1.根据锁眼的宽度,调节左右线迹的位置
(1)针的摆线 以右侧为基准,向左侧摆针进行缝制(见图12-103)。
(2)左基线及右基线的调节(见图12-104)
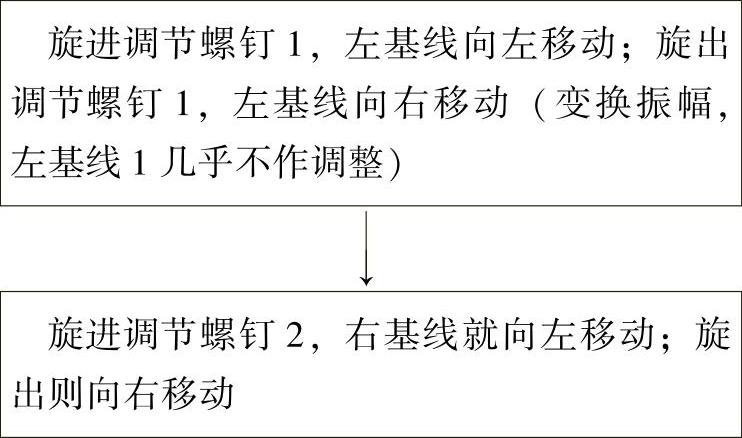
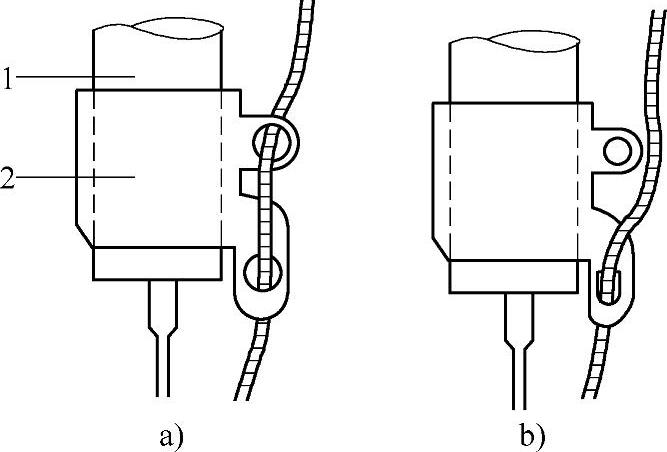
图12-102 针杆过线勾
a)使用化纤线的场合 b)使用棉线的场合
1—针杆 2—针杆过线勾
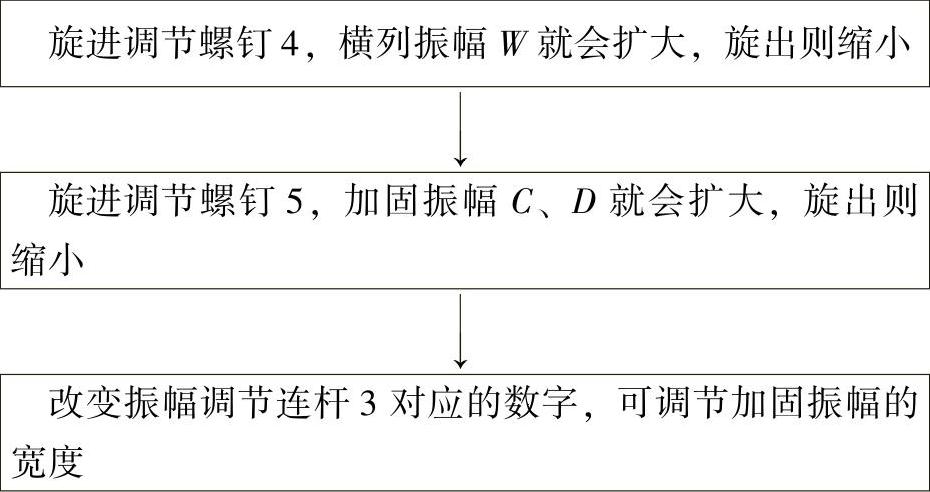
(3)横列振幅及加固振幅的调节
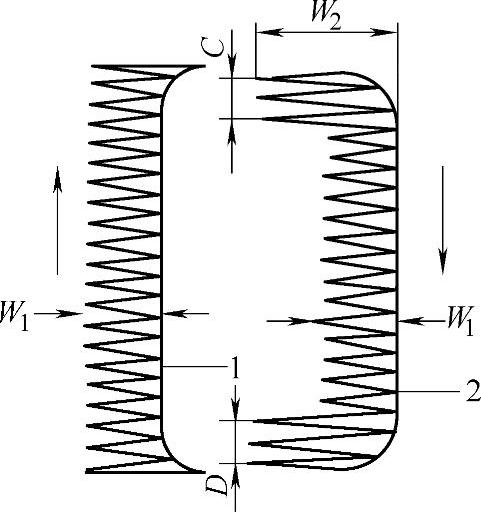
图12-103 左右线迹的位置
1—左基线 2—右基线 W1—左右横列振幅宽度 W2—加固振幅宽度 C—第一加固振幅(第一套结) D—第二加固振幅(第二套结)
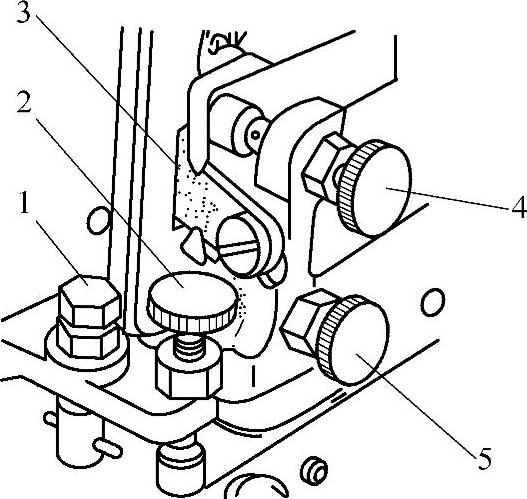
图12-104 左基线及右基线的调节
1、2、4、5—调节螺钉 3—调节连杆
2.松线时间的调节(见图12-105)
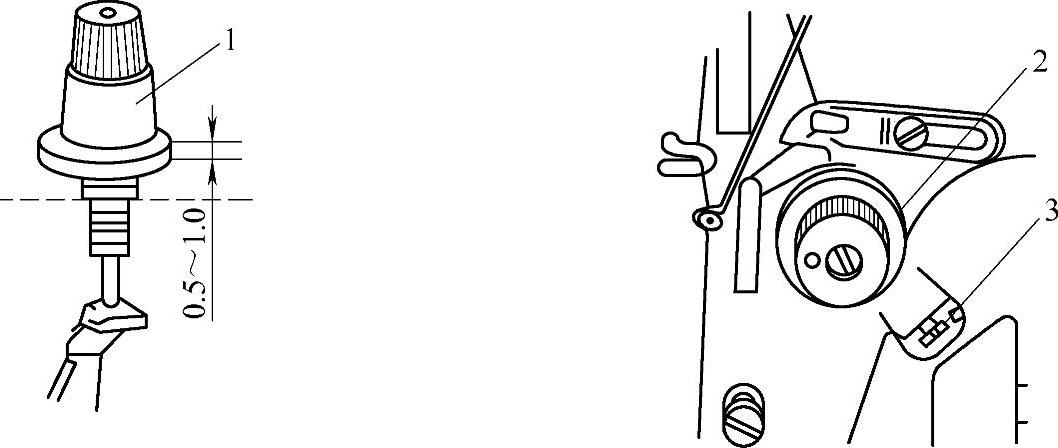
图12-105 松线时间为调节
1—第一夹线器 2—第二夹线器 3—固定螺钉
(1)第一夹线器 它仅在锁眼机停车时浮起,浮起量为0.5~1mm较妥,通过上、下移动第一夹线器的高度来调节。
(2)第二夹线器 它在锯齿缝的加固振幅部及缝制完毕开车时数针内浮起,浮起量为0.5~1mm较妥,调节时需旋松固定螺钉3,通过夹线螺钉来进行调节。
(3)松线的时间 第一套结部调整在套结完成前1~2针松线结束。这样第一套结结束后,横列的线迹就不会向右倾斜,初缝的松线调节为开始缝制后的3~4针时结束。
调节方法:将主凸轮上面的第一松线凸块、第二松线凸块,向箭头方向转动即加快;反之,则变慢(见图12-106)。
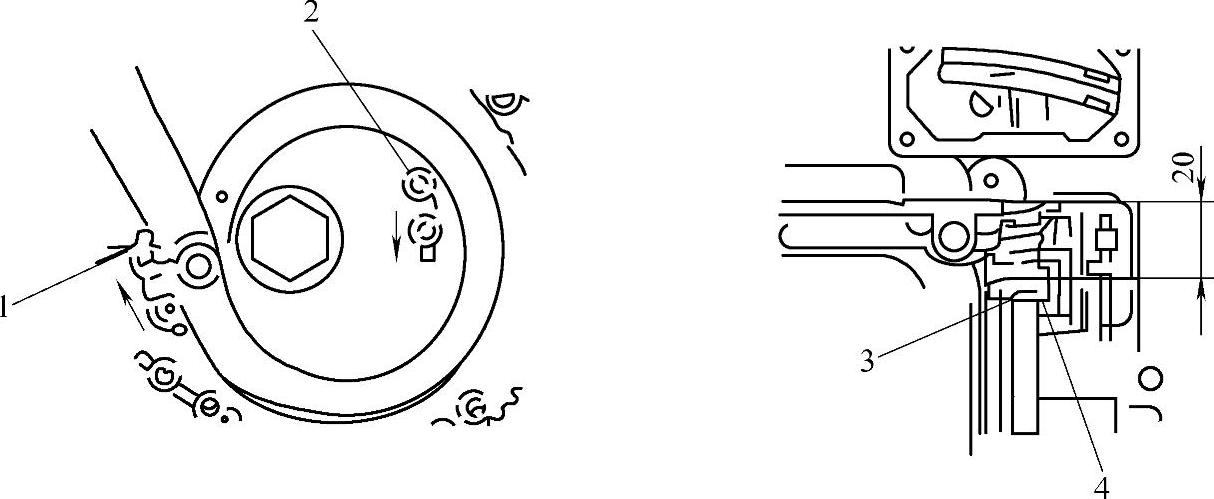
图12-106 松线时间的调节
1—第一松线凸块 2—第二松线凸块 3—固定螺钉 4—挡圈
缝迹山头突然变坏的原因之一,是松线顶杆的返回不良。此时可旋松固定螺钉,向上按动挡圈,加强松线顶杆返回簧的压力,其挡圈的基本高度为20mm。
同时增加第一、第二夹线板的浮动量也会增加松线的时间。
3.拨线钢丝的调节(图12-107)
在停车时,拨线钢丝将面线打松5~7mm,可稳定缝制初期时的横列,防止初缝时的脱线现象,下降拨线钢丝时拨线量就会增加,调整时以不碰第一夹线器和三眼过线板为原则。(www.daowen.com)
4.线量调节勾的调节(见图12-108)
根据缝制产品的厚薄调节线量调节勾1的供线量大小,可使线迹变好。
调节方法:松开固定螺钉2,向左移动线量调节勾1,供线量就增加;向右移动则减少。调好后,拧紧螺钉2。
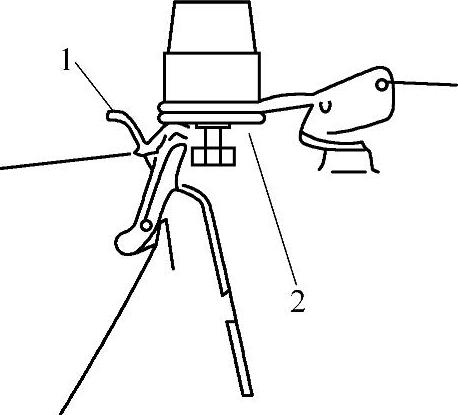
图12-107 拨线钢丝的调节
1—拨线钢丝 2—第一夹线器
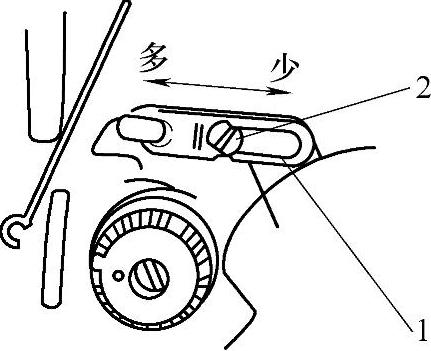
图12-108 线量调节勾的调节
1—线量调节勾 2—固定螺钉
5.底线拨杆的调节(见图12-109)
(1)调节要点 底线拨杆的作用是调节初缝时线迹形成所需要的下线残留长度,下线残留长度约36mm较适当。
(2)调节方法 调节时放松底线拨杆的固定螺钉3,改变底线拨杆1的安装角度即可。
动作顺序:

6.底线头夹簧的调节(见图12-110)
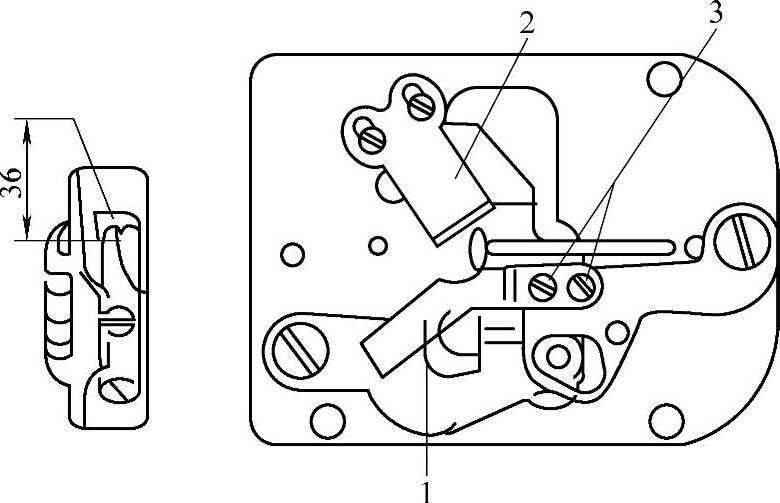
图12-109 底线拨线杆的调节
1—底线拨杆 2—固定刀 3—固定螺钉
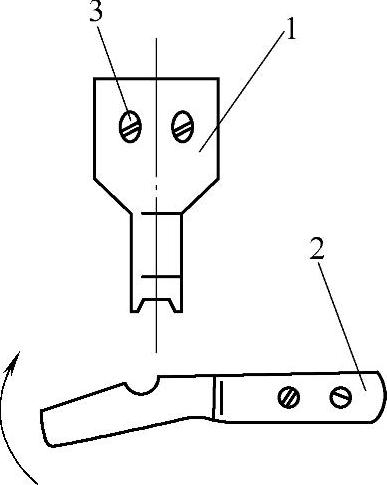
图12-110 底线头夹簧的调节
1—底线头夹簧 2—底线拨杆 3—固定螺钉
底线头夹簧1具有剪断底线后夹住底线头的作用,旋松其固定螺钉3调节其安装位置,使底线拨杆2传输口“R”部处于夹簧中心,另外扳动底线头夹簧1使其轻轻压住底线。
7.梭芯压杆装置的调节(见图12-111)
(1)调节要求 梭芯压杆装置与底线剪线装置成同步连接,当拨底线时,梭芯压杆在旋梭的背部压住梭芯,防止空转,同时将残留在布料上面的面线拉向料下,并保证有一定的底线余量,防止初缝时跳针脱线。
(2)调节方法
1)如底线剪得短,梭芯压杆压力过强是一个原因。这时可以旋松调节螺钉,使顶板簧的压力减弱。反之,旋进调节螺钉则压力加强。
2)调换旋梭等时,需确认梭芯压杆顶端是否压住梭芯,不一致时,应旋松梭芯压杆固定螺钉,调节其高度。
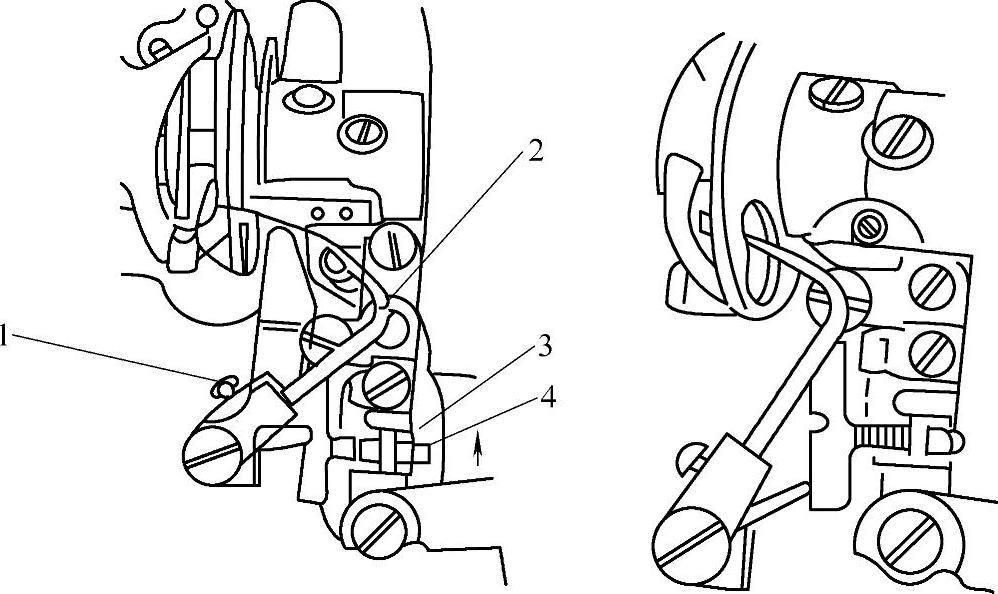
图12-111 梭芯压杆装置的调节
1—固定螺钉 2—梭芯压杆 3—调节螺母 4—调节螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







