1.针杆高度及其调整
(1)调整方法(见图8-46)弯针在勾住针线的运动配合过程中,当弯针尖端与右针的左端相一致时,针孔上端与弯针尖端之间的距离以1.4mm为标准。
(2)调整步骤 针杆处于下死点时,离针夹下端上面之间的距离应为13.8mm(见图8-47)。调整步骤如下。
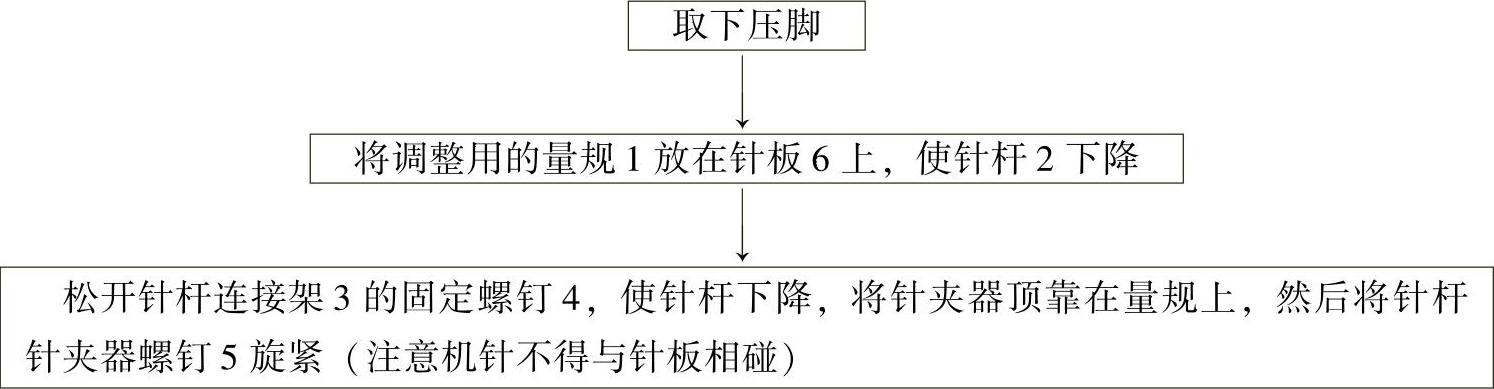
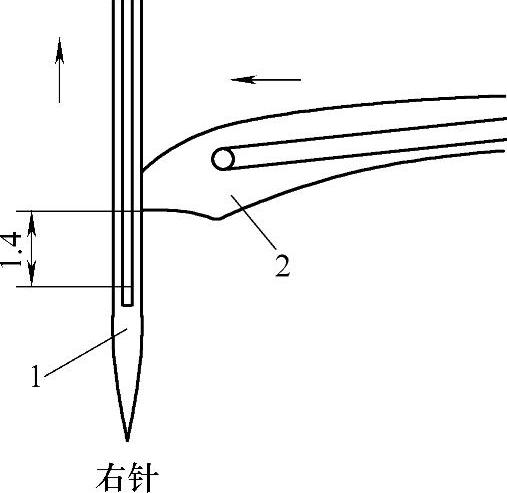
图8-46 针杆高度标准
1—右针 2—弯针
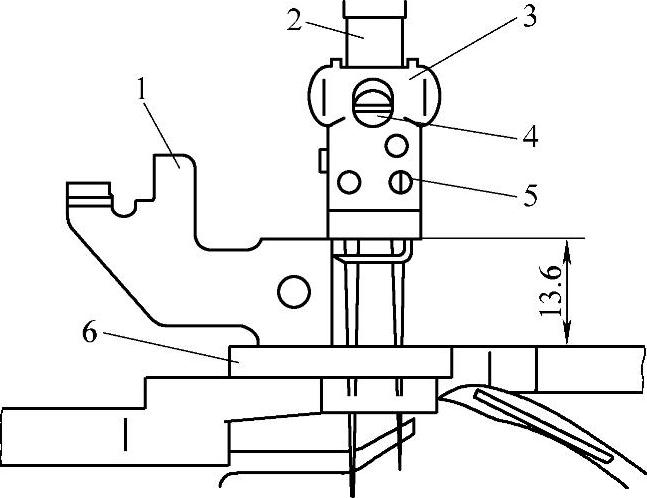
图8-47 针杆高度的调整
1—量规 2—针杆 3—针杆连接架 4—固定螺钉 5—针夹器螺钉 6—针板
2.机针与弯针的配合
机针与弯针的动作配合是同时进行的。
(1)配合标准(见图8-48)当弯针尖端与左针的右端相一致时,若前进时的针杆高度a与后退时的针杆高度b相同,则表明机针与弯针动作的时间配合相符合。
(2)调整方法(见图8-49)
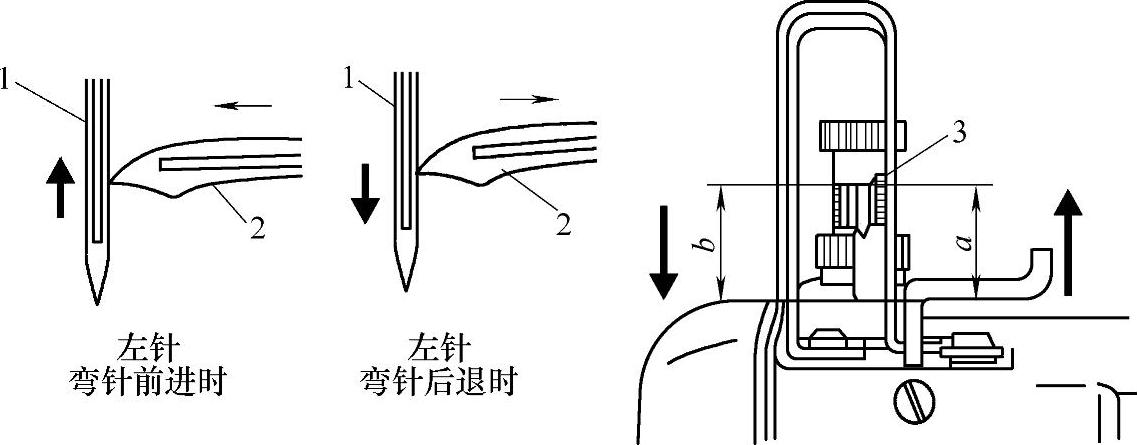
图8-48 左针与弯针的配合
1—左针 2—弯针
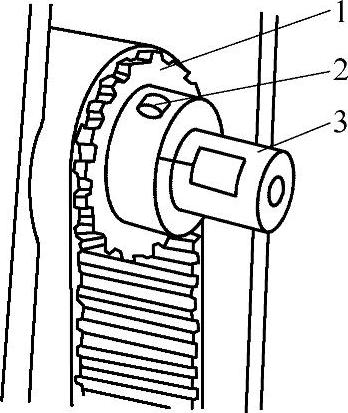
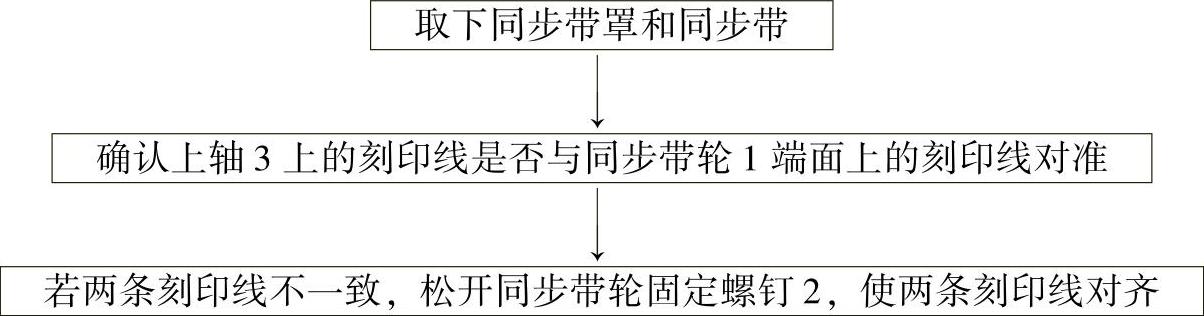
图8-49 机针、弯针配合的调整
1—齿带轮 2—固定螺钉 3—上轴
注意:在取下同步带后,会发生齿合次序错乱的现象,请予以注意。
3.机针与弯针的间隙
(1)间隙的调整标准 图8-50所示分别表示左针与弯针、右针与弯针、左针与弯针背面之间的间隙的调整要求。
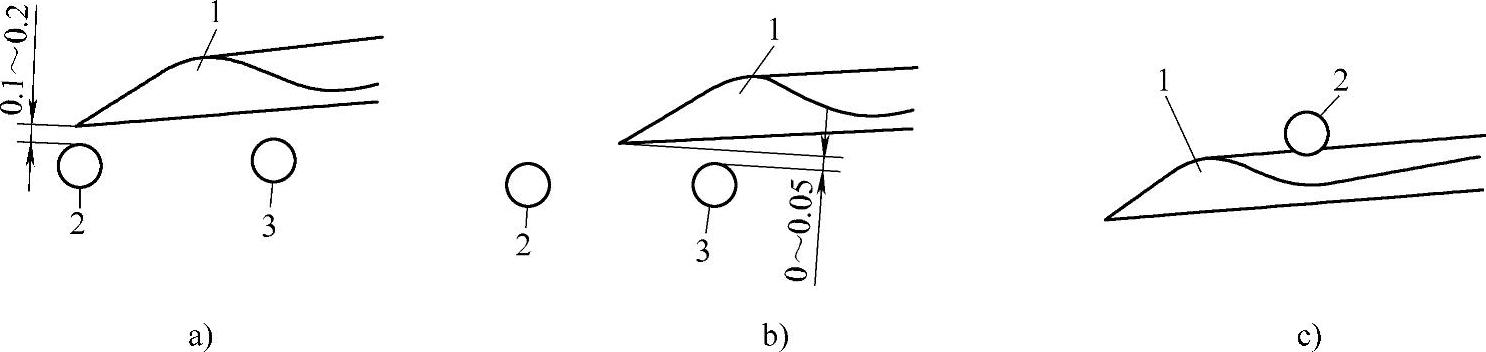
图8-50 机针与弯针的间隙调整标准
a)左针与弯针 b)右针与弯针 c)左针与弯针背面
1—弯针 2—左针 3—右针
(2)调整方法
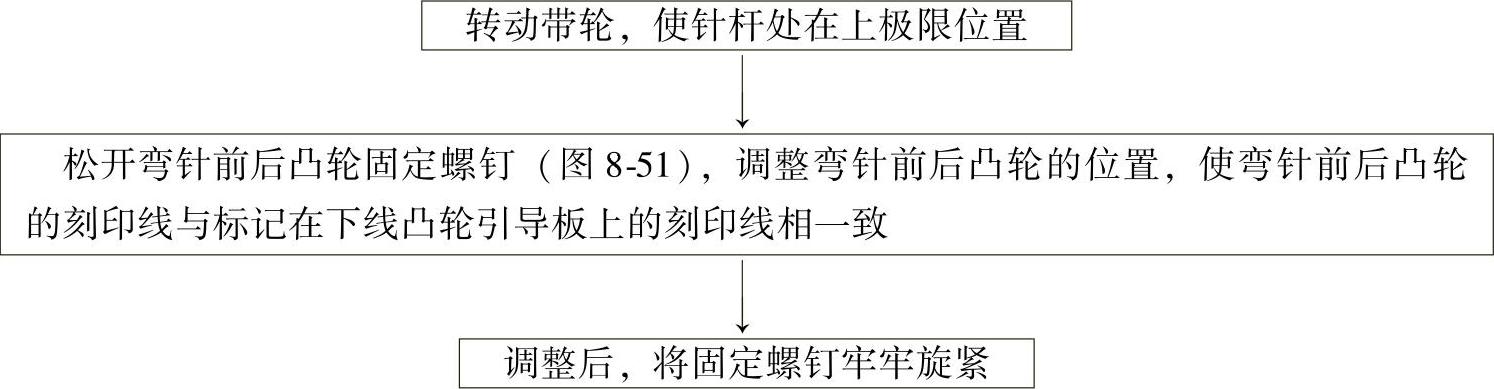
1)弯针前后运动的时间配合如下。
2)护针板的调节方法如下。
护针板高度的调节:当针杆处于最下点时,松开图8-52中的固定螺钉1,调整护针板的高度,使护针板的中心与右针的线孔中心相一致。
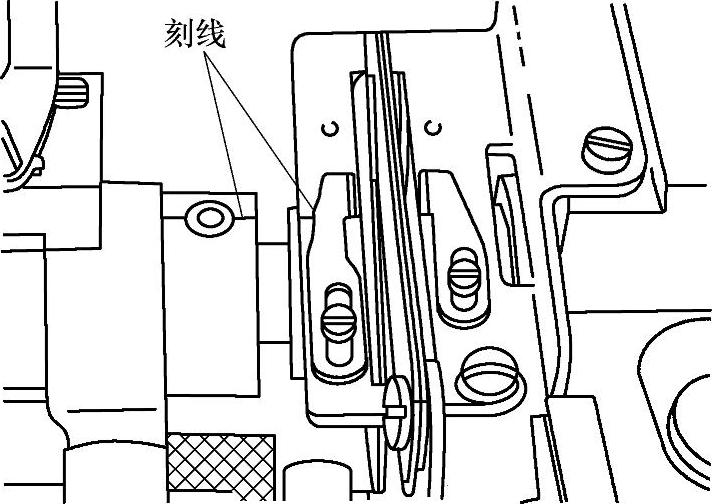
图8-51 弯针前后运动配合的调整
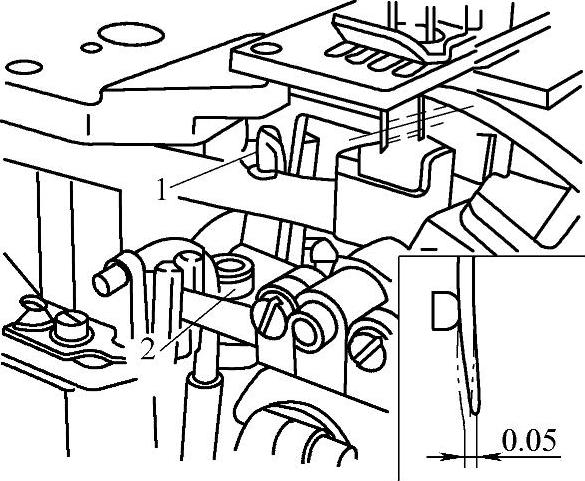
图8-52 护针板的调节
1、2—固定螺钉
护针板角度的调节:用护针板推压机针至最大程度时,将护针板调节到稍许推压左针的形态。调节方法是松开固定螺钉2,前后移动护针板进行调整。若左针已符合要求,就不再需要右针与护针板的调整。
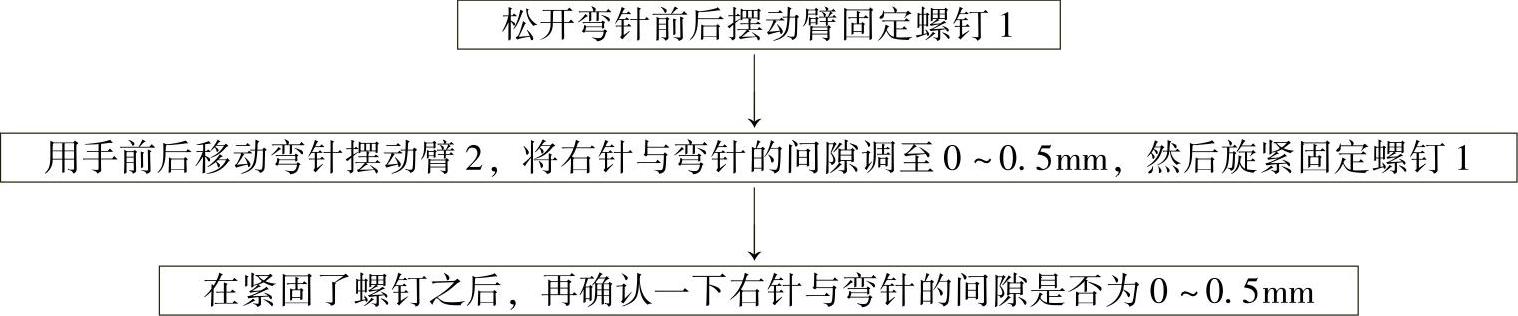
3)弯针与右针的间隙调整(见图8-53)步骤如下。
4)弯针背面与左针的间隙调整(见图8-54)步骤如下。
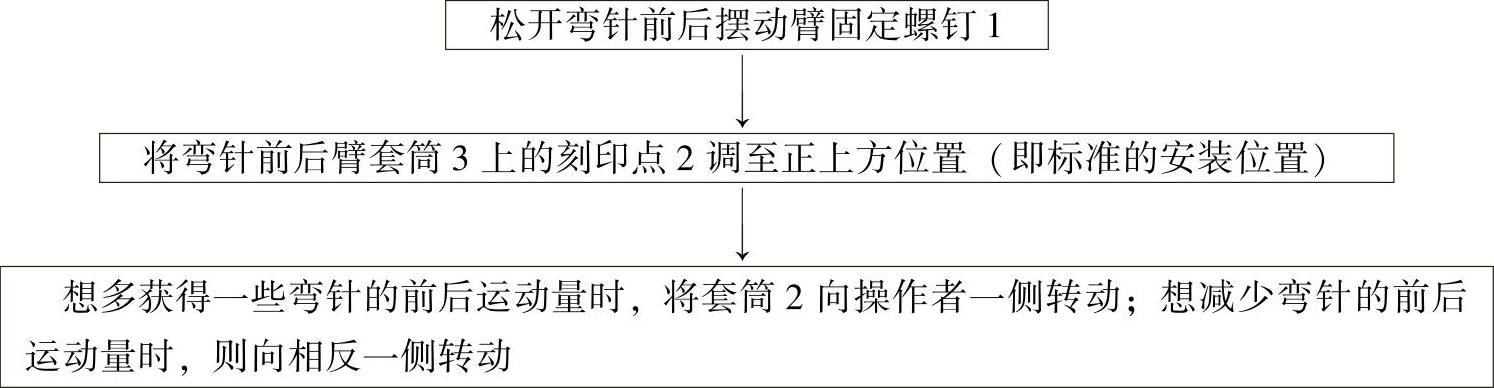
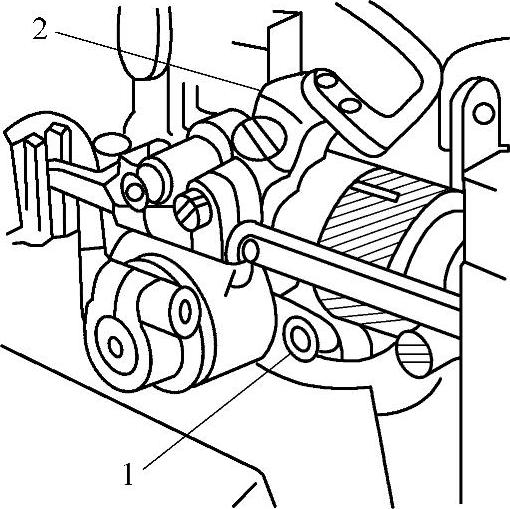
图8-53 弯针与右针的间隙调整
1—螺钉 2—弯针摆动臂
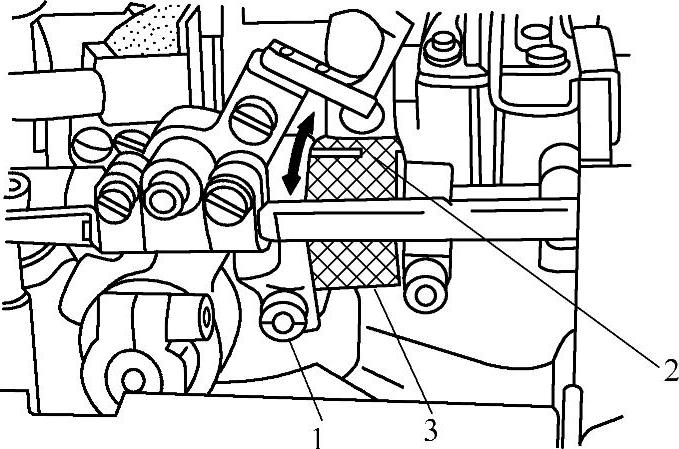
图8-54 弯针背面与右针的间隙调整
1—螺钉 2—刻印点 3—套筒
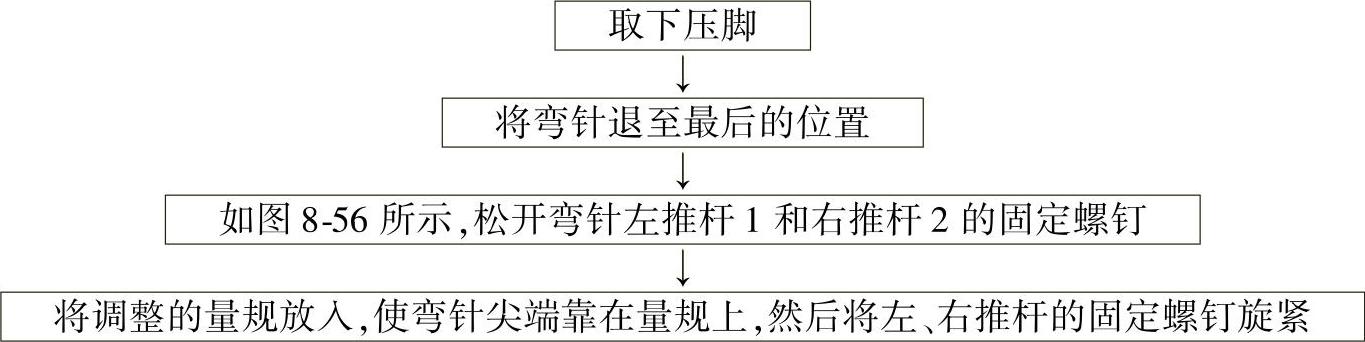
4.弯针后退量的调整(见图8-55、图8-56)
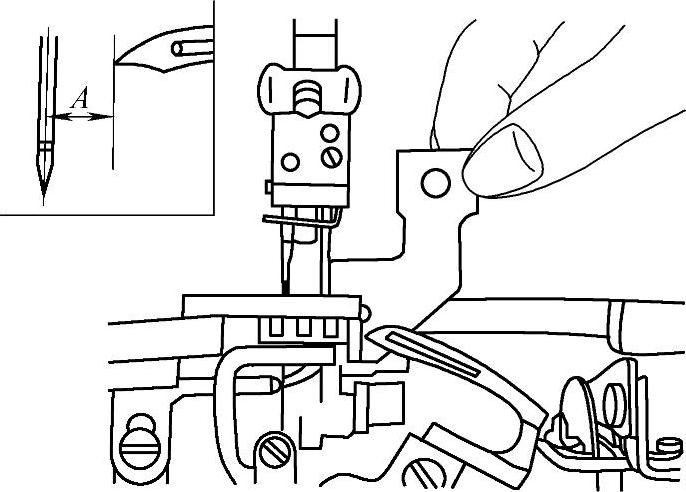
图8-55 弯针后退量的标准
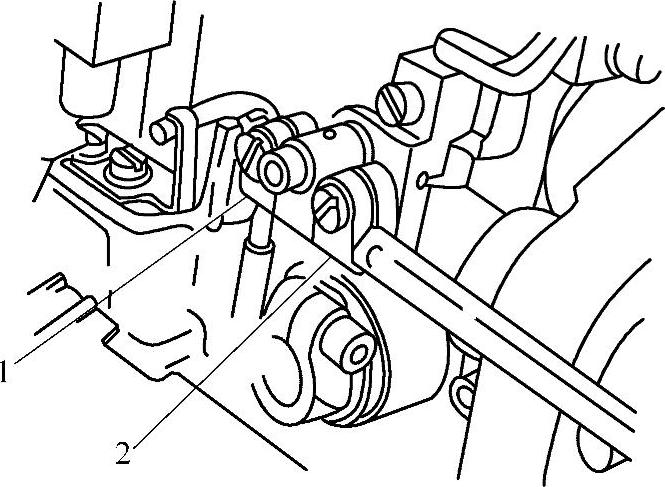
图8-56 弯针后退量的调整
1—左推杆 2—右推杆
(1)弯针后退量标准 弯针后退量A是缝纫机调试的基本值是当弯针退到最后位置时,右针的中心与弯针尖端之间的距离,其标准值见表8-7。
表8-7 A值

注意:弯针后退后到针杆中心线的距离为9.2mm,对所有的针杆是通用的,故即使量规宽度不一样,也不需要再作调整。
(2)调整方法
5.下线凸轮的调整
在使左针尖端下降至与弯针下腹部相一致(见图8-57b)时,按照图8-57a在下线1与下线凸轮4脱开的状态下,调整下线凸轮的位置。
下线压板的作用是推压弯针线,使其与下线凸轮的外周面接触,以充分发挥下线凸轮的功能,大致调节在3mm左右即可(见图8-58)。
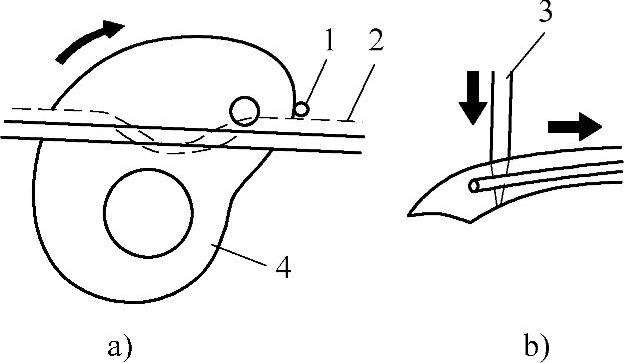
图8-57 下线凸轮的调整
1—下线 2—针线 3—左针 4—下线凸轮
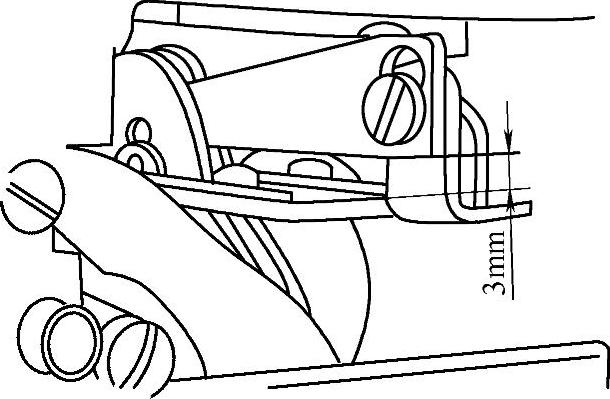
图8-58 下线凸轮调整标准
6.辅助挑线杆的调整
(1)调整标准(见图8-59)辅助挑线杆运动的时间配合以针杆处于下死点时辅助挑线杆恰好处于下死点位置为标准。当针杆处于下死点时,若想要放大针线线环,则提早辅助挑线杆的动作;反之,想要缩小线环,则推迟辅助挑线杆的动作。
这一时间配合动作可作微量变动,调整位置在图8-59中的橡胶塞板3的下面。
(2)调整方法(见图8-59)
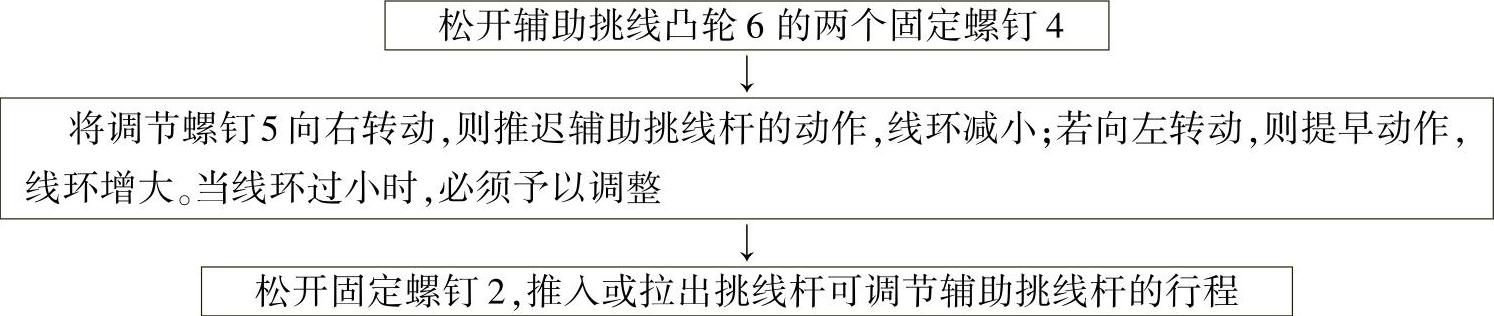
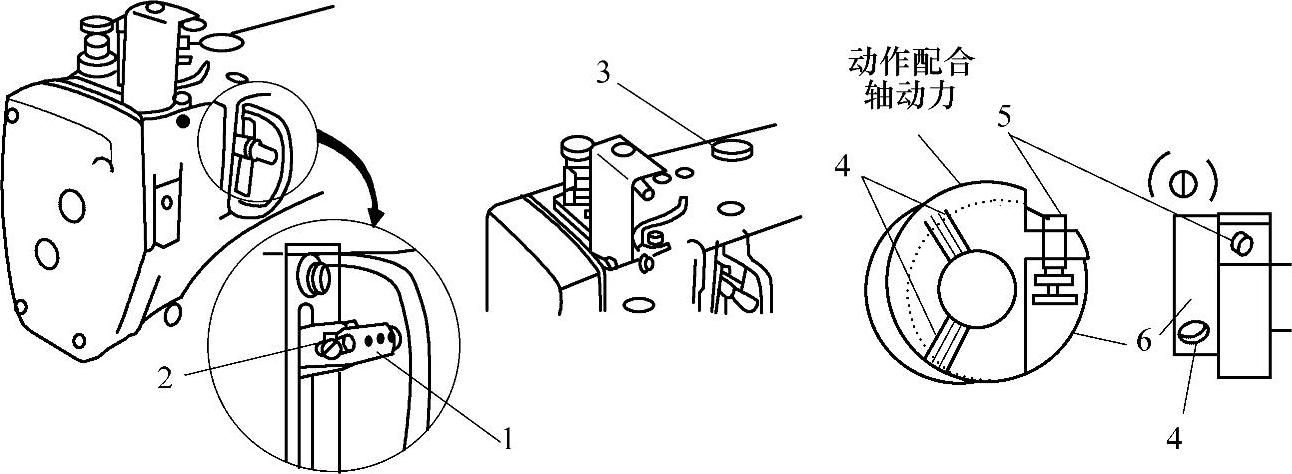
图8-59 辅助挑线杆及其调整
1—辅助挑线杆 2、4—固定螺钉 3—橡胶塞板 5—调节螺钉 6—辅助挑线凸轮
7.护线杆
图8-60所示的护针杆1平时不经常使用,只是在使用羊毛、尼龙等伸缩性大的缝线作为机针线时才使用。
8.机针冷却装置
冷却装置对断线、断底纱以及防止机针烧伤等现象有效果。使用时的注意事项如下。
1)冷却油采用的是附件油壶中的硅油。
2)将冷却油注入注油口2内(见图8-61)。
3)因注入的冷却油上升浸透到冷却用毛毡需要一定的时间,故在开始操作绷缝机时,先从注油口注入冷却油,然后对毛毡也浸滴少许油。
4)冷却毛毡1破损后,向上拔出,调换新的毛毡。
9.送料牙的运动(见图8-62)
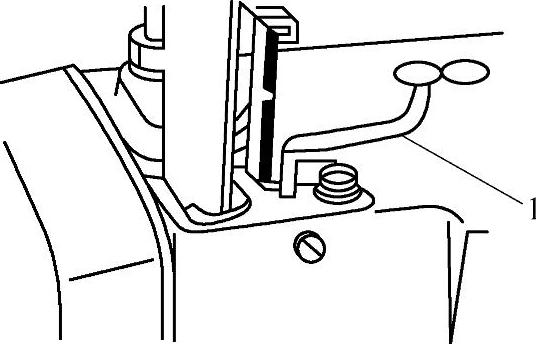
图8-60 护线杆
1—护线杆
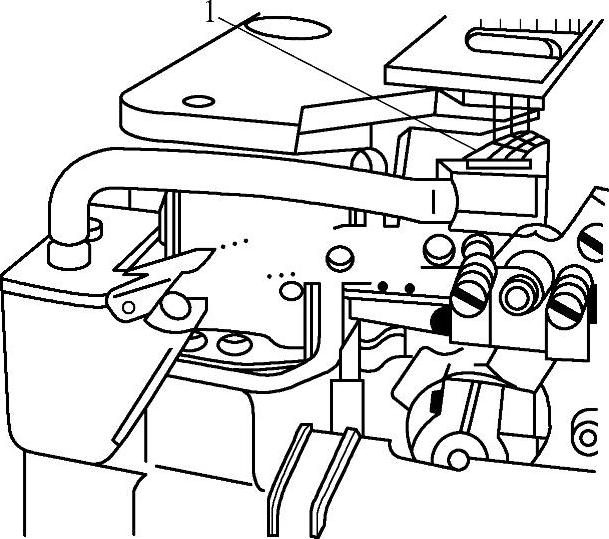
图8-61 机针冷却装置 1—冷却毛毡
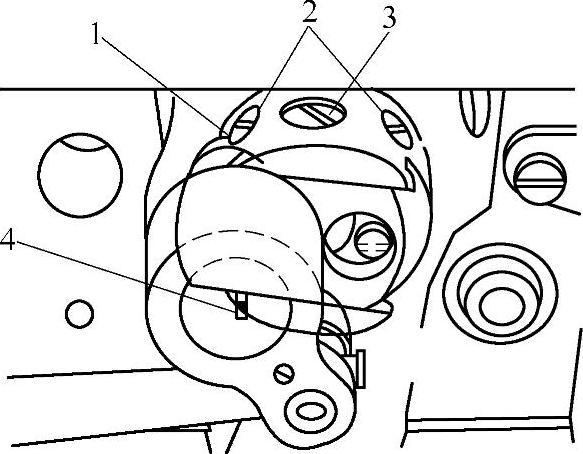
图8-62 送料牙的运动
1—送料调节器 2、3、4—固定螺钉
送料牙的运动形态是由固定在下轴的平面部位上的抬牙凸轮和送料调节器固定螺钉决定的,故不能变动。在下轴平面部位上,固定有上下方向运动的抬牙凸轮的第一固定螺钉,以及前后方向运动的送料调整器的第二固定螺钉。
注意:图8-62中的送料调节器1是从下轴给油的,故不要松开固定螺钉2。一旦固定螺钉松动,需将送料调节器1向下轴方向推,然后将固定螺钉2旋紧。
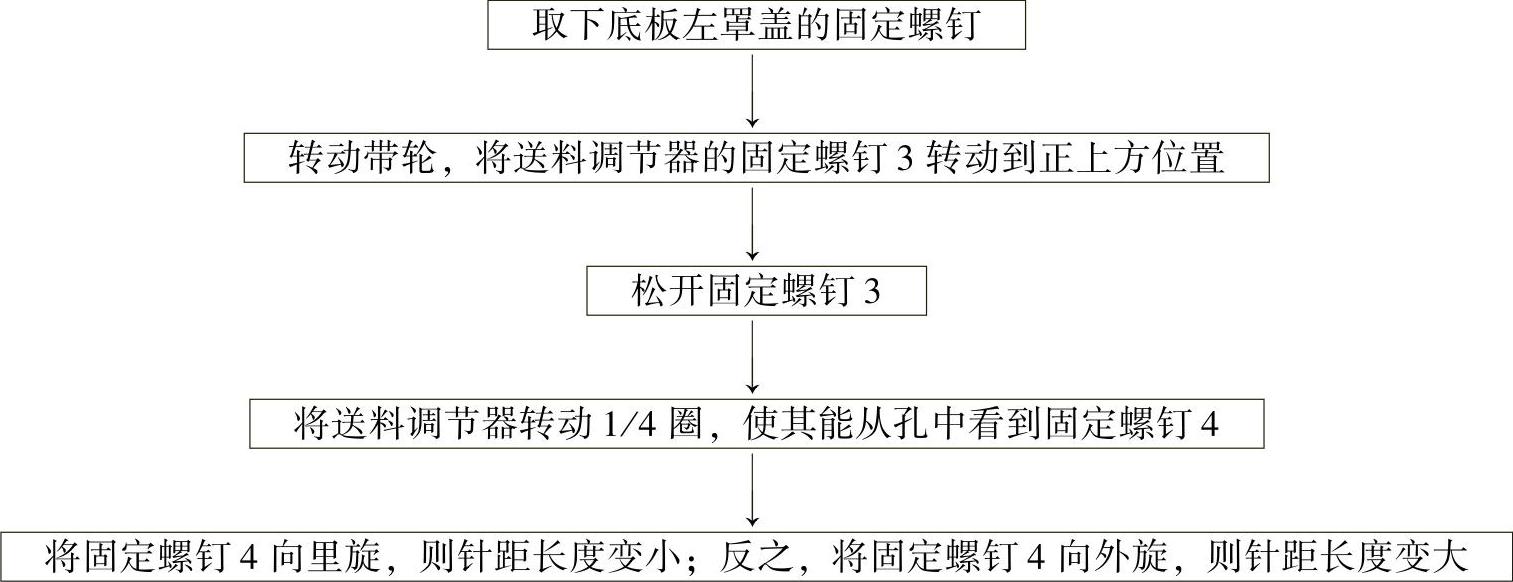
10.针距长度的调整(见图8-62)
11.送料牙高度的调整(见图8-63)
(1)调整标准 送料牙上升到最高位置时,露出针板上面的距离应为1.0mm。(www.daowen.com)
(2)调整方法
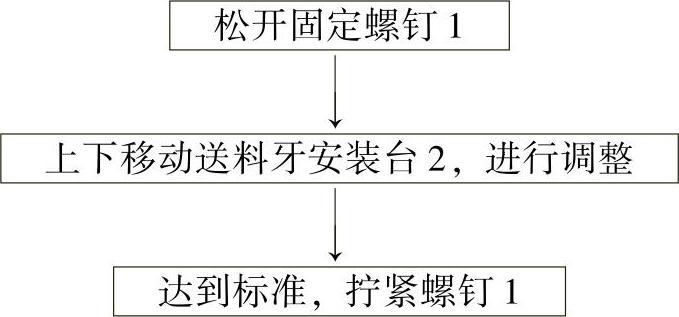
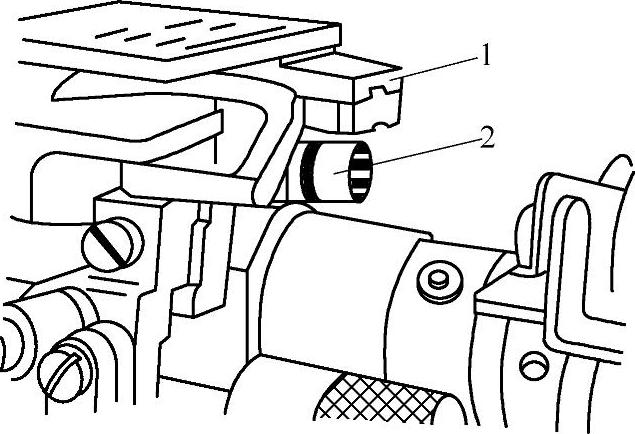
图8-63 送料牙高度的调整
1—固定螺钉 2—送料牙安装台
12.压脚的调整(图8-64)
(1)压脚压力的调整 缝料的种类和厚度等条件不同,对压脚压力的要求也不相同。一般来讲,压脚压力以能顺利送出缝料最低限度的高度为最理想。
调整方法:向右转动调压螺钉1,调高压力;向左转动调压螺钉1,则减小压力。
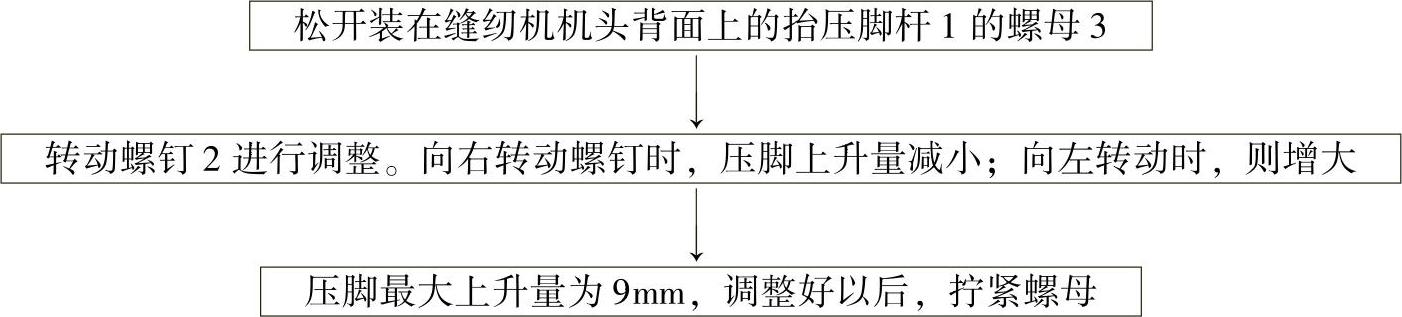
(2)压脚上升量的调整(见图8-65)
13.针杆与上切刀的运动配合
MFB-2600型双针三线绷缝机在机器停止送料运动期间切刀进行裁料动作。送料动作开始进行时上切刀上升,不会妨碍缝料向前运动。当针杆处在最高点时,上切刀上升运动也应处在最高位置如图8-66所示。
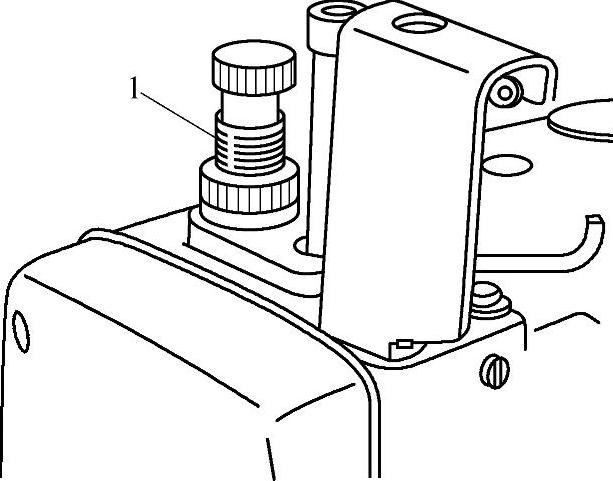
图8-64 压脚压力调整
1—调压螺钉
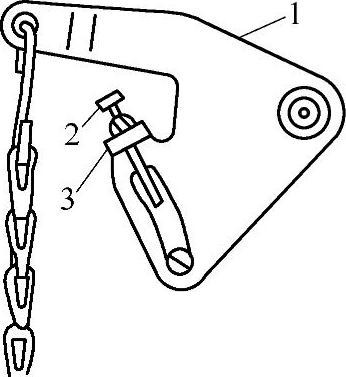
图8-65 压脚上升量的调整
1—抬压脚杆 2—螺钉 3—螺母
14.上切刀的安装(见图8-67)
安装上切刀1时,先用上切刀安装螺钉2临时将上切刀固定住,然后在确认上切刀的运动量正确无误的前提下,牢牢地将螺钉2旋紧。在没有超出合适的上切刀运动量范围时,可在上切刀长孔3范围内进行调节。
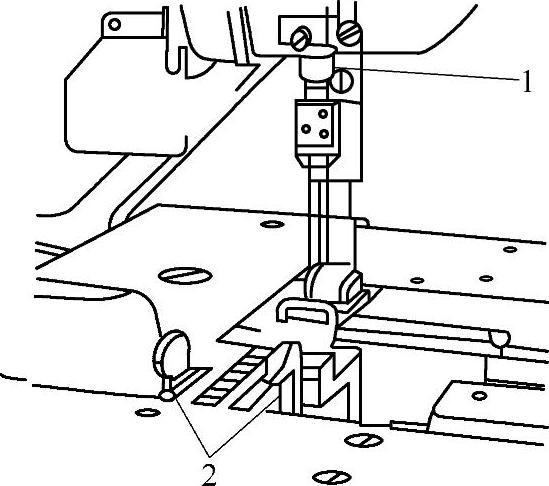
图8-66 针杆与上切刀的配合
1—针杆 2—上切刀
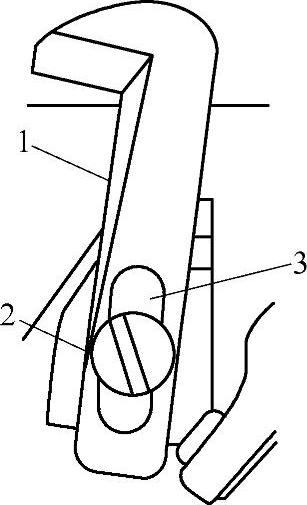
图8-67 上切刀的安装
1—上切刀 2—安装螺钉 3—上切刀长孔
标准的上切刀安装位置是在图8-67中的长孔中央附近。
15.下切刀的安装(见图8-68)
下切刀2的安装方法是将下切刀从上向下插入,使刀刃部分与台板1表面基本保持水平,然后用两只下切刀安装螺钉3将其固定。
16.上切刀与下切刀的咬合(见图8-69)
(1)上切刀与下切刀咬合的标准 上切刀1处在最低位置时,与下切刀2的咬合深度应为0.5mm。
(2)调整方法 松开上切刀2的安装螺钉3,调整上切刀的位置。调好后,拧紧安装螺钉3。
注意:有时因上切刀左右位置出现变化,会使上切刀被顶压在下切刀上面,不能对上切刀进行调整。
17.裁切宽度的调整
通过移动上切刀与下切刀相互间的位置,可使裁切宽度在16.4~47mm范围内变动。
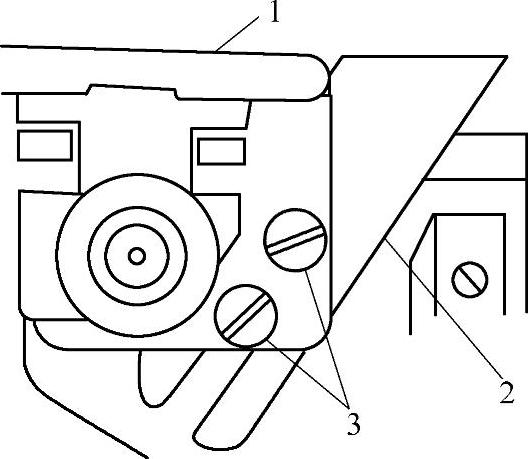
图8-68 下切刀的安装
1—台板 2—下切刀 3—安装螺钉
(1)上切刀宽度的调整 如图8-70所示,上切刀宽度的调整方法是松开上切刀安装固定螺钉2,左右移动上切刀1使其达到所需的宽度,再旋紧固定螺钉2。调整时,为了不使盖子妨碍操作,应在左右放开盖子的状况下进行调整。调整结束后,应将盖子稍许离开切刀0.5~1mm,再牢牢紧固。
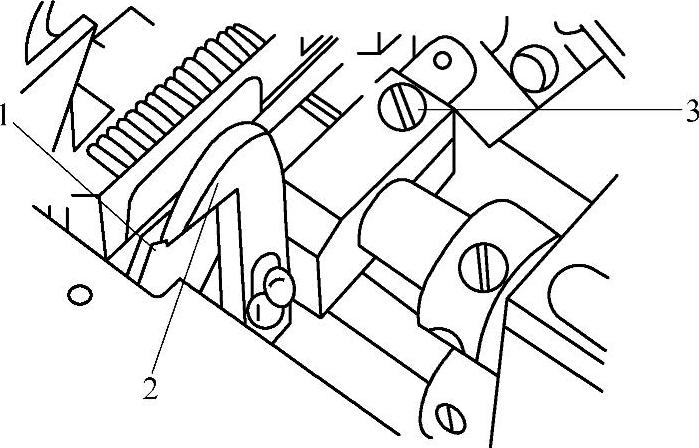
图8-69 上切刀与下切刀的咬合
1—上切刀 2—下切刀 3—安装螺钉
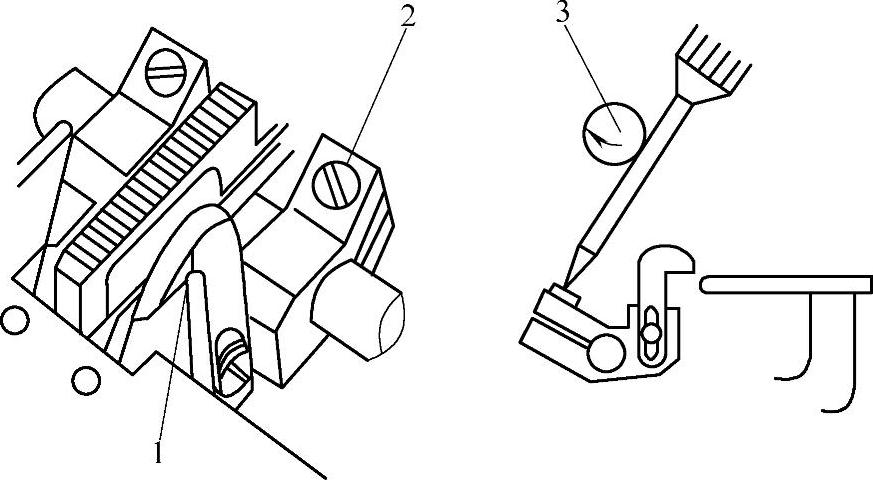
图8-70 上切刀宽度的调整
1—上切刀 2—上切刀安装固定螺钉 3—前压脚轴
注意:调整后,再次确认上切刀的运动状况是否符合要求(咬合深度为0.5mm)。
(2)下切刀的宽度的调整(见图8-71)松开台板面上的下切刀座安装固定螺钉2,左右移动下切刀支座3,将其调至所需的位置上固定。
注意:调整裁切宽度时,必须以针杆的中心位置为基准,调整在相互对称的位置上。如若偏离了中心位置,就会使加工尺寸偏位,出现不良产品,不能确保稳定的缝制质量。
18.下切刀锋利性的调整(见图8-72)
(1)调整标准 下切刀弹簧的标准压力应为10~20N。
(2)调整方法 将弹簧调节器1向切刀方向移动,切割压力增强;若反向移动,则压力减小。将弹簧调节器调至适当位置后,用弹簧支架螺母2固定。
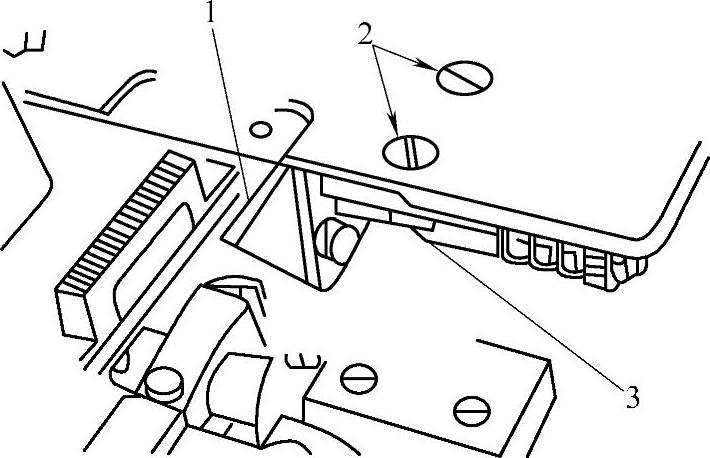
图8-71 下切刀宽度的调整
1—下切刀 2—下切刀座安装固定螺钉 3—下切刀支座
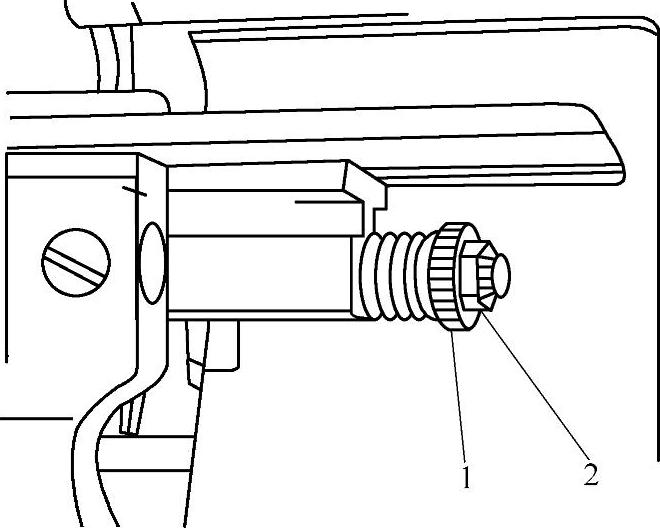
图8-72 切刀的磨利
1—弹簧调节器 2—弹簧支架螺母
19.切刀的磨利(见图8-72)
刀具用久后刀刃会变钝或者会使左右两边的刀刃锋利性出现差异,不能使缝料产生精确的直线向前运动,缝制加工后的裤带环质量不合格。这时,就应进行磨刀。
磨刀时,左右两边刀刃应在相同条件下进行磨削加工。如果一边的刀刃磨得十分锋利,另一边刀刃较差,缝制时,裁切后的缝料呈弯曲状前进,则不能正确导入裤带环卷边器内。
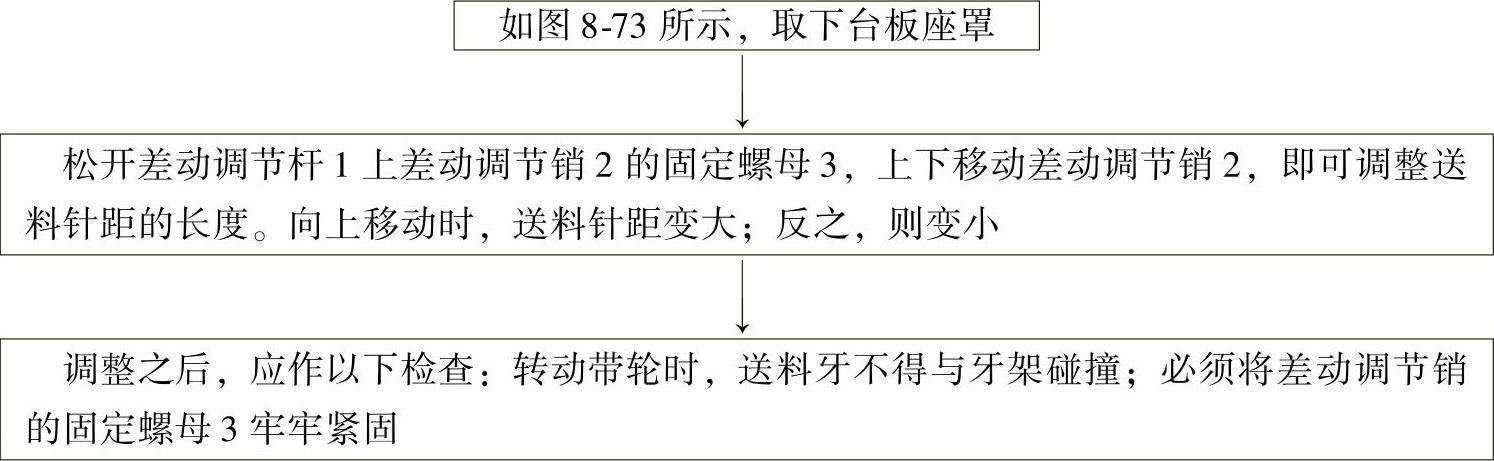
20.送料的针距调整(图8-73)
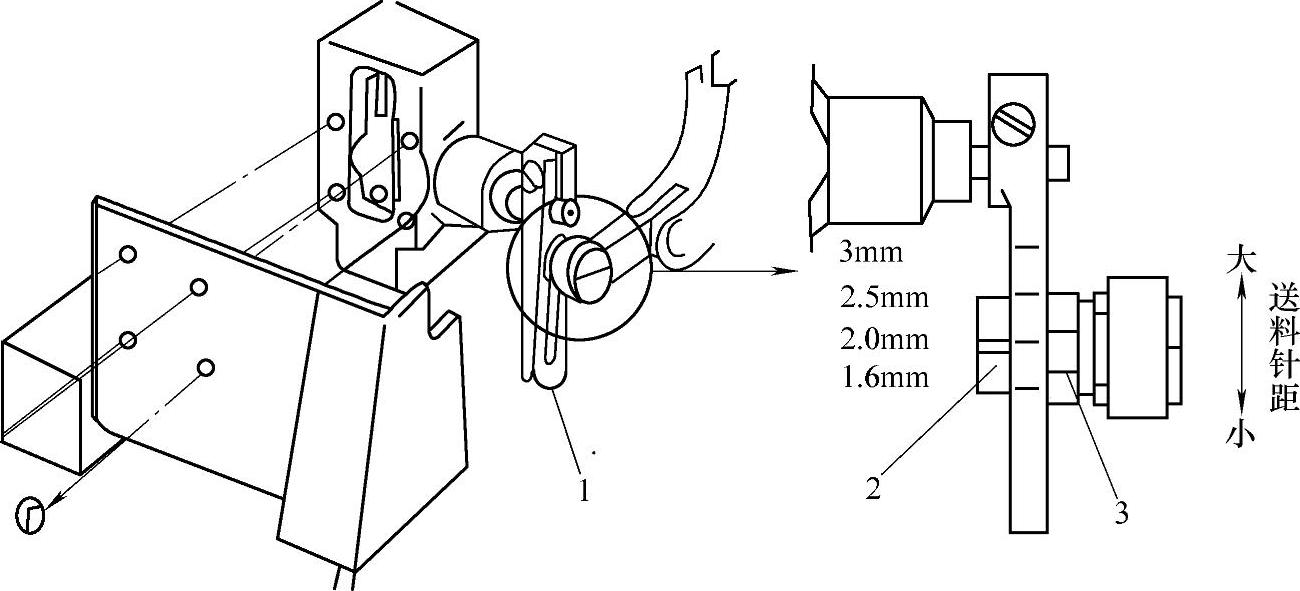
图8-73 针距调节
1—差动调节杆 2—差动调节销 3—固定螺母
(1)调整要求 总体上讲,送料牙的针距长度调整,应与绷缝机一侧的线迹长度保持一致。
(2)调整方法
如发现送料牙与牙架相碰撞时,前后移动送料摆动杆2(见图8-74),调整到不相碰为止。
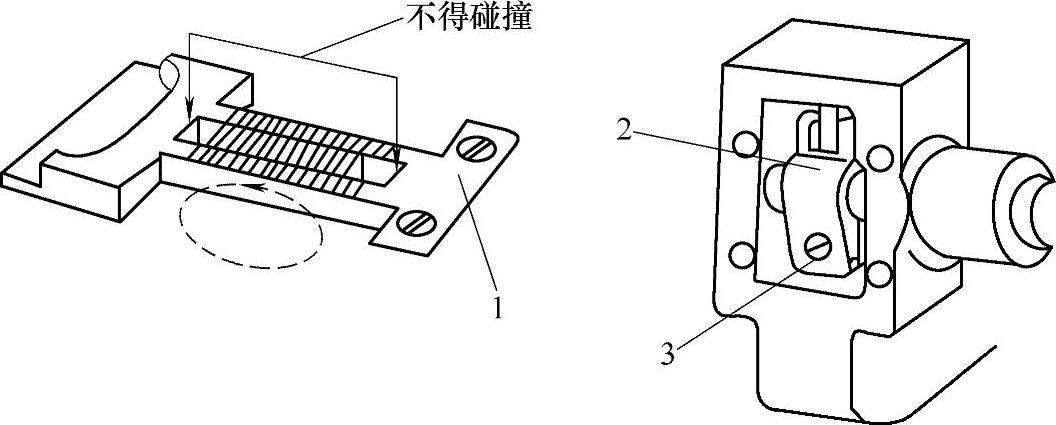
图8-74 针距调整后检查
1—送料台 2—送料摆动杆 3—固定螺钉
21.送料的上下、前后调整
(1)调整要求 保证送料量。当送料牙的送料量达不到要求时,应调整送料牙的高度。
(2)调整方法
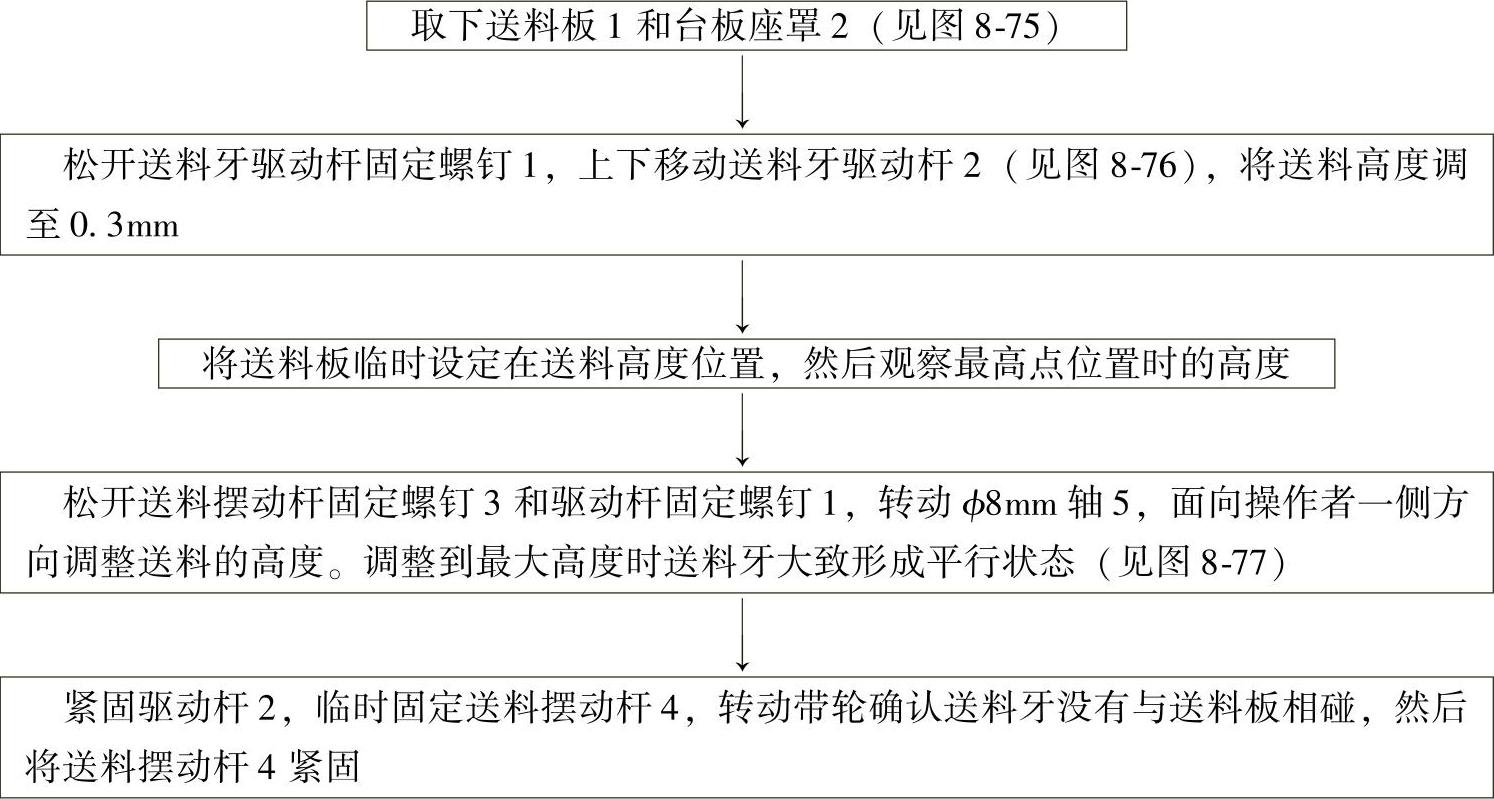
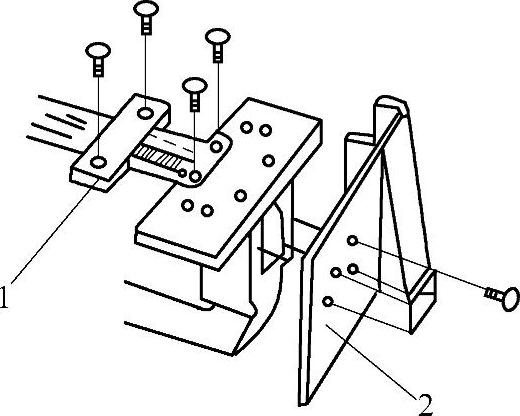
图8-75 送料调节
1—送料板 2—台板座罩
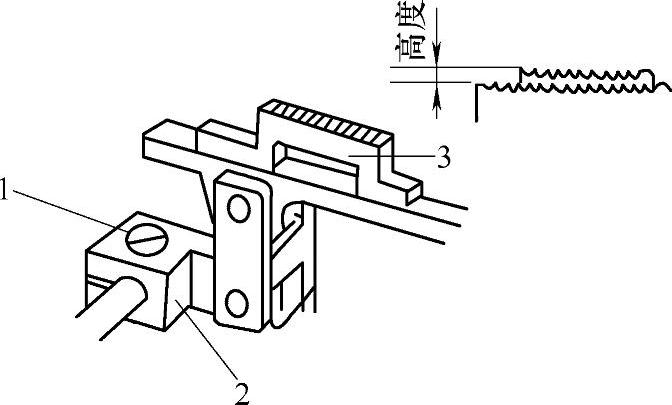
图8-76 送料的上下调节
1—固定螺钉 2—驱动杆 3—送料牙
注意:调节时,必须确认送料牙不得与送料板相碰撞。碰撞时,左右移动送料牙连杆,将其调整到不相碰的位置。
22.送料压脚压力的调整(见图8-78)
(1)调整标准 压脚压力为25N。应根据不同的缝料性能要求来调整压脚压力。
(2)调整方法 松开调压螺钉2,上下调整调压螺母1,设定压脚压力。
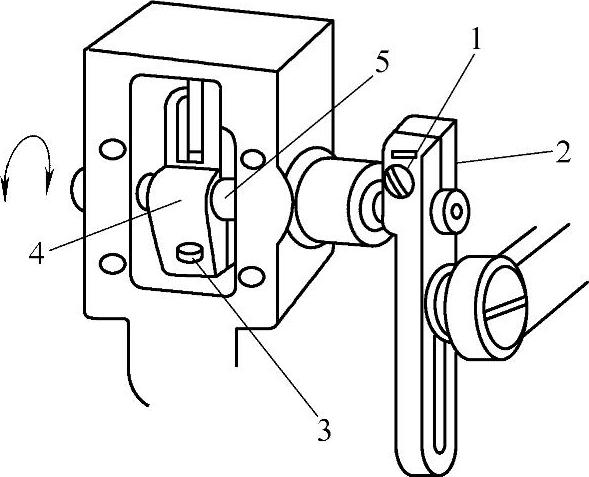
图8-77 送料的前后调节
1、3—固定螺钉 2—驱动杆 4—摆动杆 5—ϕ8mm轴
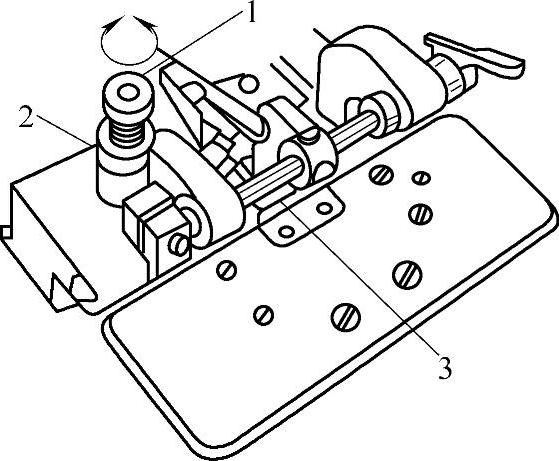
图8-78 送料压脚压力的调整
1—调压螺母 2—调压螺钉 3—压脚
23.机体外壳装置的装拆
在调整弯针的后退量、机针与弯针的间隙等时,必须拆下机体外壳装置之后进行。
外壳装拆方法如下(见图8-79)。
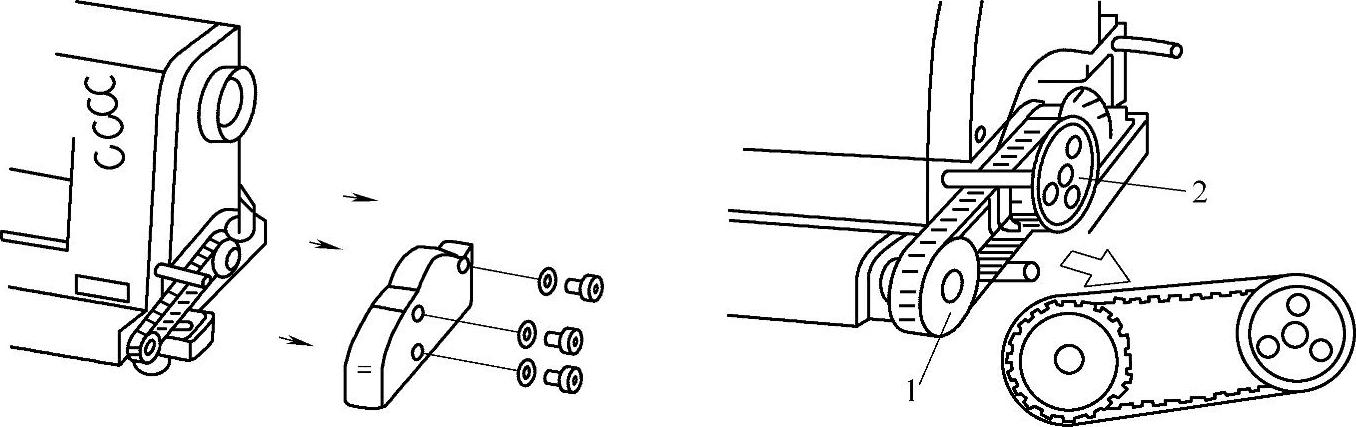
图8-79 机体外壳装置的装拆
1—从动轮 2—驱动轮 3—同步带
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






