GM1型圆头锁眼机主要技术规格(性能)见表13-3。
表13-3 GM1型圆头锁眼机主要技术规格(性能)

GM1-1型圆头锁眼机缝制一个钮孔的工作顺序为:
起动电动机→扳下压脚扳手→按下开车按钮→切开钮孔→滑板高速后退3~5mm再高速向前→绷开缝料→高速转换成走针(缝纫开始)→走针转换成高速(滑板后退),缝纫结束→抬起压脚→机器空转。
空转,即除高速轮、带轮空转外,其余部件静止不动;高速,即滑板在高速轮的带动下连续运动;走针,即滑板在高速轮带动下作间歇运动。
从上述可知,这种圆头锁眼机的传动可分为四大过程:
(1)空转——高速过程 如图13-3所示,按下开车按钮1,释放开车杠杆2。由于抬压脚拉簧拉力F1大于开车杠杆复位弹簧的弹力F2,则开车摆杆3在F1的作用下带动拨块4、拨块座5、高速轮6及其凸块7一起左移。当凸块7与手动曲柄凸块8相碰后,高速轮6将动力传给手动曲柄9以及蜗杆轴10,蜗杆11再将动力传给蜗轮12,在其曲槽作用下滑板13高速运动。
(2)高速——走针过程 如图13-4所示,当滑板高速向右后退时,带动撞块14向右后退,直至推动滚轮15上的销子被拉钩16扣住为止。接着,滑板13又带动钮孔长度调整块17向前(左)移动,顶起滚轮15,使滚轮经连杆18铰接的开停架19同时顺时针方向摆动。与此同时,产生下列三个动作:
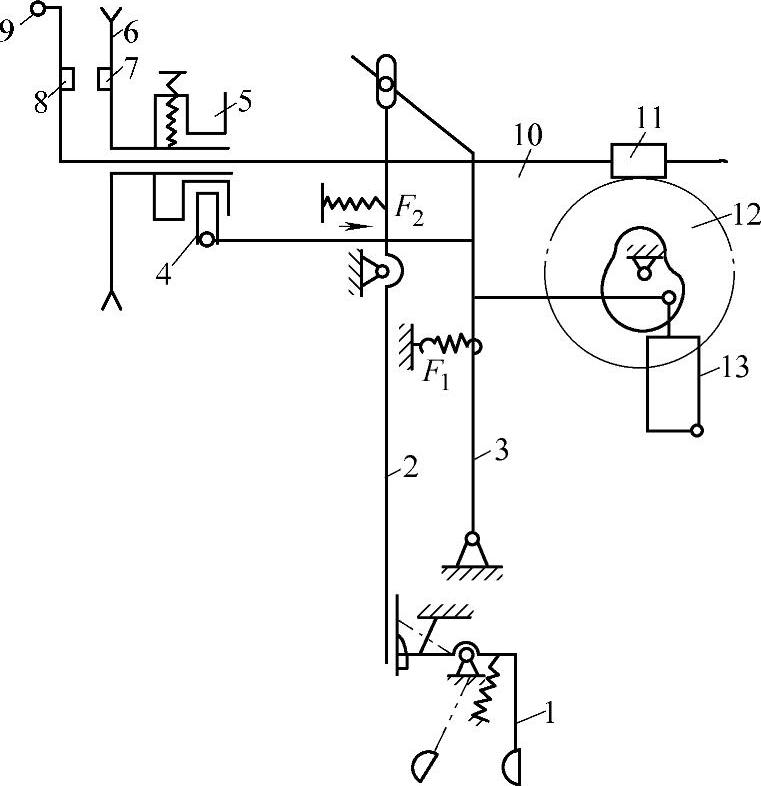
图13-3 空转-高速过程(www.daowen.com)
1—按钮 2—杠杆 3—摆杆 4—拨块 5—拨块座 6—高速轮 7、8—凸块 9—曲柄 10—蜗杆轴 11—蜗杆 12—蜗轮 13—滑板
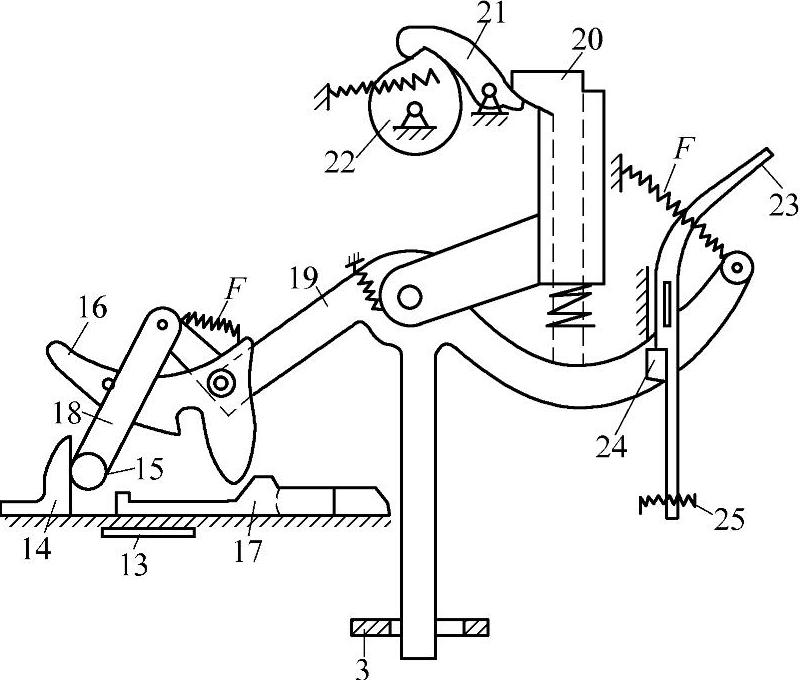
图13-4 高速-走针过程
3—摆杆 13—滑板 14—撞块 15—滚轮 16—拉钩 17—调整块 18—连杆 19—开停架 20—制动杆 21—离合器爪 22—凸轮 23—停针杆 24—螺钉 25—调整螺钉
1)与开停架19相对固定的制动杆20作顺时针摆动而释放离合器爪21,使其扣住装在带轮上的传动凸轮22。凸轮22旋转,使其轴上的斜齿轮经挑针齿轮、挑针偏心轮、挑针杠杆等带动针杆上、下运动而走针。
2)为使走针保持下去,必须在开停架19摆至极限时,用停针杆23的缺口顶住方头螺钉24,从而保证必要的走针时间。
3)走针时绝对不允许滑板13有高速运动,所以当开停架19摆动时,其下面的一个脚就拨动开车摆杆3向顺时针方向(向右)摆动。这样,如图13-3,拨块4使拨块座5、高速轮6及其凸块7也向右移,凸块7与手动曲柄凸块8分离,滑板13高速运动即停止。
(3)走针——高速过程 滑块13在确保走针速度向前运动的过程中(图13-4),左右长度调整块17的前端推动拉钩16的尾端,以释放拉钩连杆18。待圆头部分走完,滑板13向后运动直至调整块17的后端推开停针调整螺钉25。这时开停架19在拉簧F的作用下,作逆时针摆动,走针转换成高速运动。
(4)高速——空转过程(见图13-3) 滑板13带动开车杠杆2高速后退时(开车按钮1在顶簧力F2作用下复位,杠杆2的前端只能向右摆动),装在杠杆2前端的开车换向销克服抬压脚拉簧力F1而推动开车摆杆3向右移动,从而使高速轮凸块7与手动曲柄凸块8分开,机器由高速运转变换成空转。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





