(一)口诀
导线连接用锡焊,连接牢固又美观。
焊件事前要除锈,中性焊剂涂上面。
某些元件怕过热,施加过渡把热散。
焊时节奏要控制,不能急也不能慢。
铁件若用酸焊剂,焊后清洗要完全。
(二)说明
1.电烙铁的类型和规格
电烙铁是锡焊法焊接金属的主要工具,用于加热熔化焊锡。从电烙铁头的加热元件(电热丝管)所处位置来分,有外热式和内热式两大类,如图3-21a、b所示。外热式的加热元件包裹在烙铁头的外面,可做成较大功率;内热式的加热元件被烙铁头所包裹,和外热式相比,加热速度快,电能利用率较高,在焊接较小元器件时应优先选用。另外,还有大功率和可变功率(含双功率和多功率两类)等,如图3-21c~f所示。
2.用电烙铁焊接的方法和注意事项
(1)对第一次使用或使用一段时间后,烙铁头不容易上锡(俗称“叼锡”)时,可用锉刀将烙铁头“工作面”锉平,去掉氧化层或黏结的杂质,露出紫铜面。然后将烙铁通电加热并将烙铁头部放入焊剂(油或膏)中,待加热到能熔焊锡时,用烙铁头部在熔化的锡中来回蹭,或用焊锡丝在烙铁头部来回蹭几下,焊锡就会附着在烙铁头上了,如图3-22所示。
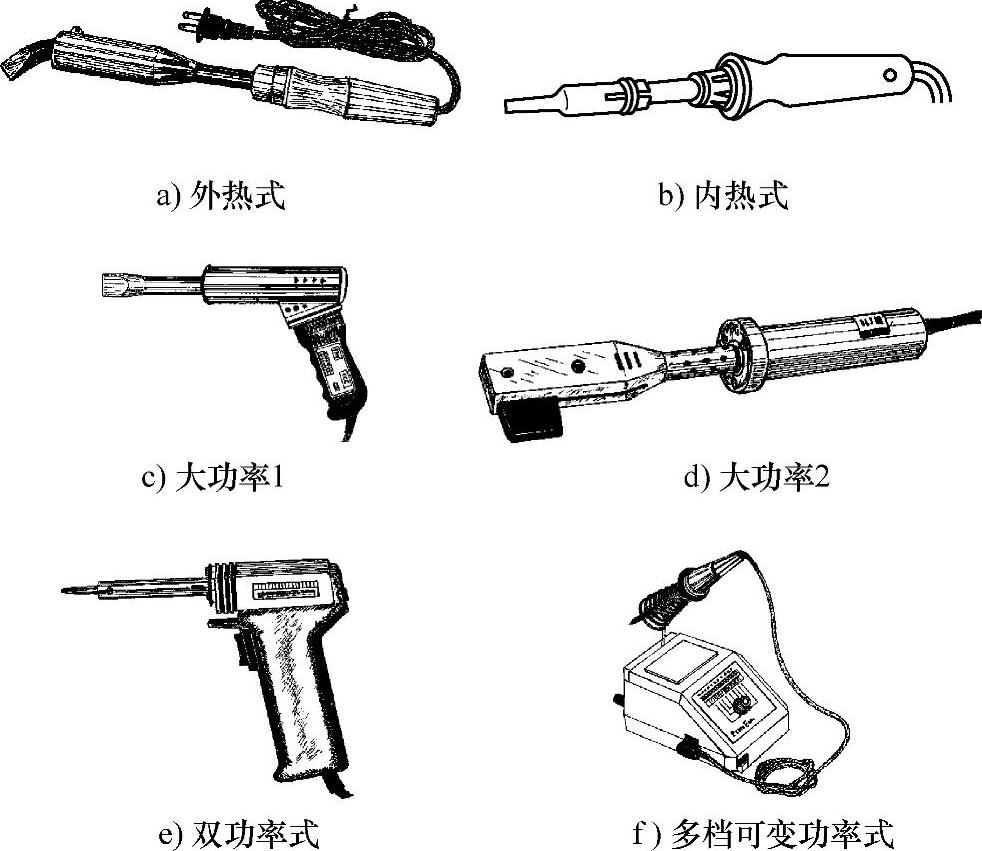
图3-21 电烙铁

图3-22 电烙铁上锡过程
(2)焊接前,应先将要焊接的金属外层氧化物或绝缘漆等清除掉,可用刀片刮或砂纸打,然后在要焊接的部位涂一些焊剂,如图3-23所示。
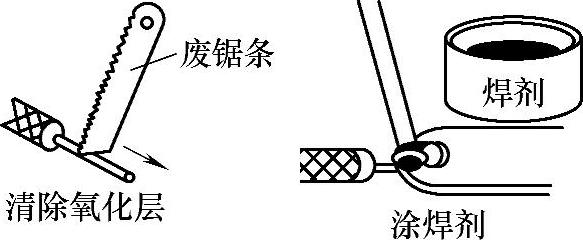
图3-23 焊接前的准备工作
(3)选用焊剂应注意的是,对于铜线、复杂的电气线路,特别是各种小型电路板,要选用无腐蚀性的品种,较常用的是松香焊膏(可直接使用块状的松香);铁板等黑色金属材料,使用松香焊膏效果不理想时,一般用氯化锌溶液,可购买成品,也可自制。自制是将金属锌(可在专业商店购买,少量使用时,可利用废干电池与负极相连的外层锌皮)投入到玻璃容器内的盐酸中,经反应后即可得到。这里应注意的是,盐酸有较强的腐蚀作用,因此操作中应防止盐酸溅到手或衣服上。(www.daowen.com)
(4)将待焊接部位进行适当的固定。烙铁叼起锡后,轻轻压在待焊接部位,让焊锡慢慢流入到焊接部位的缝隙中。也可将焊锡丝抵在烙铁头与待焊接部位的接触位置,使其熔化流入到焊接部位,如图3-24a所示。
对较长的焊接,应使烙铁头的端面线与被焊接平面呈一定的角度(如15°),慢慢拉动烙铁,使焊锡跟着走动,均匀地焊好整条焊缝,如图3-24b所示。
对不耐热的元器件,如某些塑料壳元器件和印制电路板等,应注意避免一次接触时间过长和用焊锡过多。焊接操作过程要果断、迅速。
(5)按需要焊接的元器件大小选择电烙铁的功率,特别是焊接微型元器件,如半导体、电容器、集成电路等元器件时,更应注意选用较小功率并且烙铁头较细的内热式电烙铁,否则有可能因过热而烫坏被焊接的元器件,此时可用尖嘴钳、镊子等器具夹在焊接部位上方进行散热,分流传到被焊接元器件上的热量,即本口诀“某些元件怕过热,施加过渡把热散”,如图3-24c所示。
(6)待焊锡在焊接处均匀地熔化并覆盖好预定焊接面时,则应将烙铁提起。为了防止提起后焊点出“小尾巴”或与附近焊点粘连,焊接时用锡量要控制,尽可能少用,提起烙铁的速度应较快。
(7)为减少烙铁的过热损坏,延长其使用寿命,并节省用电量,建议使用调温器(功率调节器或电压调节器),如图3-21e、f所示的两种。
(8)焊接后,应用酒精等熔剂清除焊点及其周围残留的焊剂,一为清洁,二为避免对金属元件造成腐蚀。
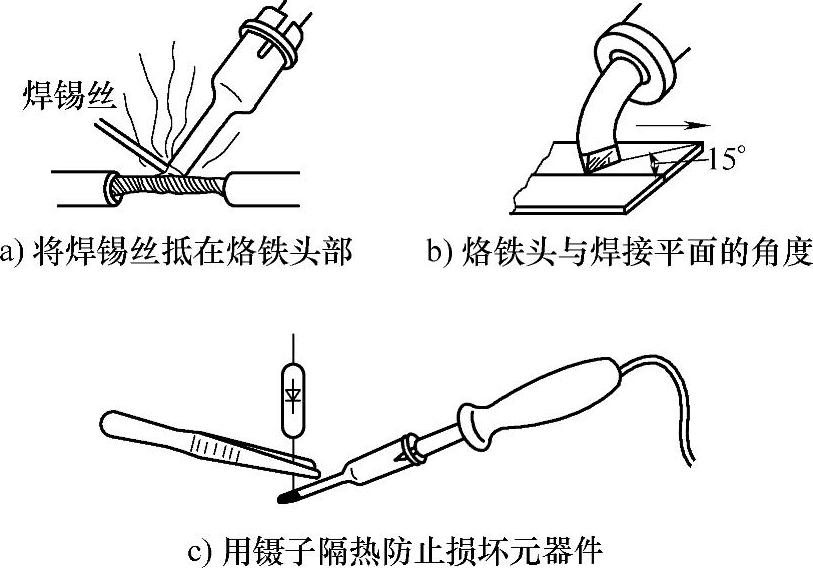
图3-24 焊接操作
(9)可使用图3-25所示的专用或两用吸锡器,吸走多余的焊锡或拆除某些元器件时富余的焊锡(这种情况在焊接印制电路板时经常遇到)。
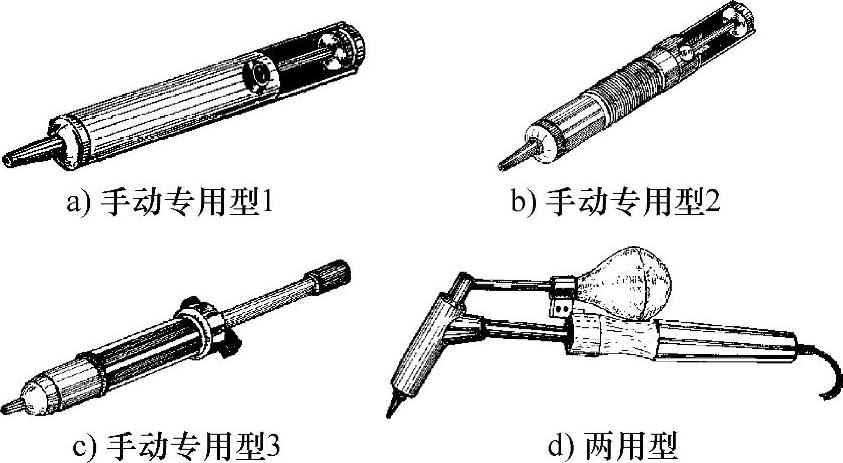
图3-25 吸锡器
3.安全注意事项
要注意安全,防止使用中触电。为此,应做到如下几点:
(1)使用前,应仔细检查电烙铁的电源线是否有破损,甚至露铜(导线绝缘完全损坏,露出里面的铜线)现象。特别是塑料绝缘线,往往会在使用当中不注意将其塑料层烫伤。
(2)如有条件,应使用绝缘电阻表(或万用表的高阻挡)。定期检查其通电元件(电热丝)与金属外壳和烙铁头之间的绝缘电阻,应大于5MΩ。
(3)通电后,可用验电笔检查其金属外壳和烙铁头是否带电,若显示带电,应断电后检查出原因,并彻底处理后再使用。
(4)为防止意外触电,应通过剩余电流断路器(俗称漏电开关、漏电断路器)接通电源。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





