1.缝线、转速
MFB-2600型双针三线绷缝机使用的缝线见表8-8和表8-9,转速见表8-10。
表8-8 化纤线

表8-9 棉线

表8-10 转速

注意:使用薄料时,转速不要超过4000r/min。
使用宽幅的缝料时,将图8-80所示的导布器附件装置安装在工作台板上,可以减少缝料的浪费。
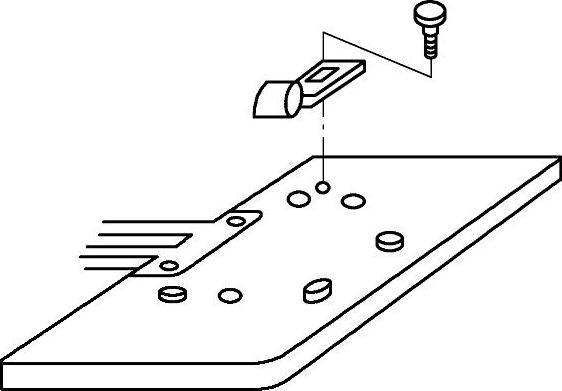
图8-80 导布器附件装置
2.穿线方法
按图8-81所示的方法进行穿线,从挑线杆里侧朝外看,依次为右3、中2、左1,共3根线。
3.缝线张力的调节(见图8-82)
缝线张力受缝料的种类、厚度,缝线粗细度及种类,针距长度等不同条件的影响,存在着差异,故每次需酌情作出适当调整。其方法是:向右转动夹线器时,缝线张力变强;向左转动夹线器时,缝线张力变弱。
调节右针线张力时,使用夹线器1;调节左针线张力时,使用夹线器2;调节弯针线张力时,使用夹线器3。
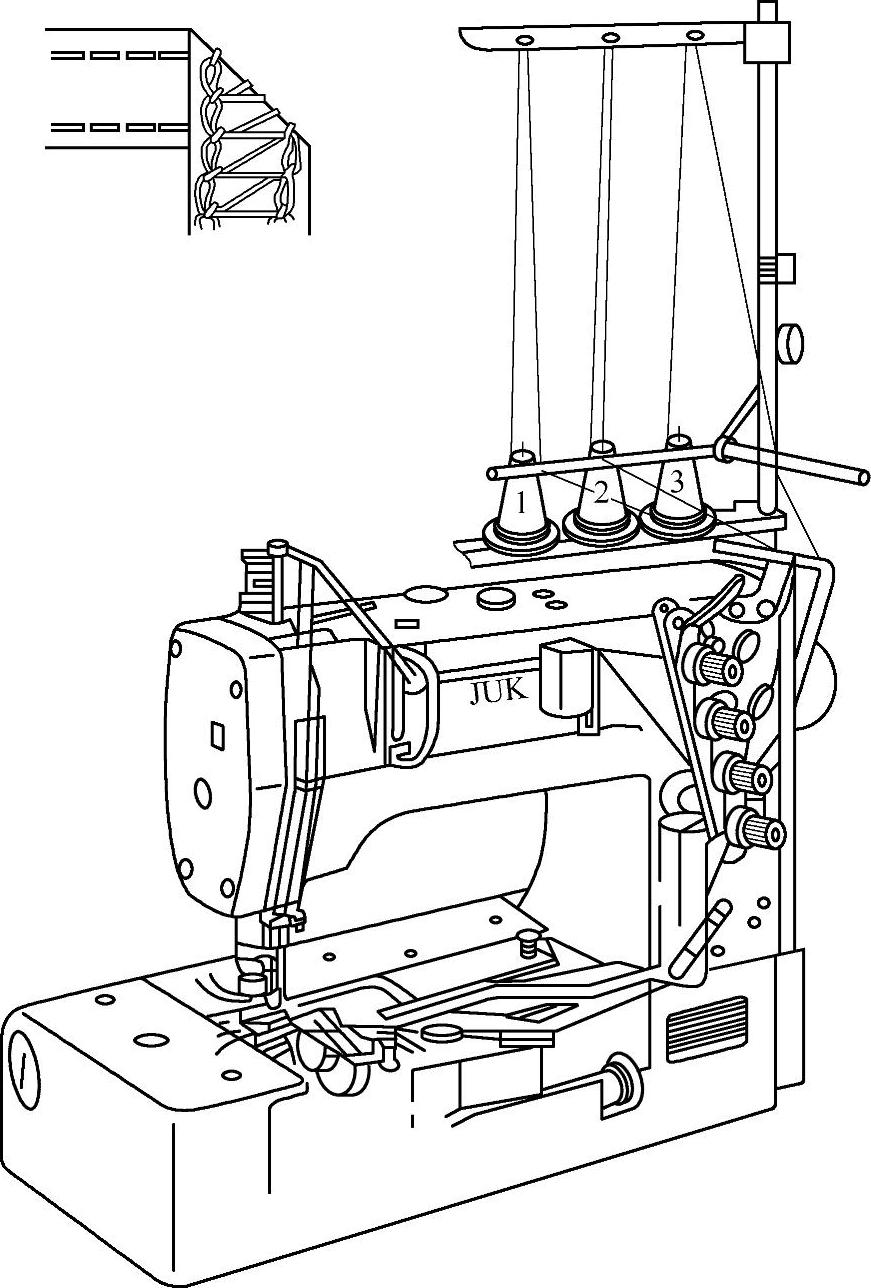
图8-81 穿线
弯针线的张力是为了使机针能可靠地获取弯针线,故只要有最小限度的张力就足够了,不要将弯针线的张力调得过大。
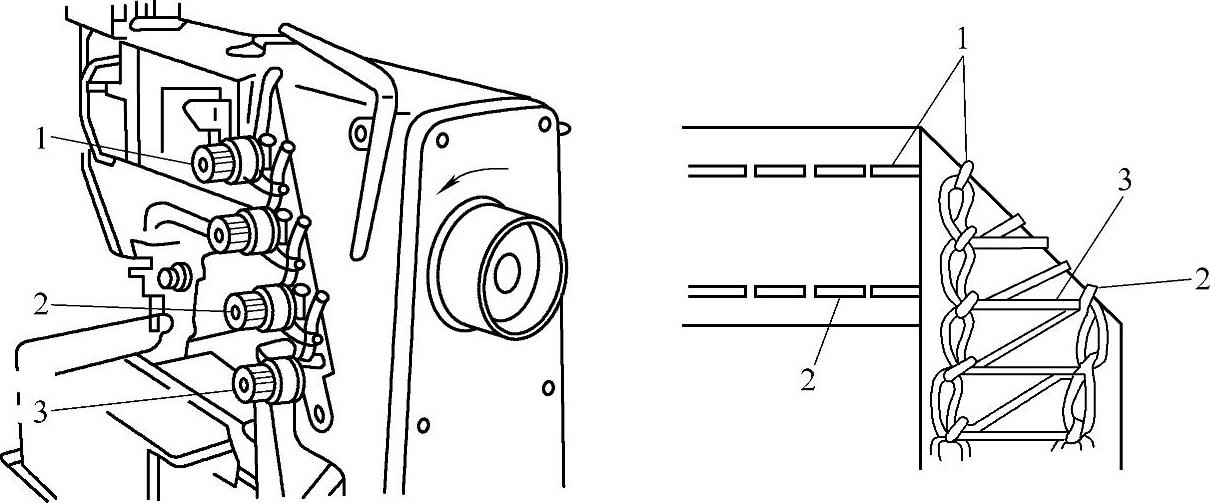
图8-82 缝线张力的调节
1、2、3—夹线器
图8-83中的挑线杆导线器1用于针线张力的调节,应根据缝料和缝线的不同种类、缝料的不同厚度等条件来进行调节。将挑线杆导线器向下推,针线被放松,针的线环圈放大;反之,向上推,则针线收紧,线环圈缩小。
4.给油(见图8-84)
1)在缝纫机运转之前,取下注油口盖板螺钉1,注入重机工业用缝纫机油No.2 Defrix油,将注量添加到油位表2中的两条刻印线(红色)中间。
2)若油量越过上刻印线,会引起漏油的现象,请予以注意。
3)注油后,在缝纫机运转期间从油窗3中能观察到被喷出的油,表明润滑正常。
4)排泄废油时,旋开油盘上的排油盖螺钉4即可。
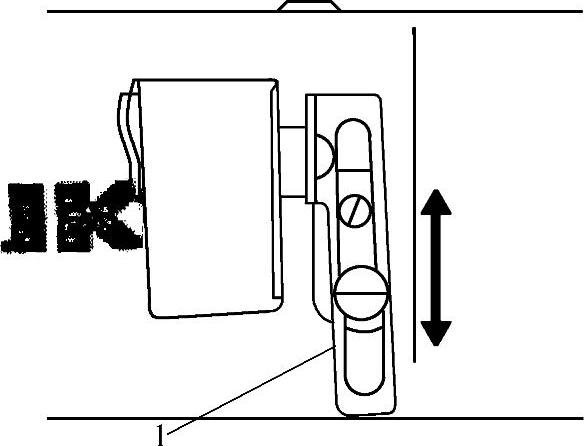
图8-83 挑线杆导向器的调节
1—挑线杆导线器(www.daowen.com)
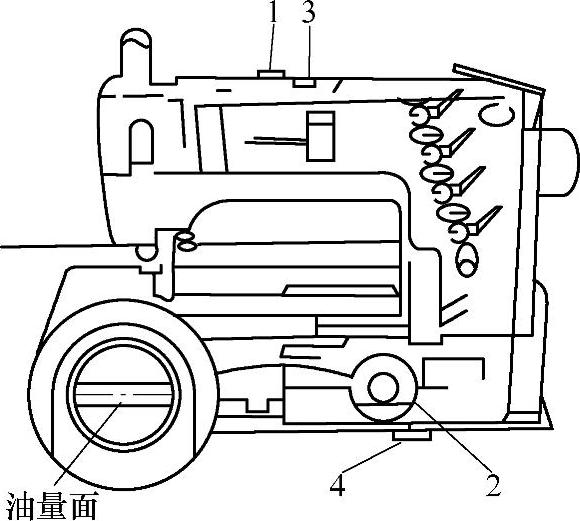
图8-84 给油
1—注油口盖板螺钉 2—油位表 3—油窗 4—排油盖螺钉
5.油量调节
(1)机头面部油量的调节(图8-85)在调整向针杆曲柄2的给油时,先取下面板,转动上轴前端部的油量调节销1进行调整。调节销的刻印点3转动到离针杆曲柄2最近处时,油量为最小;相反,当刻印点处于相对面的最远处时,则油量为最大。
注意:给油量在调节时,并不会立即使润滑状态出现变化,必须充分注意。
油量调节销如图8-86所示,在油量调节销1上,设置有切口槽2。若将切口槽方向转动到与上轴3的给油孔一致,油量为最大;槽的方向处于与给油孔相反一侧时,则油量为最小。
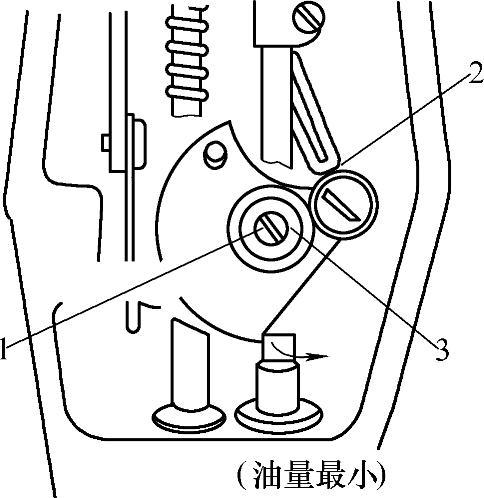
图8-85 油量调节
1—油量调节销 2—针杆曲柄 3—刻印点
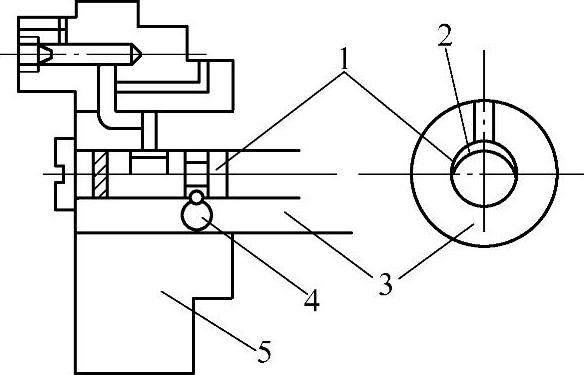
图8-86 油量调节销
1—油量调节销 2—切口槽 3—上轴 4—调节销固定螺钉 5—平衡块
(2)机头下油量的调节 采用图8-87所示的抬牙偏心凸轮、弯针送料偏心凸轮的油量调节螺钉1进行调节。将调节螺钉向“+”方向转动,则油量增大;将调节螺钉向“-”方向转动,则油量减少。
6.机针的安装(见图8-88)
(1)使用机针 标准针:斯密茨UY128GAS65#,70#,75#,80#,90#。超过90#的粗针,需要另外订购。
(2)机针的安装方法 转动带轮,使针杆处在最高位置。如图8-87所示,使机针的缺档部背向操作者一侧,将针插入针杆孔内,直至推到底部,然后将针夹螺钉1紧紧固定。
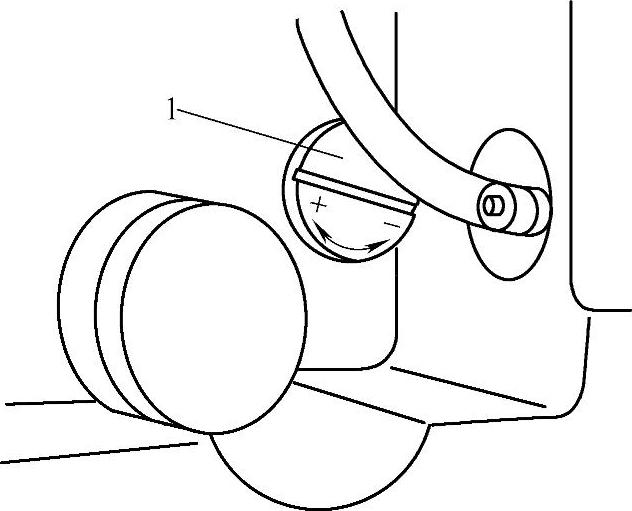
图8-87 机头下油量的调节 1—油量调节螺钉
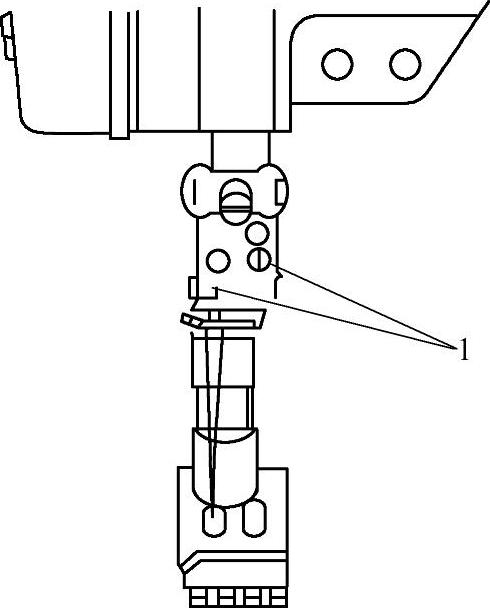
图8-88 机针的安装
1—针夹螺钉
(3)针线冷却装置(见图8-89)使用针线冷却装置1,防止机针发热造成的跳针、断线、断底纱等现象。其方法是将硅质油涂敷在缝料上,尤其对不耐热的缝线(化纤线)以及化纤布料有效果。
添加硅质油之后,能使缝线更易滑动,可在低张力状态下形成线迹,即使在高速运转中也能获得稳定而又整齐的线缝,也适合于棉线和化纤混纺线使用。另外,硅质油附在缝线和缝料上,也完全不用担心变色等问题。
(4)下线凸轮线孔(见图8-90)下线凸轮线孔1用于调节弯针线送出量,以固定螺钉处于长孔中心位置为标准。
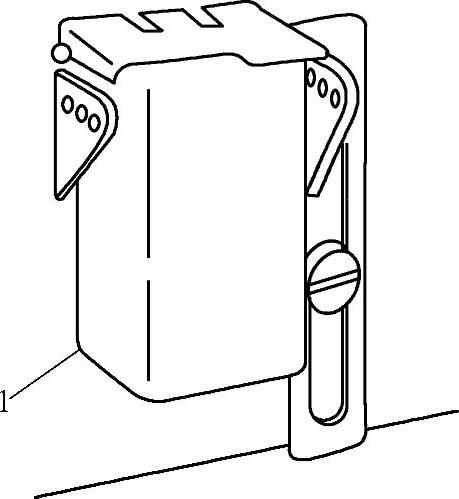
图8-89 针线冷却装置 1—冷却装置
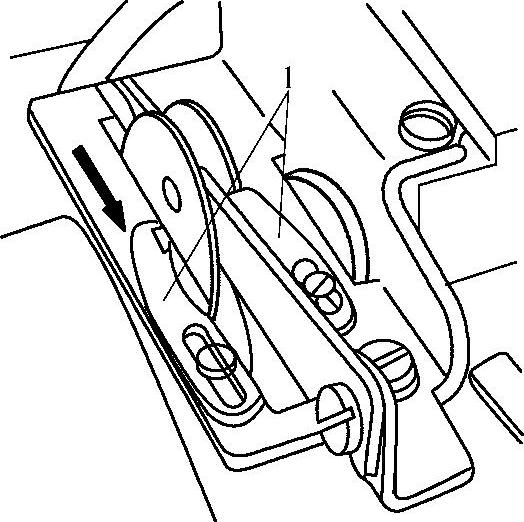
图8-90 下线凸轮线孔
1—下线凸轮线孔
将下线凸轮线孔1向操作者方向(图中的箭头方向)移动,下线送出量减少,弯针线被绷紧;反之,将下线凸轮线孔向箭头反方向移动,则下线送出量增大,弯针线变松弛。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



