1.双反面缝的调节(见表12-22)
表12-22 双反面缝的调节

(续)

2.锯齿缝的调节
为了缝出好的锯齿缝线迹,其根本是加强底线的张力(底线张力为0.35~0.5N);如果底线张力过低,要得到锯齿缝线,迹势必要降低面线的张力,为此可能会发生二次挂线,容易产生线迹不匀(线的松紧程度不一)。
3.起针时面线头卷入横列线迹的调节要点
1)开始缝制时,应将面线线头卷入横列线迹内,保持外型美观;应将面线剪刀的夹线位置和于左横列的振幅中间;在不影响横列线迹的条件下,将夹线的时间放长些;改变面线剪刀敞开时间的早、晚可以调节线头控制板的前后位置,向前调节剪刀敞开慢;向后调节剪刀敞开快。
2)加固部振幅宽度在3mm以下时,线头的卷入性能会恶化,所以在不影响质量的情况下尽量将宽度放宽。
3)面线剪刀的高度低,线头卷入性能好,在不碰压脚的情况下剪刀的运动高度尽量放低些。
4.化纤线缝制的调节
缝制化纤线及化纤料或混纺布料时,必须进行下列的调整。
(1)因发热而产生断线跳针 由于在缝制中机针与布料的摩擦在缝制中会出现高温,使线和布料发生熔断、熔化,此时必须采取下列措施。(www.daowen.com)
1)换上化纤用的带轮,使缝制速度控制在2800r/min。
2)加上硅油。
3)使用化纤用的超热针。
4)使用细针以降低摩擦力。
(2)缝制条件的调节
1)梭芯的绕线量是满度的80%,尺寸a=7mm时约为80%,可以适当地调节(见图12-101a)。
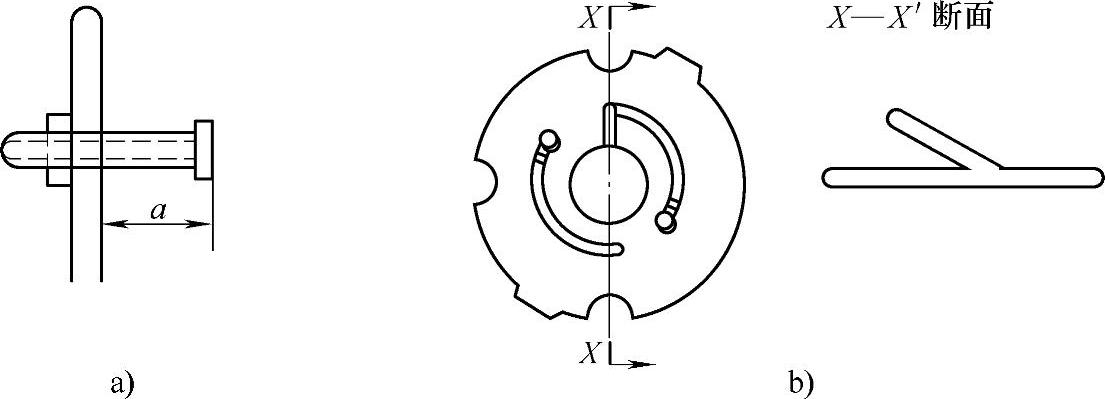
图12-101 缝制条件的调节
2)梭芯绕线时的张力以0.2N为适当,这对防止绕线不均匀及空转颇有效果。
3)将梭芯放在梭子里,不通过梭皮拉出时的张力为0~0.05N。
4)在旋梭放进旋梭时,拉出张力为0.2N,通过改变图12-101b防止空转的弹性垫片(旋梭内可拆卸)的高度来调节。
5)使用化纤用的针杆过线勾(见图12-102)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





