该功能为非固定循环方式加工螺纹,可对螺纹加工中的各种工艺条件、加工方式进行更为灵活的控制。
1.操作步骤
1)在“数控车”子菜单区中选取“螺纹固定循环”功能项。依次拾取螺纹起点、终点。
2)拾取完毕,弹出螺纹参数表,如图5-106所示。前面拾取的点的坐标也将显示在参数表中。用户可在该参数表对话框中确定各加工参数。
3)参数填写完毕,选择“确定”按钮,即生成螺纹车削刀具轨迹。
4)在“数控车”菜单区中选取“生成代码”功能项,拾取刚生成的刀具轨迹即可生成螺纹加工指令。
2.参数说明
(1)螺纹参数 螺纹参数主要包含了与螺纹性质相关的参数,如螺纹牙高、节距、线数等。螺纹起点和终点坐标来自前一步的拾取结果,用户也可以进行修改。各螺纹参数含义说明如下。
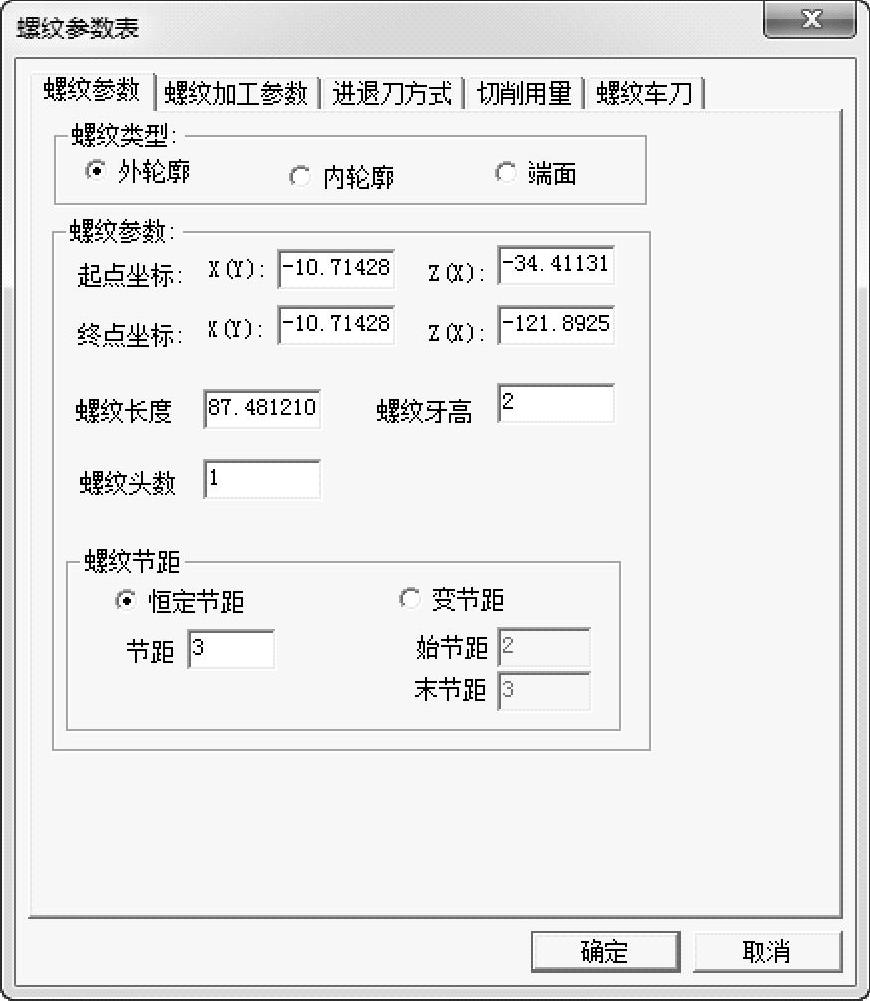
图5-106 螺纹参数表
1)起点坐标。车螺纹的起始点坐标,单位为mm。
2)终点坐标。车螺纹的终止点坐标,单位为mm。
3)螺纹长度。螺纹起始点到终止点的距离。
4)螺纹牙高。螺纹牙的高度。
5)螺纹线数。螺纹起始点到终止点之间的牙数。
6)螺纹节距。
①恒定节距。两个相邻螺纹轮廓上对应点之间的距离为恒定值。
②节距。恒定节距值。
③变节距。两个相邻螺纹轮廓上对应点之间的距离为变化值。
④始节距。起始端螺纹的节距。
⑤末节距。终止端螺纹的节距。
(2)螺纹加工参数 螺纹加工参数表则用于对螺纹加工中的工艺条件和加工方式进行设置,如图5-107所示。各螺纹加工参数含义说明如下。
1)加工工艺。
①粗加工。指直接采用粗切方式加工螺纹。
②粗加工+精加工方式。指根据指定的粗加工深度进行粗切后,再采用精切方式(如采用更小的行距)切除剩余余量(精加工深度)。
③末行走刀次数。为提高加工质量,最后一个切削行有时需要重复走刀多次,此时需要指定重复走刀次数。
2)螺纹总深。螺纹粗加工和精加工总的切深量。
①粗加工深度。螺纹粗加工的切深量。
②精加工深度。螺纹精加工的切深量。(https://www.daowen.com)
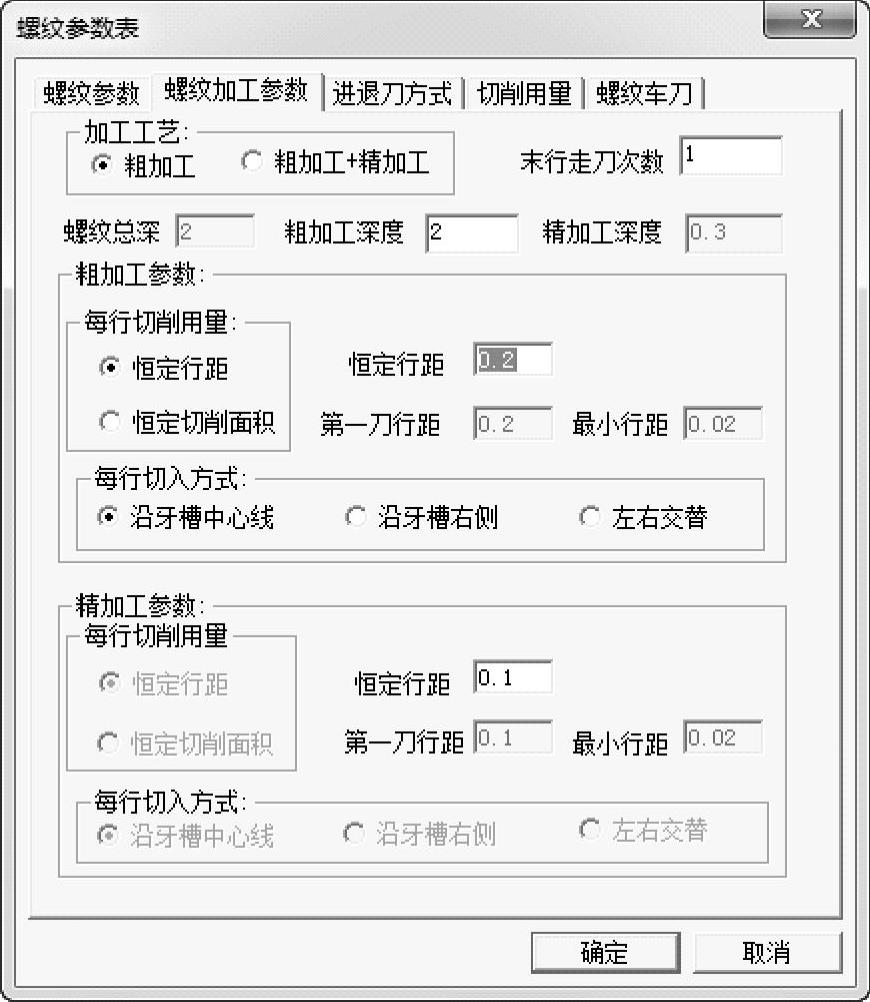
图5-107 螺纹加工参数表
3)每行切削用量。
①恒定行距。加工时沿恒定的行距进行加工。
②恒定切削面积。为保证每次切削的切削面积恒定,各次背吃刀量将逐步减小,直至等于最小行距。用户需指定第一刀行距及最小行距。吃刀量规定如下:第n刀的吃刀量为第一刀的吃刀量n倍。
③变节距。两个相邻螺纹轮廓上对应点之间的距离为变化的值。
④始节距。起始端螺纹的节距。
⑤末节距。终止端螺纹的节距。
4)每行切入方式。指刀具在螺纹始端切入时的切入方式。刀具在螺纹末端的退出方式与切入方式相同。
①沿牙槽中心线。切入时沿牙槽中心线。
②沿牙槽右侧。切入时沿牙槽右侧。
③左右交替。切入时沿牙槽左右交替。
(3)进退刀方式 单击“进退刀方式”标签即进入进退刀方式参数表,如图5-108所示。该参数表用于对加工中的进退刀方式进行设定。
1)进刀方式。
①垂直。指刀具直接进刀到每一切削行的起始点。
②矢量。指在每一切削行前加入一段与系统X轴(机床Z轴)正方向成一定夹角的进刀段,刀具进刀到该进刀段的起点,再沿该进刀段进刀至切削行。
③长度。定义矢量(进刀段)的长度。
④角度。定义矢量(进刀段)与系统X轴正方向的夹角。
2)退刀方式。
①垂直。指刀具直接退刀到每一切削行的起始点。
②矢量。指在每一切削行后加入一段与系统X轴(机床Z轴)正方向成一定夹角的退刀段,刀具先沿该退刀段退刀,再从该退刀段的末点开始垂直退刀。
③长度。定义矢量(退刀段)的长度。
④角度。定义矢量(退刀段)与系统X轴正方向的夹角。
3)快速退刀距离。以给定的退刀速度回退的距离(相对值),在此距离上以机床允许的最大进给速度G00退刀。
(4)切削用量 切削用量参数表的说明请参考轮廓粗车中的说明。
(5)螺纹车刀 螺纹车刀参数设置具体请参考“刀具管理”中的说明。
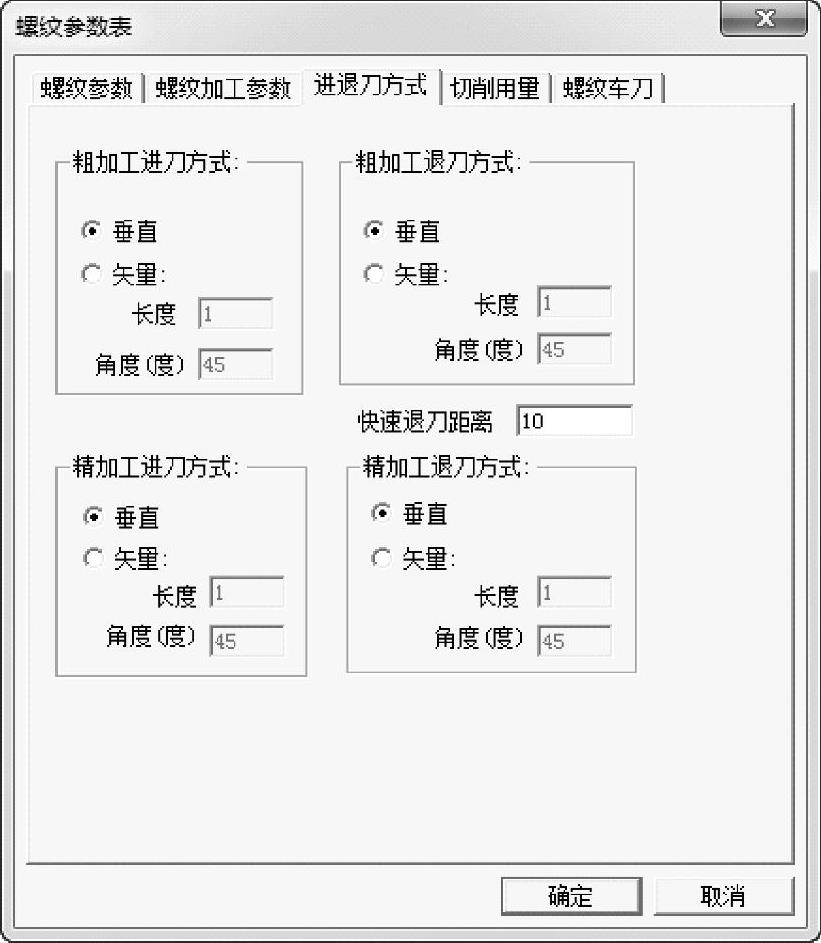
图5-108 进退刀方式参数表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





