穿线方法与张力调整
链缝机的穿线示意图如图9-13所示,A、B、C、D为机针针线,E、F、G、H为线钩圈结线。穿线时,宜按图示正确穿引。缝线穿过机针时,应自右至左顺次穿线。在穿线钩圈结线时,要将线钩前侧驱轴拉出,使线钩架在扭簧作用下向前倾倒,将圈结线由线钩柄部后端的孔穿入,再从端头的孔眼中穿出,穿好后将线钩架复位。
1)线钩的张力调节 主要是通过缝线张力调节器来进行的。将调节器旋钮向逆时针方向转,张力减弱;反向旋转,则张力变强。
2)针杆的调整 如图9-14所示,针杆的高度标准为:当针杆抵达上极限位置时,针尖距针板上表面14mm。调整时,旋转带轮,使针杆到达上极限位置,旋松针杆夹紧螺钉,将针尖调至距针板表面14mm处,拧紧夹紧螺钉即可。
护针板的标准位置:当机针到达下极限位置时,护针板与机针的侧隙为0.05~1mm,如图9-15所示。其位置调整,可通过护针板定位螺钉来进行。
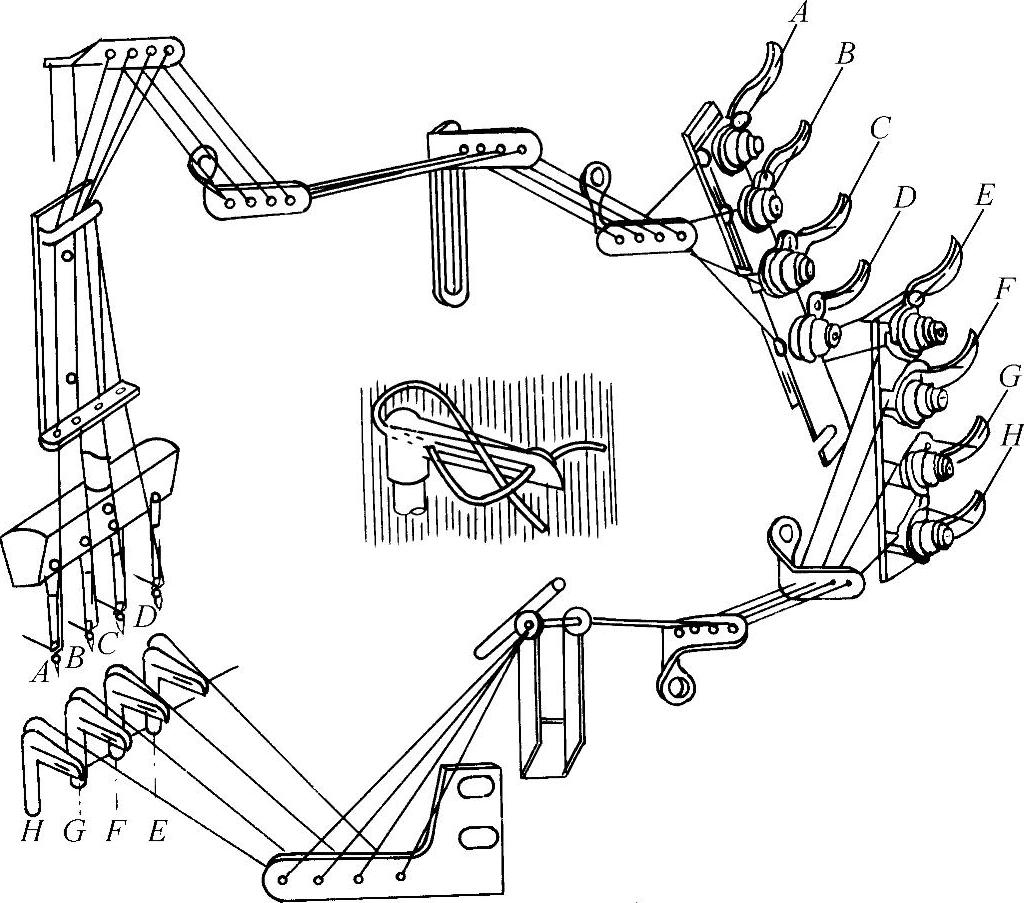
图9-13 链缝机穿线示意图
A~D—机针针线 E~H—线钩圈结线
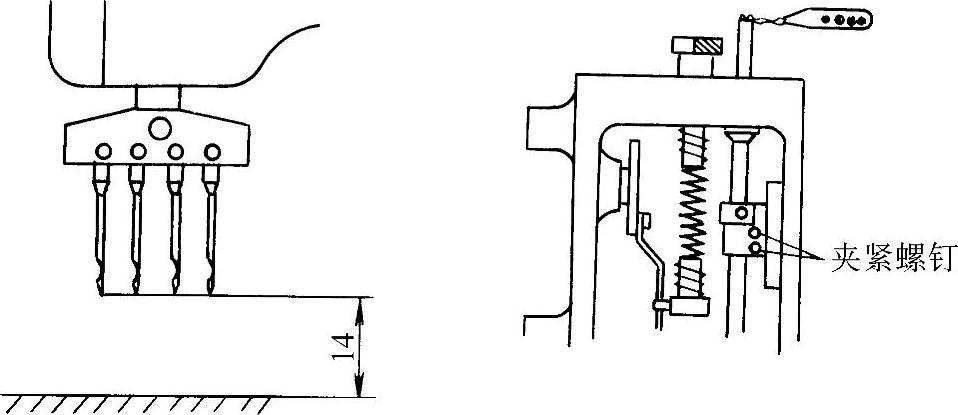
图9-14 针杆的调整
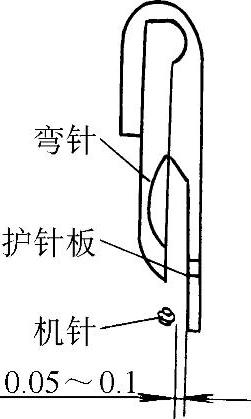
图9-15 护针板的调整
3)弯针、拨线杆的调整 弯针与机针的初始标准位置:当机针处于下极限位置时,弯针针尖与机针的间距为2.6mm,如图9-16所示。调整时,先卸下上台板盖和上部油盖,旋转带轮使机针处于下极限位置,松开图9-17中的固定螺钉2,顺时针转弯针架限位杆3,弯针和机针之间的间距增大;反之则减小。调整到标准间距后,即拧紧固定螺钉2。
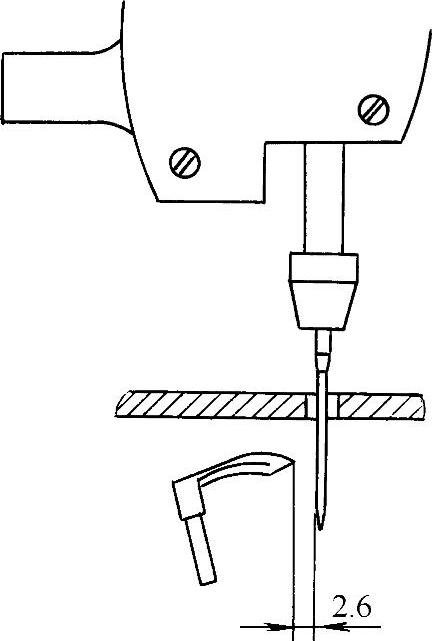
图9-16 弯针与机针的初始标准位置
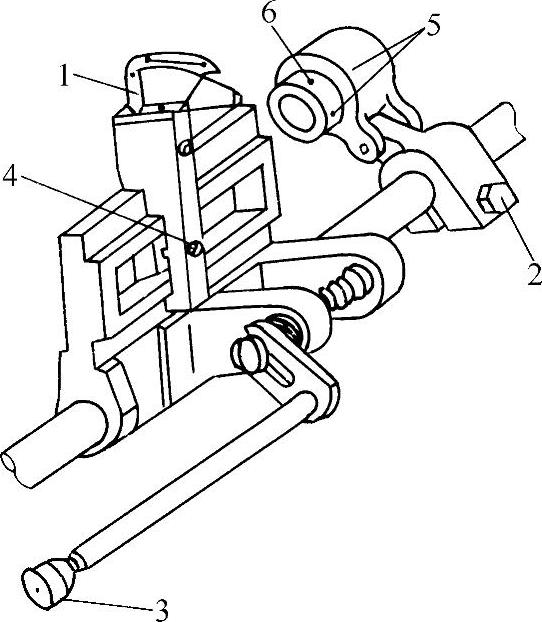
图9-17 调整示意
1—弯针 2—固定螺钉 3—弯针架限位杆 4—螺钉 5—偏心曲柄支承螺钉 6—偏心曲柄
弯针与机针的侧向间距标准:弯针机针凹缺底部的间隙为0.05~1mm,如图9-18所示。调整时,先松开图9-17中的螺钉4,调整上述间隙到标准值,即拧紧螺钉4。
弯针与机针同步运动的正确位置:当机针从下极限位置上升7mm后,弯针尖距机针眼上端1mm,由左向右摆动;当机针从上极限位置下降28mm后,弯针尖距机针眼上端2.5mm,自右向左摆动,如图9-19所示。调整时,先松开图9-17中的偏心曲轴支承螺钉5,顺时针调偏心曲柄6,弯针运动超前;反之则滞后。调好后,拧紧螺钉5。
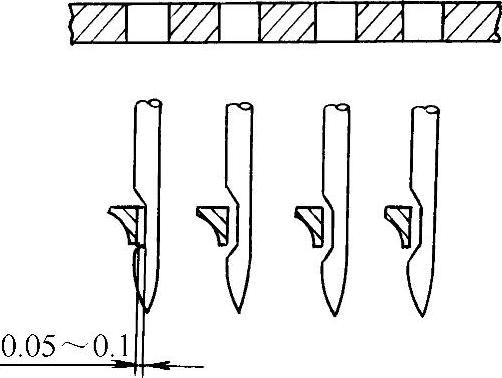
图9-18 弯针与机针的侧向间距
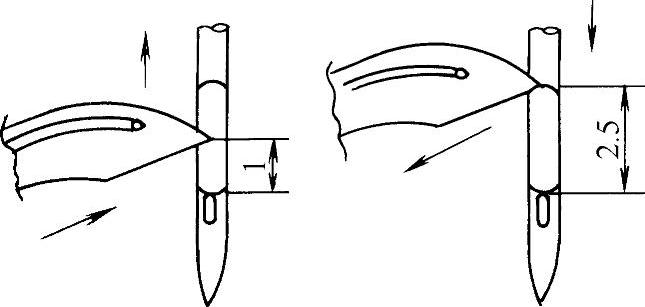
图9-19 弯针与机针运动的正确位置
拨线杆与机针的标准间距:机针下降后,拨线杆前端距机针0.5~0.8mm,如图9-20所示。调整时,松开拨线杆固定螺钉1,前后移动拨线杆2,调至标准间距,拧紧螺钉1。
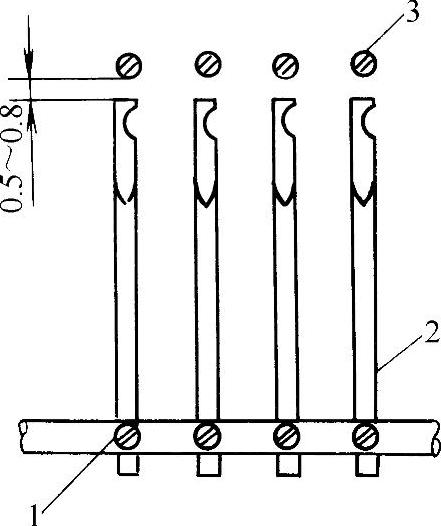
图9-20 拨线杆与机针的标准间距
1—拨线杆固定螺钉 2—拨线杆 3—机针(www.daowen.com)
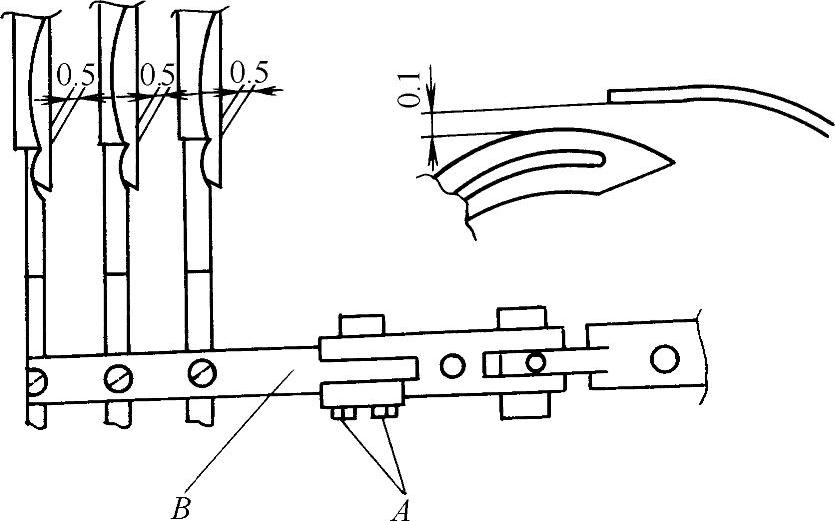
图9-21 拨线杆与弯针的标准间距
拨线杆与弯针的标准间距:当拨线杆位于左极限位置时,拨线杆的右侧距弯针的右端0.5mm。拨线杆与弯针之间的间距为0.1mm时为最正确的位置,如图9-21所示。调整时,先松开线杆夹具B上的固定螺钉A,旋转带轮使拨线杆到达左极限位置,将拨线杆与弯针右侧的间距调到标准值,拧紧螺钉A。
4)收、放线的调整 挑线量的调整,如图9-22所示,应根据缝料和缝线的情况而定,一般棉线为7~10mm,弹力线为10~15mm。调整时,先松开挡线杆紧固螺钉1,调整挡线杆2的高度,适中后拧紧螺钉1。
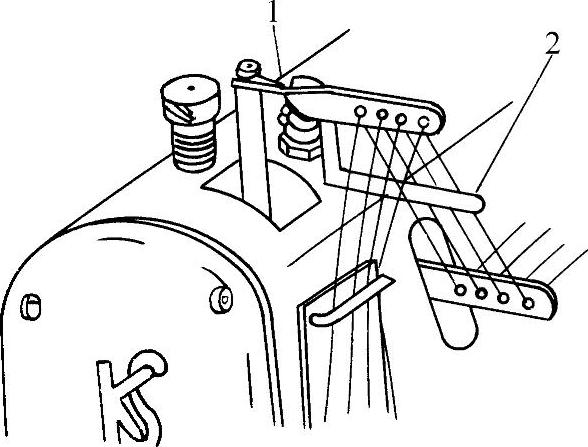
图9-22 挑线量的调整
1—紧固螺钉 2—挡线杆
压线杆的调整标准:当机针从上极限位置下降20mm后,压线杆即向上摆动,如图9-23所示。调整时,先松开压线杆驱动偏心轮2上的螺钉1,顺时针转动驱动偏心轮2,压线杆向上摆动变迟,反之则提前。微调时,松开固定螺钉3,相应调节支线框4的高低位置。调好后,拧紧螺钉1和3。
5)送料的调整 送料牙的调整:送料牙齿面应与针板平行,如图9-24所示,螺钉1用来调整两者的平行,螺钉2是紧固螺钉。送料牙高度的正确位置:当送料牙上升到最高位置时,齿顶应超出针板上表面0.8~1.5mm。送料牙的高低位置,可通过调节螺钉3调整。
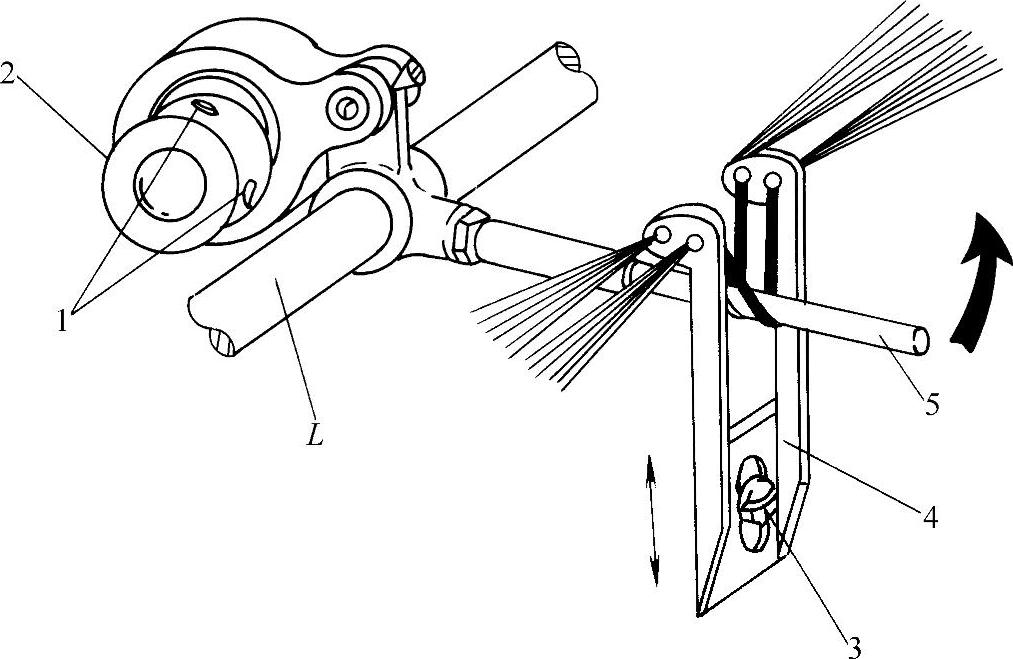
图9-23 压线杆的调整
1—压线杆驱动偏心固定螺钉 2—驱动偏心轮 3—固定螺钉 4—支线框 5—压线杆
送料牙送料距离,应根据缝制工艺要求而定,如图9-25所示,调节时先松开螺钉1,顺时针转动调节螺钉2,送料距离减小;反之则增大。
拖料轮动作时间标准:当机针从下极限位置上升24mm后,拖料轮开始转动。其调整如图9-26所示,先松开固紧螺钉1,向前拨转驱动偏心轮2的平面,拖料轮动作提前;反之则滞后。
拖料轮送布距离,也是根据缝制工艺需要而调整的,如图9-27所示,先松开螺钉,沿直槽向上调此螺钉,送料距离变小;反之则变大。调好后拧紧螺钉。
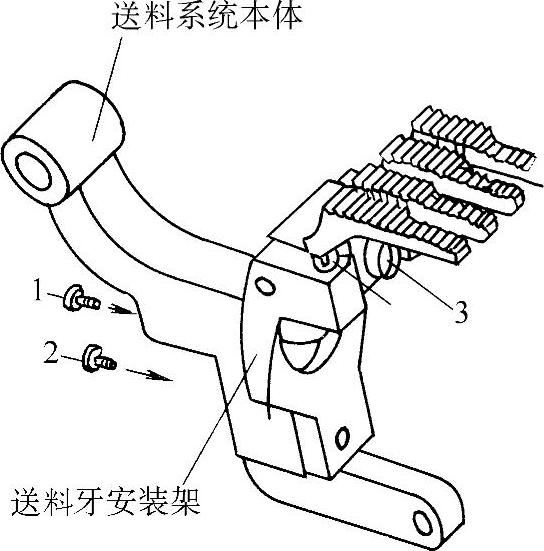
图9-24 送料牙的调整
1—螺钉 2—紧固螺钉 3—调节螺钉
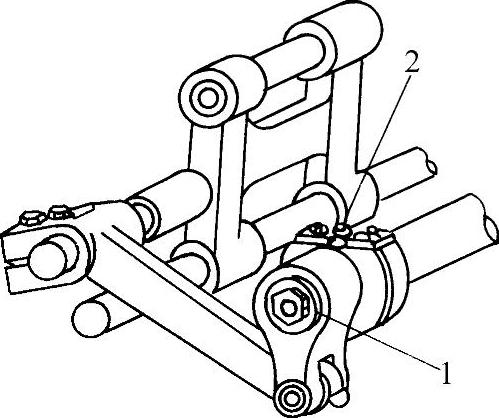
图9-25 送料牙送料距离的调整
1—螺钉 2—调节螺钉
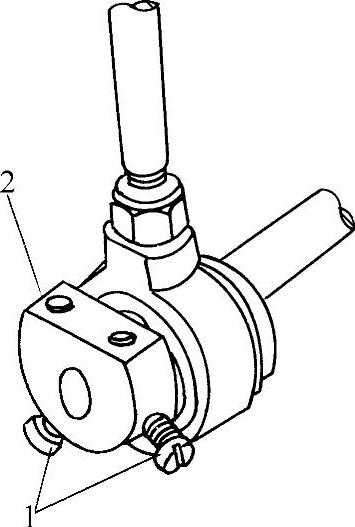
图9-26 拖料轮动作时间的调整
1—固紧螺钉 2—偏心轮
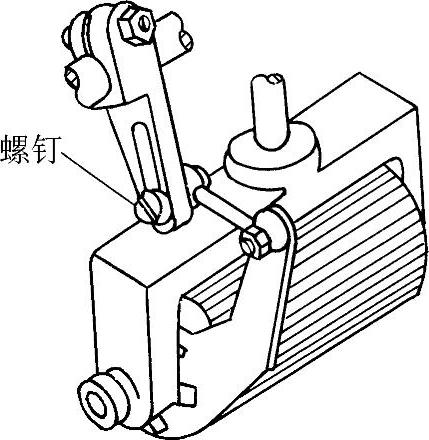
图9-27 拖料轮送料距离的调整
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





