【摘要】:该功能提供了多种钻孔方式,包括高速啄式深孔钻、左攻螺纹、精镗孔、钻孔、镗孔、反镗孔等。用户可在“钻孔参数表”对话框中确定各参数。图5-105钻孔参数表2)钻孔深度。深孔钻时每次进给量或镗孔时每次侧进量。钻孔时的进给速度。
该功能用于在工件的旋转中心钻中心孔。该功能提供了多种钻孔方式,包括高速啄式深孔钻、左攻螺纹、精镗孔、钻孔、镗孔、反镗孔等。
因为车加工中的钻孔位置只能是工件的旋转中心,所以,最终所有的加工轨迹都在工件的旋转轴上,也就是系统的X轴(机床的Z轴)上。
1.操作步骤
图5-104 生成的切槽加工轨迹
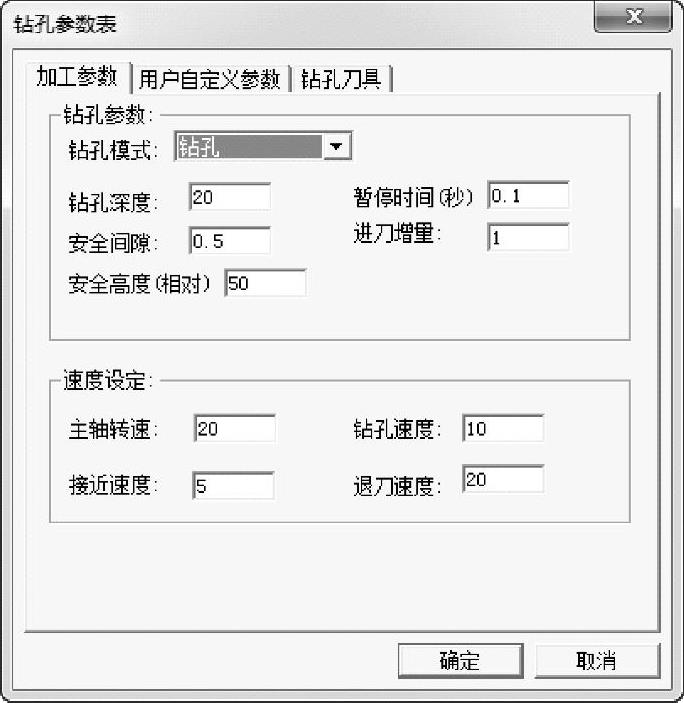
1)在“数控车”子菜单区中选取“钻中心孔”功能项,弹出钻孔参数表,如图5-105所示。用户可在“钻孔参数表”对话框中确定各参数。
2)确定各加工参数后,拾取钻孔的起始点,因为轨迹只能在系统的X轴上(机床的Z轴),所以把输入的点向系统的X轴投射,得到的投影点作为钻孔的起始点,然后生成钻孔加工轨迹。拾取完钻孔点之后即生成加工轨迹。
2.参数说明
(1)加工参数 加工参数主要对加工中的各种工艺条件和加工方式进行限定。各加工参数含义说明如下。
1)钻孔模式。钻孔的方式。钻孔模式不同,后置处理中用到机床的固定循环指令就不同。
 (www.daowen.com)
(www.daowen.com)
图5-105 钻孔参数表
2)钻孔深度。要钻孔的深度。
3)暂停时间。攻螺纹时刀在工件底部的停留时间。
4)进给增量。深孔钻时每次进给量或镗孔时每次侧进量。
5)安全间隙。当钻下一个孔时,刀具从前一个孔顶端的抬起量。
6)主轴转速。机床主轴旋转的速度。计量单位是机床缺省的单位。
7)钻孔速度。钻孔时的进给速度。
8)接近速度。刀具接近工件时的进给速度。
9)退刀速度。刀具离开工件的速度。
(2)钻孔车刀 钻孔车刀参数设置具体参考“刀具管理”中的说明。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关数控车工:中级的文章





