1.机针的选用和安装
国产绷缝机一般使用GK16型机针,进口绷缝机则多使用UY128GAS型机针。机针号应按照缝纫作业内容适当选择(见表8-2)。
表8-2 机针的选用

机针的安装如图8-17所示。针槽应面向操作者,换针时将针杆升至最高位置,旋松机针紧固螺钉1,将机针插至针座底部,摆正机针位置,再拧紧紧固螺钉1。
2.穿线法及缝线张力
绷缝机一般穿线法如图8-18所示。
缝线的张力,应根据缝料的种类、线的材料和线径支数、针迹长度以及针距的不同而变化,应按使用状态对张力调节器作调整:向顺时针方向转动,张力增大;反之,则张力减小。一般缝薄料或用羊毛线缝纫时,张力要小;缝厚料或用纱线缝纫时,张力要大。在线迹平整稳定的范围内,缝线张力应尽可能小。张力超限,会引起断线或跳针等现象。
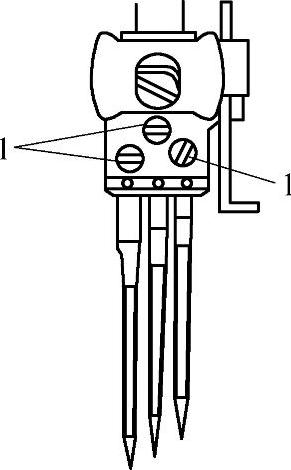
图8-17 机针的安装
1—紧固螺钉
针线的挑线量标准如图8-19a所示。针杆挑线杆1与螺钉2中心的距离为57mm,当挑线杆运动到最高位置时,挑线杆3上面处于水平状态,若将挑线杆向D向移动,可把针线收紧;向E向移动,可放松针线。如经上述调整,张力仍不合适,可以旋松螺钉4,把过线孔沿H或I向移动:往H向移动,针线收紧;往I向移动,针线放松。从螺钉4中心至过线孔5顶边的标准距离,应为18mm。
由于缝线的种类和特性不同,可能有时左侧机针的线环形成动作过大,使缝线扭曲或下垂,线环失稳,弯针不能钩住左侧针线,出现跳线。在该情况下,如图8-20所示,要使左针线在线夹的上面通过。
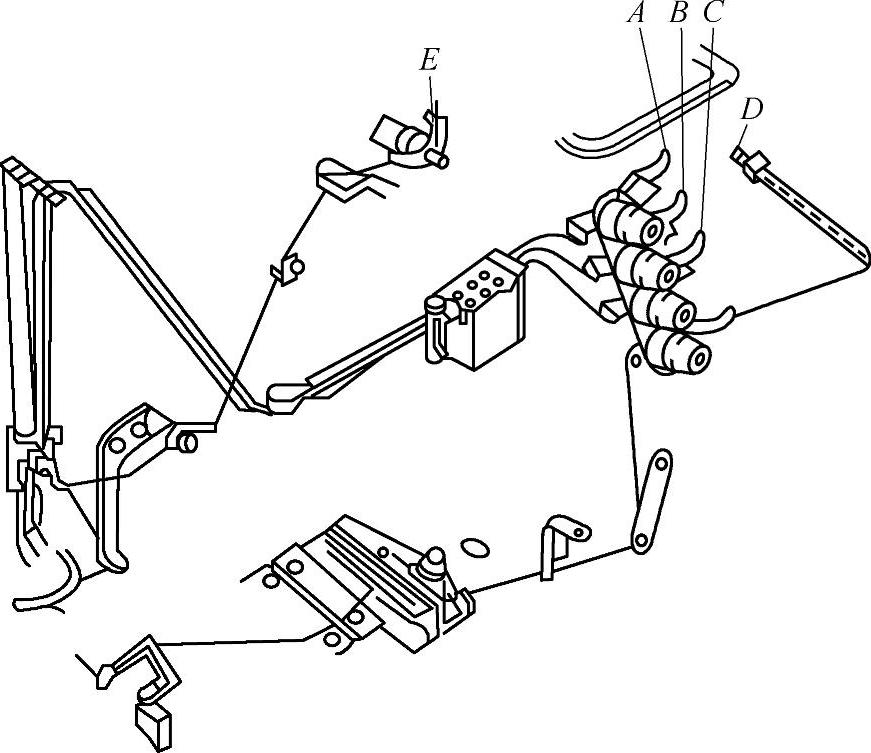
图8-18 绷缝机的穿线示意
A~E—穿线位置
饰线的张力调整如图8-21所示。要增大饰线的挑线量,可旋松螺钉1,把过线孔2向M向移动,挑线量大,饰线放松;向N向移动,则相反。
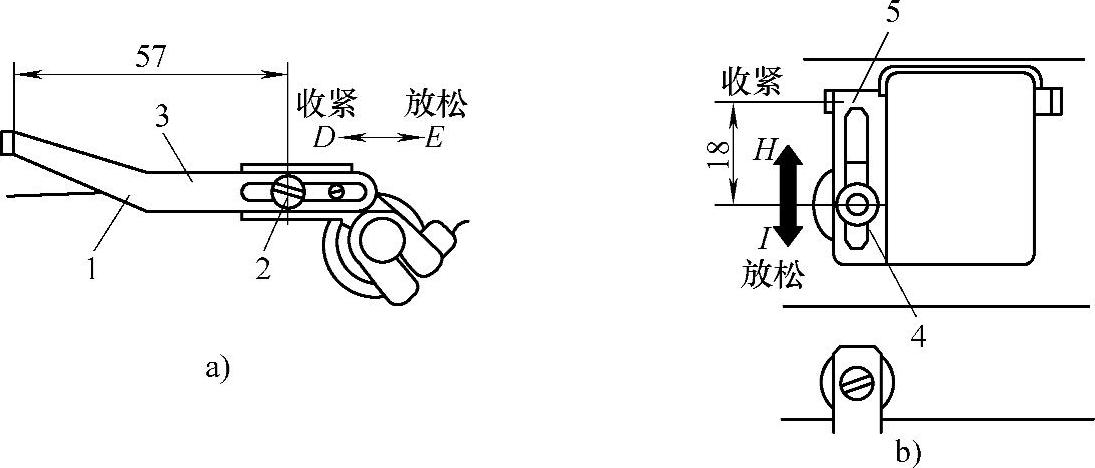
图8-19 针线的张力调整
1—挑线杆 2—螺钉 3—挑线杆 D、E、H、I—移动方向 4—螺钉 5—过线孔
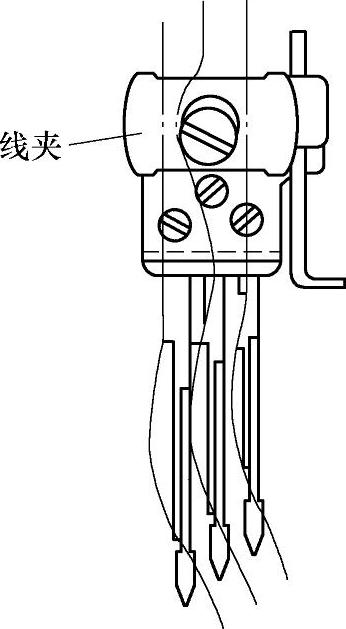
图8-20 左侧针线在线夹上面
在使用弹性较大的缝线时,因针线线环不稳定,要使用针线线导,如图8-22所示,先旋松螺钉1,使针线线导对正操作者,当针杆处于最低位置时,使针线线导2的上面与针杆过线板3的过线孔在同一水平面上,最后旋紧螺钉1。
3.压脚及其位置的调整
压脚压力一般应尽可能调小,但过分小,会使送料不匀,线迹不良和发生跳针。压脚压力的调整如图8-23所示,将调整螺钉2顺时针旋可增大压脚压力,反之则压力减小。
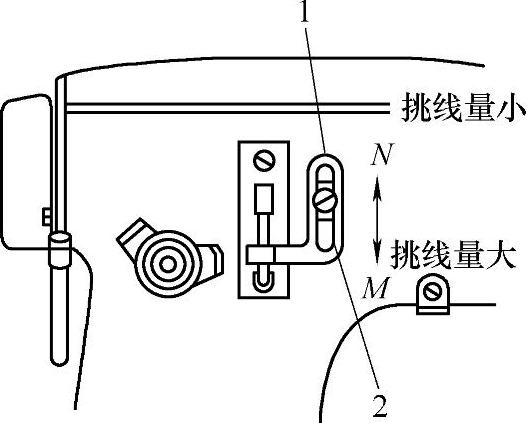
图8-21 饰线的张力调整
1—螺钉 2—过线孔 M、N—移动方向
压脚的位置调整如图8-24所示,首先旋松紧固螺钉2,再把压脚前部向左或向右移动,调整落针位置,当机针落在正确位置后,旋紧紧固螺钉2。
GK10-3型绷缝机的压脚提升高度,由压紧杆上的压紧杆紧圈定位,当压脚板与针板上平面接触时,压紧杆紧圈上平面与压脚轴套下平面相距3mm。调整时可旋松紧圈螺钉,上下移动紧圈至规定尺寸,再旋紧紧固螺钉。
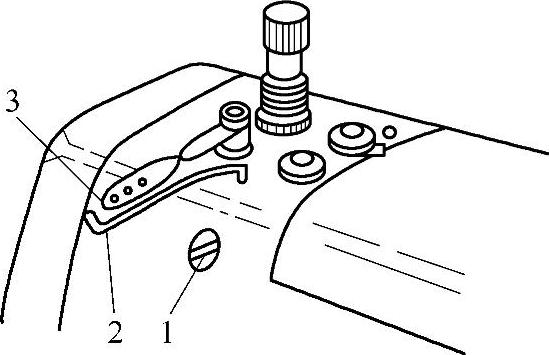
图8-22 针线线导的使用
1—螺钉 2—针线线导 3—针杆过线板
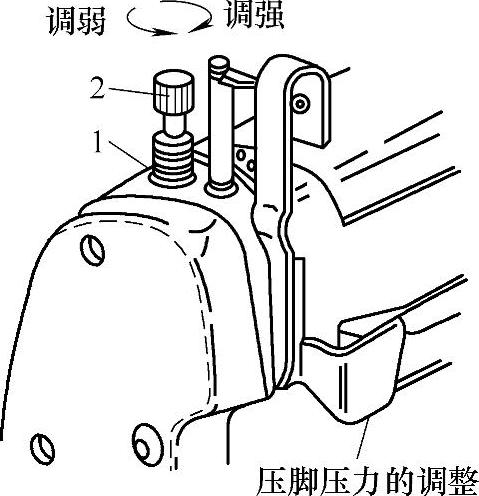
图8-23 压脚压力的调整
1—紧定螺母 2—调整螺钉
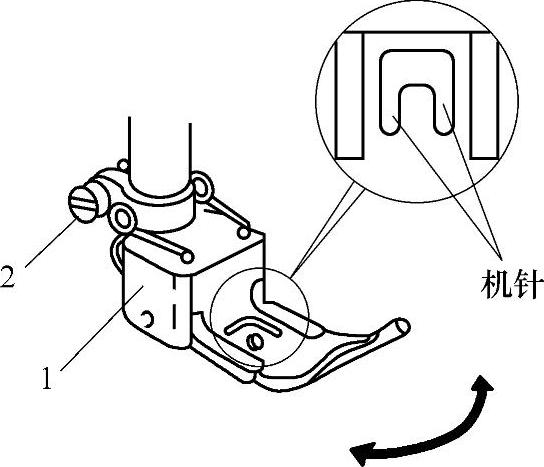
图8-24 压脚位置的调整
1—压脚 2—紧固螺钉
4.针杆的调整
针杆高度位置必须正确,因为针杆高度与针距、送料时间、送线收线时间、弯针钩线量等有着密切的关系。
GK10-3型绷缝机针杆高度以针杆上升到最高位置时为基准,其右直机针尖到针板上平面的距离为12.5mm。调整时使针杆升到最高位置,打开上盖,旋松上轴曲柄螺母,上下移动针杆,使右直机针针尖至上述位置,紧固曲柄螺母。
有的绷缝机以弯针为基准,确定针杆高度。当弯针尖摆到左机针中心时,弯针尖在机针针眼之上,距针眼上边的距离应为0.5~1mm,如图8-25a所示。调整时,先旋松针杆连接架螺钉,上下移动针杆,使针杆高度达到上述标准后,拧紧螺钉即可。
还有的绷缝机针杆标准高度,如图8-25b所示,即弯针针尖与右面机针的左侧相合时,针眼上端与弯针尖的距离为1.5mm。
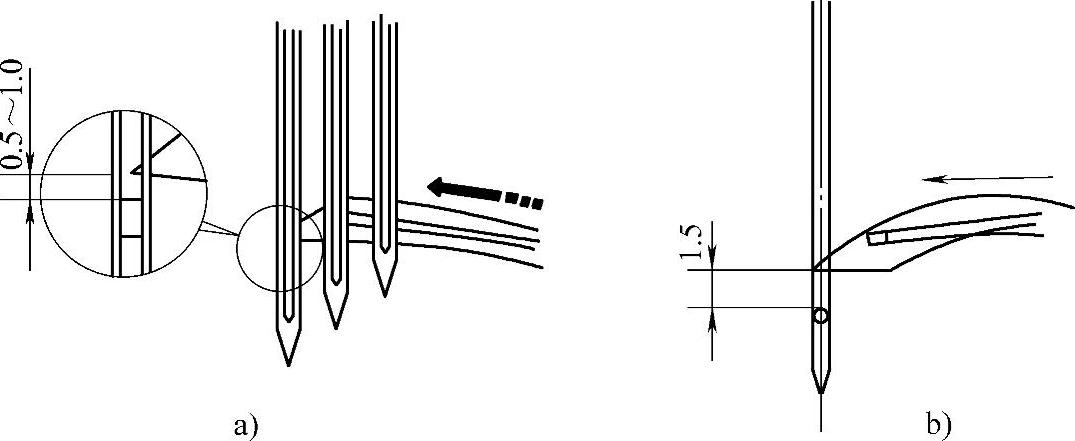
图8-25 针杆高度
5.弯针与机针的钩线距
1)当针杆处于最低位置、弯针处于最右位置时,弯针尖与中间机针中心的距离应为9.2mm。为便于调整,一般取弯针尖与最右面机针(短针)中心线之间的距离为钩线距M,如图8-26所示,标准钩线距见表8-3。
表8-3 标准钩线距

2)当针杆上升、弯针左摆,弯针尖与右机针中心相交时,如图8-27所示,弯针尖与机针后面的间隙应为0~0.05mm。调整时,先拆去右机针2,当弯针1左摆针尖E摆至中间机针3的后面时,使E与3的间隙在0~0.05mm范围内,然后装上右机针2,这时机针2与弯针相碰,用护针杆把机针前推0.2~0.3mm,使弯针尖与机针2的间隙为0~0.05mm。
3)当弯针尖到达左机针中心时,弯针尖高出针眼上口0.5~1mm,如图8-25a所示,弯针尖与左机针间距约为0.2mm。
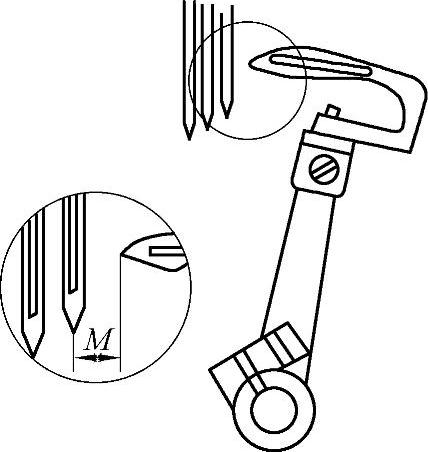
图8-26 弯针针尖与右机针中间的钩线距
4)当机针下移时,弯针向右移动,机针必碰到弯针背部,并稍稍弯曲,但不能过于弯曲,否则会擦伤针尖和弯针。
GK10-3型绷缝机机针与弯针纵向钩线距的调整,如图8-28所示,用一只双头扳手固定住弯针弹子连杆调节杆,用另一只扳手旋松右面的一只调节杆倒牙螺母,再旋松调节杆螺母,将弯针弹子连杆向A向旋,弯针的钩线距加大;向B向旋,钩线距减小。调至标准的钩线距后,一只扳手固定弯针弹子连杆调节杆,另一支扳手分别旋紧两只螺母即可。
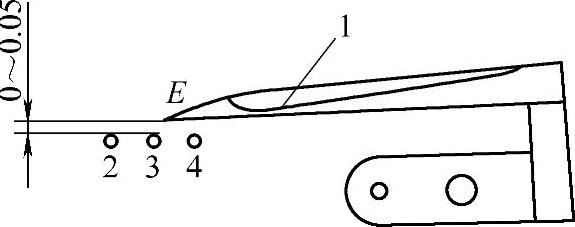
图8-27 弯针与机针的间隙
1—弯针 2、3、4—机针E—针尖
横向钩线距的调整如图8-29所示。当弯针从右向左移动时,机针从最低位置上升,弯针尖与右机针中心相交时,弯针尖与机针后切口的间距应为0.05mm。调整时,可旋松曲柄螺钉1,扳动弯针架2,转动弯针架曲柄轴3,使弯针尖与针相距0.05mm,然后旋紧曲柄螺钉。
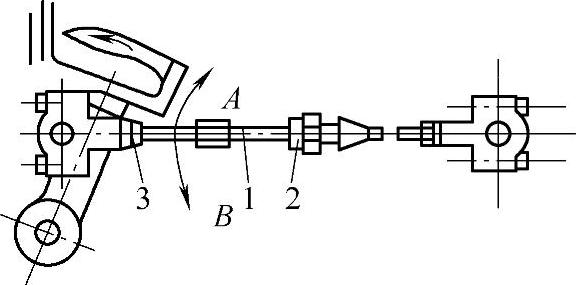
图8-28 弯针纵向运动
1—弯针弹子连杆调节杆 2—调节杆倒牙螺母 3—螺母
也有的GK系列绷缝机机针和弯针的纵向钩线距,可通过旋松弯针夹持座锁紧螺钉调整。横向钩线距的调整如图8-30所示,先松开联接螺钉,把机座拆开翻转机头,用套筒扳手松开弯针摇杆1的紧固螺钉2。当弯针摇杆1上的标记对正弯针摇臂可调偏心套3的标记“S”时,钩线距变小;而当标记对正“L”时,钩线距变大。调好后,把套筒4与转轴5和偏心套3一起装上,消除左右方向的间隙,拧紧螺钉2即可。
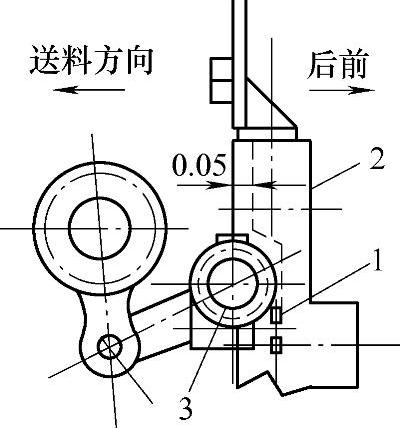
图8-29 横向钩线距的调整
1—曲柄螺钉 2—弯针架 3—弯针架曲柄轴
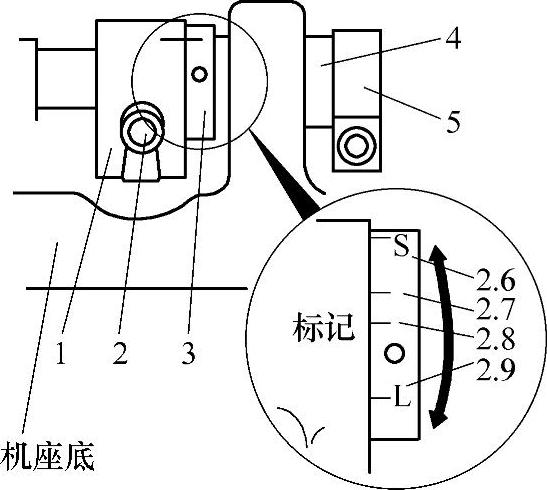
图8-30 GK201型绷缝机弯针横向钩线距的调整
1—弯针摇杆 2—弯针摇杆紧固螺钉 3—可调偏心套 4—套筒 5—转轴
6.机针与弯针的同步运动
机针与弯针在运动时间上同步,是形成线缝的关键要素之一。如果弯针比机针快,弯针背部的线三角将不稳定,机针尖插向线三角时不准,易产生跳针和花针;而弯针比机针慢,面线张力会加强,易产生面线收不紧等现象。两针同步配合的标志为:机针从最低位置开始上升,弯针也恰好从最右位置向左运动。(https://www.daowen.com)
GK10-3型绷缝机机针与弯针同步的调整,如图8-31所示,是通过横轴摆动凸轮螺钉1调整的。其同步标准位置:第一只螺钉与联轴器2上的不定位螺钉3约差半只螺孔位置。若把螺钉1向x向移动,则机针加快运动;反向移动,则机针放慢运动。
另外,有的系列绷缝机机针与弯针同步运动的调整如图8-32所示。同步标准为:弯针连杆偏心套的螺钉1与弯针摇臂2上的孔对准时,螺钉1与主轴槽坑的边3成一直线。若将螺钉中心线向x方向偏移,则机针加快;向反向偏移,则机针放慢。
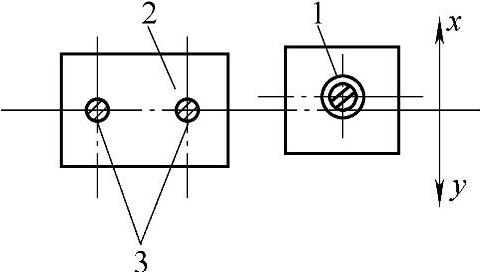
图8-31 GK10-3型机针与弯针同步调整
1—横轴摆动凸轮螺钉 2—联轴器 3—不定位螺钉
7.弯针与弯针挑线凸轮运动时间的同步
此同步标准为:在弯针摆至最左端开始反向右摆时,弯针挑线凸轮开始接触缝线。若该凸轮挑线慢于弯针,弯针的线三角线没有拉紧,使三角线环处于最低位置,机针将穿不进线环而引起线三角跳针;若该凸轮挑线快于弯针则线三角拉得过紧,使三角线环减小,针尖还没有完全进入线三角内,也易引起背部线三角跳针。一般来说,弯针挑线凸轮稍快一点,可使底线张力减小,得到良好的线迹;另外,底线打得松一点,底线花纹就宽,反之,底线就紧,缝料下的花纹变窄。
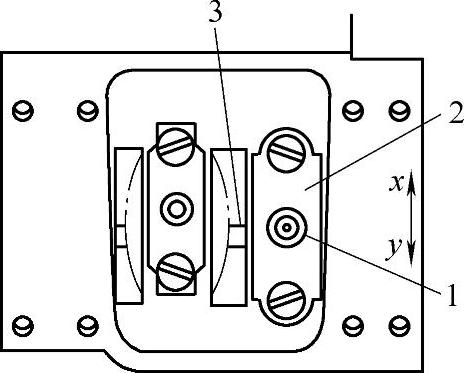
图8-32 GK201机针与弯针同步调整
1—弯针连杆偏心套的螺钉 2—弯针摇臂 3—主轴槽坑的边
GK10-3型绷缝机的弯针挑线凸轮如图8-33所示。调整方法为:旋松挑线凸轮1上的两只定位螺钉2,向A向调,挑线凸轮快于弯针,底线松;向B向调,挑线凸轮慢于弯针,底线紧。
GK201系列绷缝机弯针挑线凸轮的定位调整如图8-34所示,即:挑线凸轮的最高点2到脱圈支架3上面的距离为5~7mm。旋松定位螺钉4,移动弯针挑线凸轮位置,即可作调整。
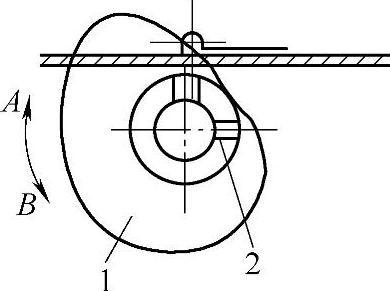
图8-33 GK10-3型绷缝机弯针挑线凸轮调整
1—弯针挑线凸轮 2—定位螺钉
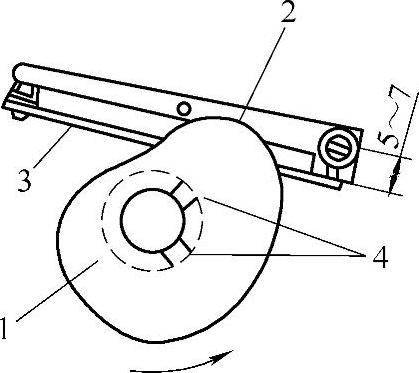
图8-34 GK201系列绷缝机弯针挑线凸轮定位调整
1—弯针挑线凸轮 2—挑线凸轮最高点 3—脱圈支架 4—定位螺钉
8.护针杆的调整
GK10-3型绷缝机护针杆的调整如图8-35所示。旋松护针杆两只定位螺钉2,把护针杆1调至标准位置(当机针处于最低位置时,护针杆前抛光的扁平部位与左直针尖处的间距为0.1~0.2mm),旋紧定位螺钉即可。
GK201系列绷缝机护针杆的调整,如图8-36所示,当弯针开始与右机针相遇时,把护针杆固紧在机针尖上面的2mm处,然后调节护针杆,把右机针向前推移0.2~0.3mm。另外,当中间机针和左机针尖从最低点上升2mm时,要使机针和护针杆之间的间距为零。
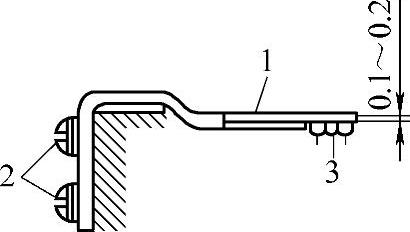
图8-35 GK10-3型绷缝机护针杆的调整
1—护针杆
2—护针杆定位螺钉
3—直机针
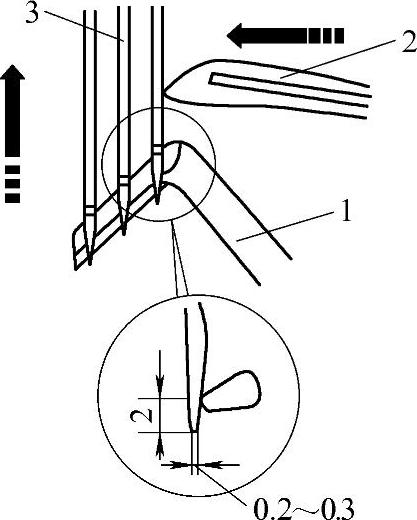
图8-36 GK201系列绷缝机护针杆的调整
1—护针杆 2—弯针 3—机针
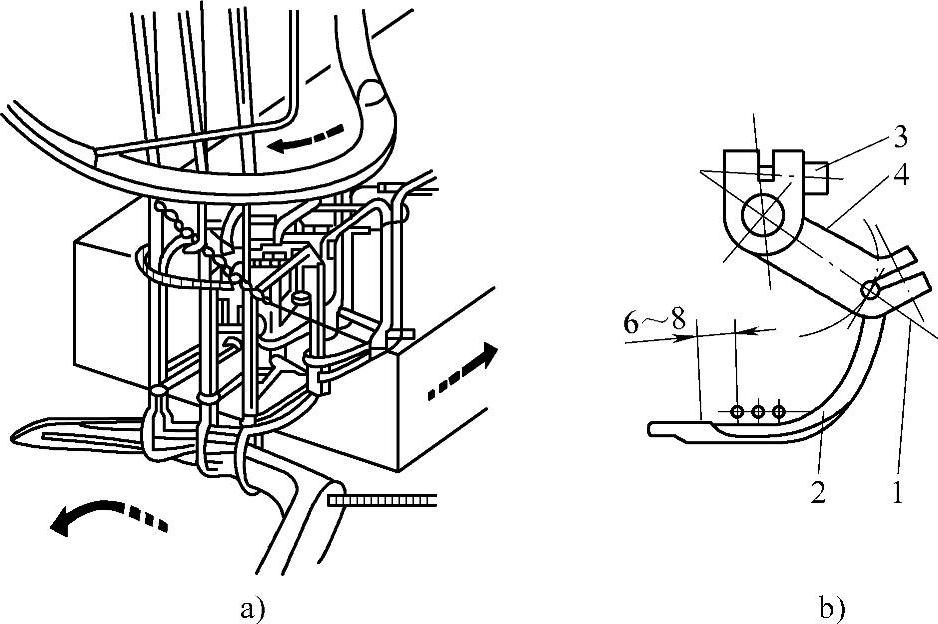
图8-37 GK10-3型绷缝机绷针高度的调整
1—绷针夹紧螺钉 2—绷针 3—绷针曲柄夹紧螺钉 4—绷针曲柄
9.机针与绷针的配合
GK10-3型绷缝机绷针高度的调整如图8-37所示。亦即,当绷针处于最低位置时,右机针能插入绷针的上线,并把绷针尽量装高,既要保证右机针插入绷针上线,又要相应地提高压脚的提升距离。调整时,旋松绷针夹紧螺钉1,上下移动绷针至所需的位置即可。
其绷针钩线距离的调整如图8-38所示,标准为:当机针处于最低位置时,绷针处于最右位置;当机针移到最高位置时,机针向下右针要插入绷针上线内,左、中针应插入绷针下线;当绷针在最左位置时,其绷针钩尖到左直针中心的距离为6~8mm,如图8-37b所示,此距离可通过转动绷针曲柄来调整;绷针钩尖从最右位置向左移动,与左直针中心交叉时,间距应为0.3~0.5mm,如图8-38b所示。此距离可通过转动绷针来调整,调整时,绷针与绷针曲柄的夹紧螺钉要相应配合。
GK10-3型绷缝机绷针和绷线挺线杆的配合,如图8-39所示。当绷针在最右位置时,绷线挺线杆1向外挺足,并通过挺线架把绷针上面的余线绷紧拉直;当绷针向左运动时,挺线杆向内移动,放松绷线,使绷针钩尖左移时有足够的线量;当针杆位于最高位置时,绷针在最左位置,挺线杆的轴端面高出轴套外平面18mm。调整时,旋松曲柄夹紧螺钉3,转动主动轮,使针杆在最高位置,调整挺线杆轴端高出轴套外平面18mm后,紧固曲柄夹紧螺钉3。
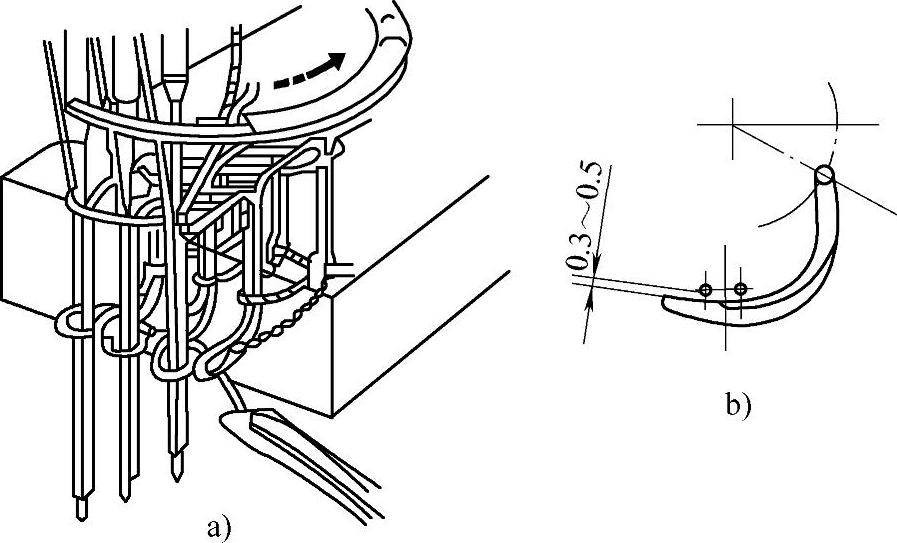
图8-38 GK10-3型绷缝机绷针钩线距离的调整
绷线量调整:旋松绷线挺线架夹紧螺钉4,把挺线架向外移,挺线量增大;向内移,挺线量减小,调好后紧固螺钉4。
GK201系列绷缝机绷针与机针配合,如图8-40所示,当绷针1向左移时,其线钩尖与最右机针间距0.5~0.8mm;摆到最左端时,从最左机针中心线到绷针拨线钩钩尖的距离为6~7mm,绷针标准高度即针板面至绷针底面的距离为8.5~9.5mm。
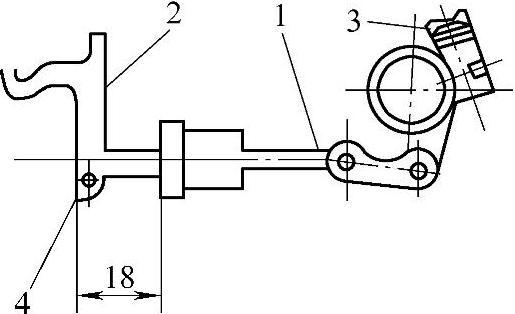
图8-39 GK10-3型绷缝机绷针与绷线挺线杆的配合
1—绷线挺线杆 2—绷线挺线架 3—曲柄夹紧螺钉 4—挺线架夹紧螺钉
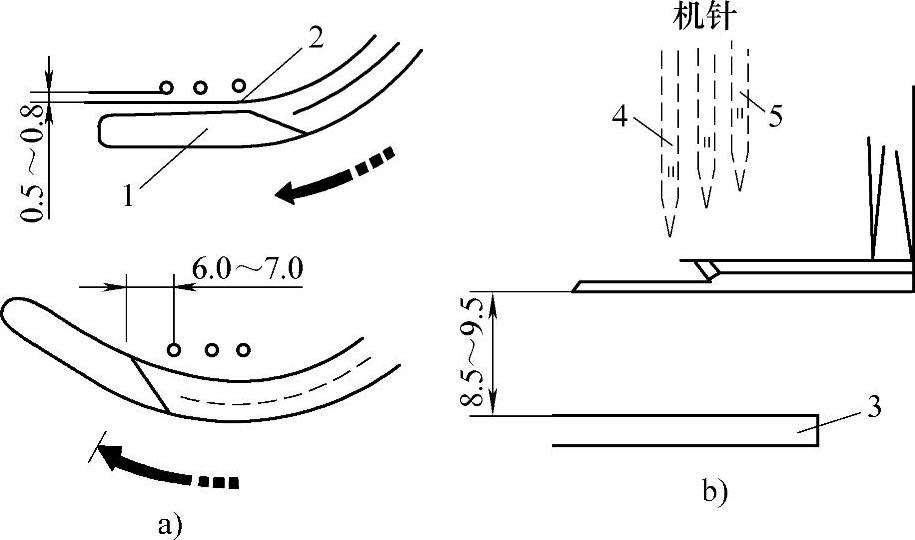
图8-40 GK201系列绷缝机绷针与机针配合
1—绷针 2—绷针拨线钩钩尖 3—针板 4—左边机针 5—右边机针
10.送料牙的调整
绷缝机送料牙有主送料牙和差动送料牙两种,高度相同,标准高度为:送料牙升到最高位置时,牙齿最高面超出针板上平面0.8~1.5mm,此时齿面应与针板上平面平行,如图8-41所示。送料牙高度由送料牙底板螺钉来调节。送料牙过高,易引起拖针,使机针弯曲或折断,损坏缝料;过低,送料力不够,使针距不均。
差动送料主要用于缝制呢料、厚料以及带有弹性能自由伸长的缝料,防止缝纫时变形拉长;还能作正向的差动送料(收缩缝纫)和反向的差动送料(伸展缝纫)。
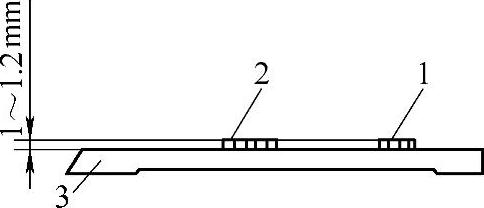
图8-41 送料牙的调整
1—主送料牙 2—差动送料牙 3—针板
GK10-3型绷缝机差动送料的调整如图8-42所示,把差动牙调整螺钉向上(A向)移动,差动送料量加大;向下移,差动送料量减小;调至所需的差动送料距离时,旋紧差动牙螺钉。GK201系列绷缝机差动送料的调整,可经更换送料驱动偏心套来进行。当差动送料驱动偏心套的标号比主送料驱动偏心套的标号小时,发生收缩缝纫,标号相差越大,差动比也越大;反之,则发生伸展缝纫。不换偏心套,只上下摆动调节杆,也可调整差动送料,如图8-43所示。放松螺钉1,上下摆动调节杆2,当该杆中心标线对正刻度板3上的刻度线4时,差动送料与主动送料之间的送料比,由所装偏心套的大小确定。若两只偏心套标号相同,则不能差动送料。
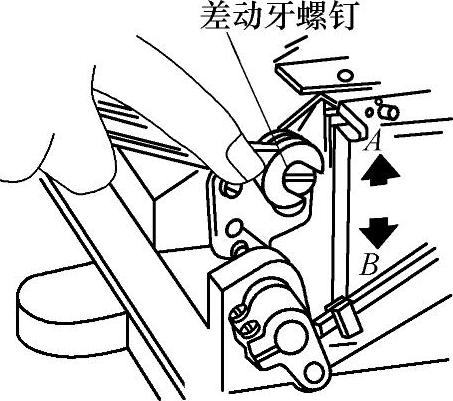
图8-42 GK10-3型绷缝机差动送料的调整
当调节杆的中心标线调至刻度线4以上时,正向差动送料(收缩缝纫)随调节杆上升而增大;当调节杆中心线调至刻度线8以下时,反向差动送料随调节杆下降而增大。如果需要在开机时调节送料的差动量,可用附件5把调节杆2与拉链7连接起来,用脚控制调节杆的上下动作。调节杆挡块6是用来确定调节杆最高、最低位置的,以防差动送料牙与主送料牙或针板相碰。
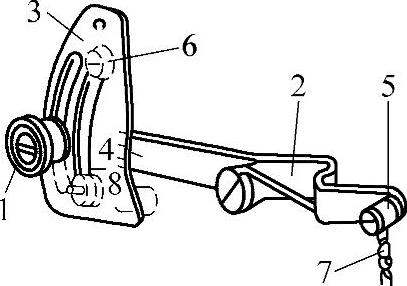
图8-43 GK201差动送料调整
1—螺钉 2—调节杆 3—刻度板 4—刻度板上的刻度线 5—附件 6—调节杆挡块 7—拉链 8—刻度板上定位线
11.针迹长度的调整
GK10-3型绷缝机针迹长度的调整如图8-44所示,可用调节针距调整螺钉1进行。旋松针距调节螺母2,用螺钉旋具旋转螺钉1,逆时针转,针距增大;顺时针转,针距减小。调节到所需的针距,旋紧螺母2。
GK201系列绷缝机针距的调节,是随着送料驱动偏心套M的更换进行的。偏心套大小用标号区分,标号用每英寸的针数表示,见表8-4,调节方法如图8-45所示。先用套筒扳手6松开螺母1,拆去止动垫圈2,把偏心套取出器7旋入偏心套螺孔中,取出偏心套8;再把所需偏心套装上,装入垫圈2,旋紧螺母1即可。
表8-4 GK201系列绷缝机送料驱动偏心套标号

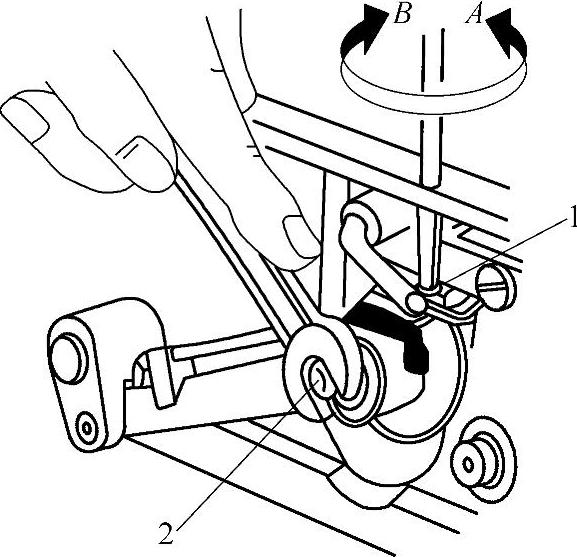
图8-44 GK10-3型绷缝机针迹距长度的调整
1—螺钉 2—螺母
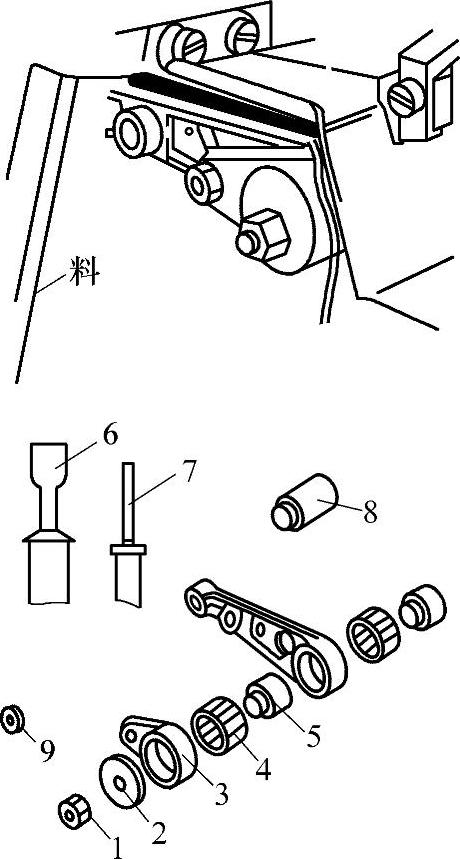
图8-45 GK201系列绷缝机针迹距长度的调整
1—螺母 2—止动垫圈 3—主送料驱动联接块 4—滚针轴承 5—偏心套 6—套筒扳手 7—偏心套取出器 8—送料驱动偏心套 9—螺母
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




