管外径d的6倍,一段线管只有一个弯时,可为4倍(本口诀“大于管径的六倍,四倍允许一个弯”),弯曲的角度α应不大于90°(本口诀“最大弯角九十度,弯度过大穿线难”),如图8-13所示。
4.专用弯管工具和使用方法
在电工作业中,弯曲金属电线管要使用专用的弯管器,有必要时要用喷灯或气焊火焰对要弯曲的部位加热。
图8-14给出了几种不同结构的专用弯管器。其中有简单的手动式,有的可只用两手操作(用于弯曲较细的管子,见图8-14a、b),有的则需要将其固定在一个牢固的基础上(见图8-14c);也有较复杂的液压式,并且配备多个不同曲率和适应不同直径管子的模具。应根据具体情况进行选择。
在将金属管揻弯之前,为了避免加工后打弯部位变扁,影响管子的孔径和外观,当管内径大于10mm时,应在管内灌满干燥的沙子,然后用木塞将两端口堵住,如图8-15所示。
使用弯管器时,应控制节奏,一边施力,一边观察管子的变形情况,若发现开裂或出现硬折弯,则停止加工。切忌过快,否则有可能破坏加工质量,甚至损坏器械。
表8-7 常用塑料电线管规格数据(www.daowen.com)
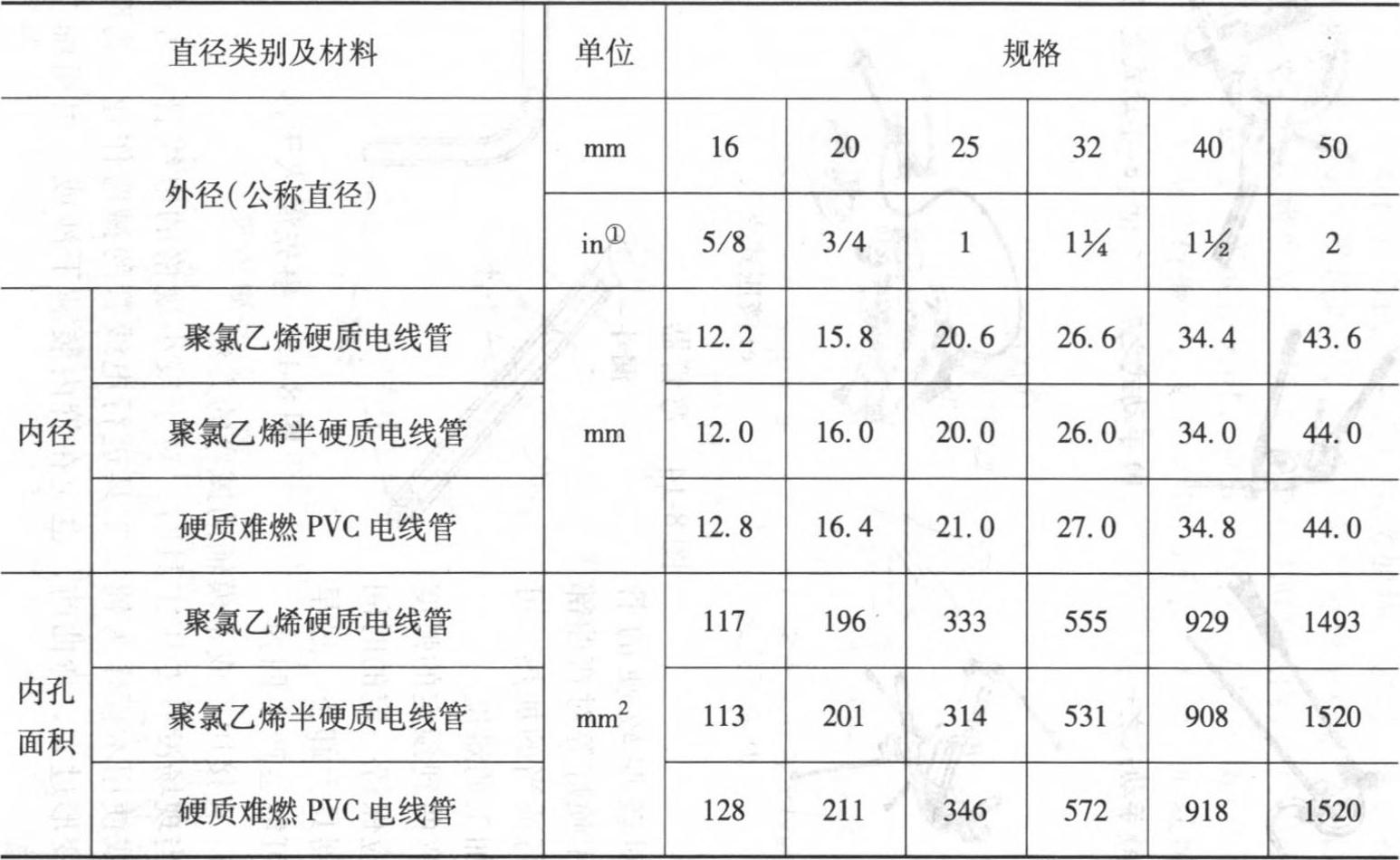
① in,英寸,lin=25.4mm。
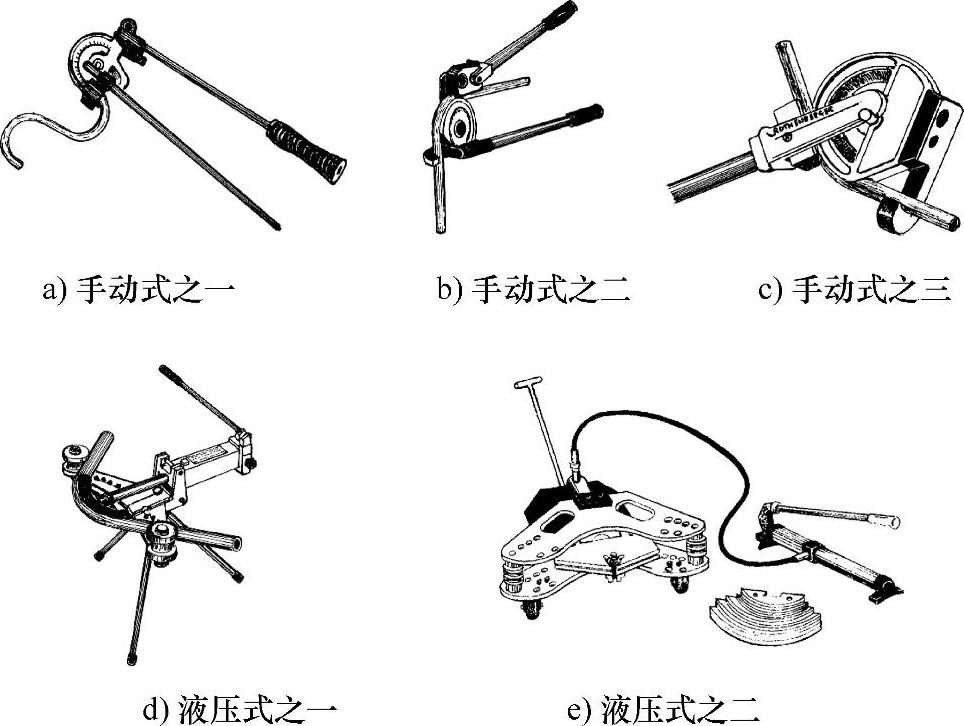
图8-14 弯管器
对较厚较硬的管子,用喷灯等对弯曲部位进行适当的加热,可减小加工的难度。
弯曲到预定的弧度后,应保持一定的时间再从器具上卸下。过早卸下可能会产生回弹。
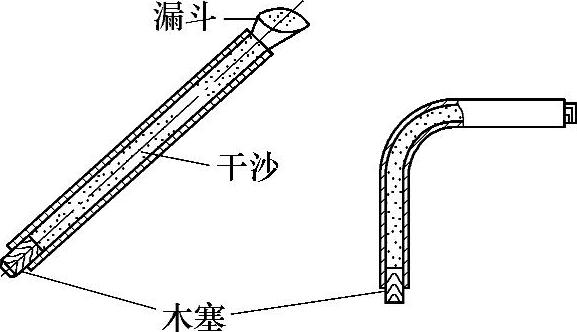
图8-15 事先灌入干沙
5.直接用手或木模辅助揻弯的方法
当现场没有专用工具时,对于较小规格的电线管,可直接用手或使用木模作为辅助工具进行电线管的揻弯作业。为防止线管变形过大,弯曲前,也应在管内装满干沙或一根粗细合适的弹簧。
用电炉对塑料管弯曲部位进行烘烤加热,边烤边来回移动和旋转电线管,使之受热均匀,注意不要过分靠近电炉丝,以防电线管温度过高被烤变形(温度应控制在130℃以内)。待电线管变软后,开始揻弯。弯度较大时,应分次进行,如图8-16a所示。
可借助木模进行揻弯,如图8-16b所示。木模的形状按要求的曲率半径进行加工,放置电线管的位置应加工出圆滑的凹面沟槽。
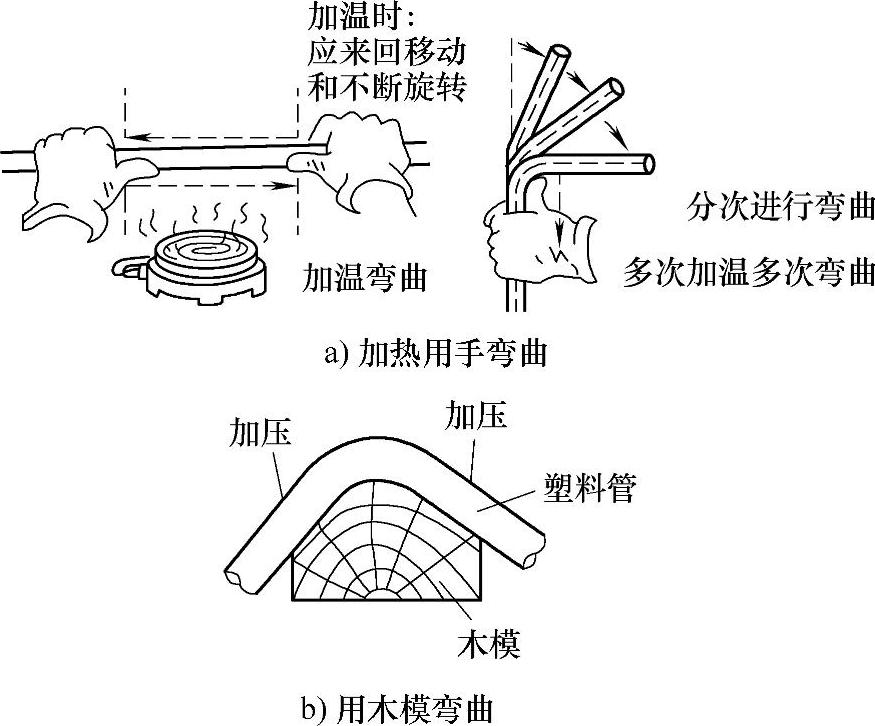
图8-16 用手或木模辅助弯曲塑料电线管
6.单芯导线穿管规格及条数
将2~8根单芯绝缘导线穿管布线时,在导线根数、规格(截面积)确定后,应选择的线管规格(公称直径)见表8-8。从表中可以看出,同样根数和截面积的导线所选用的线管规格,塑料管平均要比钢管大,其原因是钢管的散热要好于塑料管。
表8-8 单芯绝缘导线穿管规格选择表

7.塑料线管的插入式连接
塑料线管需要连接时,先将要连接的两端用刀子或锉刀进行倒角,然后将其中倒出内角的一端用开水烫或用电炉烘烤一定时间后,用倒出外角的一端用力插入到加热过的一端中,如图8-17a所示;对较厚的电线管,需用一个木模对加热变软的塑料管进行扩张,然后插入,如图8-17b所示;还可以采用外加套管的方法,外加的套管内径要等于或略小于要连接的线管外径,可在接触面涂一层专用胶,以加强连接的牢固性,对接的两个线管之间不要留间隙,如图8-17c所示。
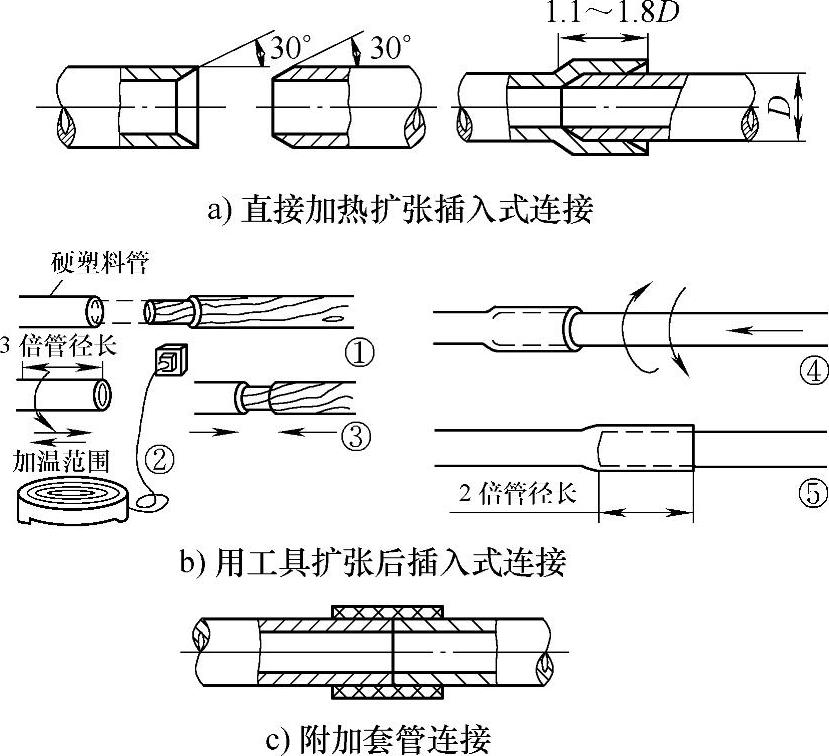
图8-17 塑料线管的连接
8.喷灯的使用方法
按使用的燃料来分,有汽油喷灯、煤油喷灯和液化气喷灯三种,如图8-18所示。
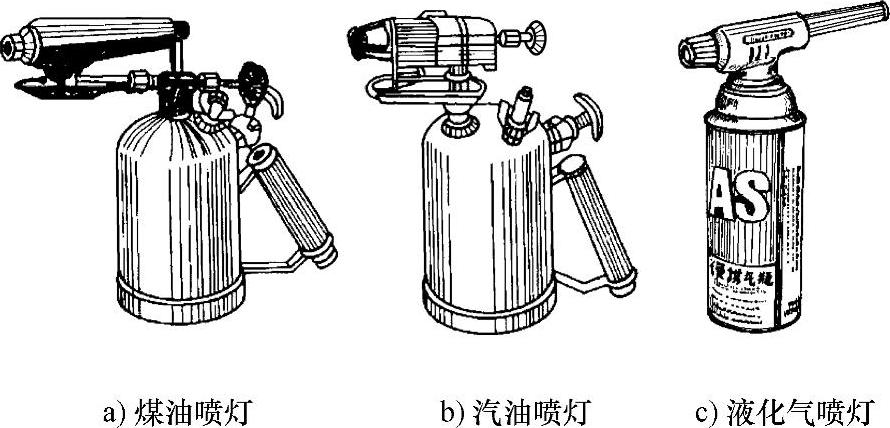
图8-18 喷灯
汽油和煤油喷灯的工作压力在0.25~0.35MPa之间,火焰温度在900℃以上。
对燃油喷灯,使用时,加入的燃油以不超过筒容积的3/4为宜(不可使用煤油和汽油混合的燃油!),即保留一部分空间储存压缩空气,以维持必要的空气压力。点火前应事先在其预热燃烧盘(杯)中倒入少许汽油,用火柴点燃,预热火焰喷头。待火焰喷头烧热,预热燃烧盘(杯)中的汽油烧完之前,打气3~5次,将放油阀旋松,使阀杆开启,喷出雾状燃油,喷灯即点燃喷火。之后继续打气,至火焰由黄变蓝即可使用。应注意气压不可过高,打完气后,应将打气手柄卡牢在泵盖上。
使用环境中应无易燃易爆物品(含固体、气体和粉尘),要防止燃料外漏引起火灾。
应注意控制火焰的大小,按要求控制加热部位和温度,火焰的前端温度最高。使用过程中,还应注意检查筒中的燃油存量,应不少于筒容积的1/4。过少将有可能使喷灯过热而出现意外事故。
如需熄灭喷灯,则应先关闭放油调节阀,待火焰完全熄灭后,再慢慢地松加油口螺拴,放出筒体中的压缩空气。旋松调节开关,完全冷却后再旋紧孔盖。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






