1.机针的高度
机针在上死点时,针尖距离针板上面10mm。机针高度在机器组装时已经调好不会变动。如果机器发生故障,经检查是机针高度变动或者是大拆后重新组装,可参照图7-52调整。
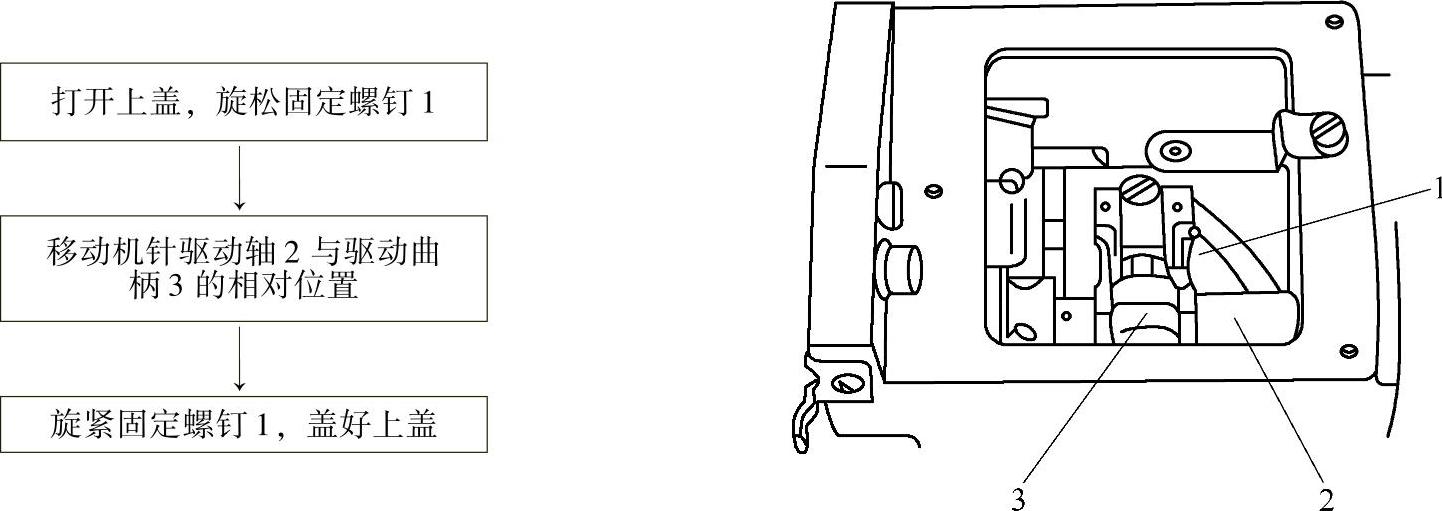
图7-52 机针高度调整
1—固定螺钉 2—驱动轴 3—驱动曲柄
注意:调整时将机针位于上死点,并使用150mm钢直尺立在针板上面进行测量。
2.针板的位置
针板位置以机针为中心,可以进行微量调整。针板位置的调整如图7-53所示。机针下降至针板孔内时,包缝机针(右侧机针)的中心距针板孔前边为1.3mm,链缝机针(左侧机针)的中心距针板孔前边为1mm。两机针与两针孔左右的间隙应相等,可旋松固定螺钉(4个),移动针板台板进行调整。
3.弯针的调整
(1)下弯针 下弯针的调整如图7-54所示。下弯针1在左死点时,和机针2的距离是3.7~4.3mm。安装弯针时,应将下弯针与弯针曲柄上的定位销靠住,以保证弯针的运动半径。下弯针与机针交叉时的间隙为0.05~0.1mm。调整时,旋松固定螺钉4,移动弯针曲柄3即可。
(2)上弯针 上弯针的调整如图7-55所示。上弯针2前进到针板上面左极限位置时,弯针尖与针板上面的距离,MO—2514型为10.4~11.0mm,MO—2504型、MO—2516型为10.7~11.3mm;弯针尖与机针中心的距离,MO—2514型为4.8mm,MO—2504型、MO—2516型为4mm。

图7-53 针板位置的调整
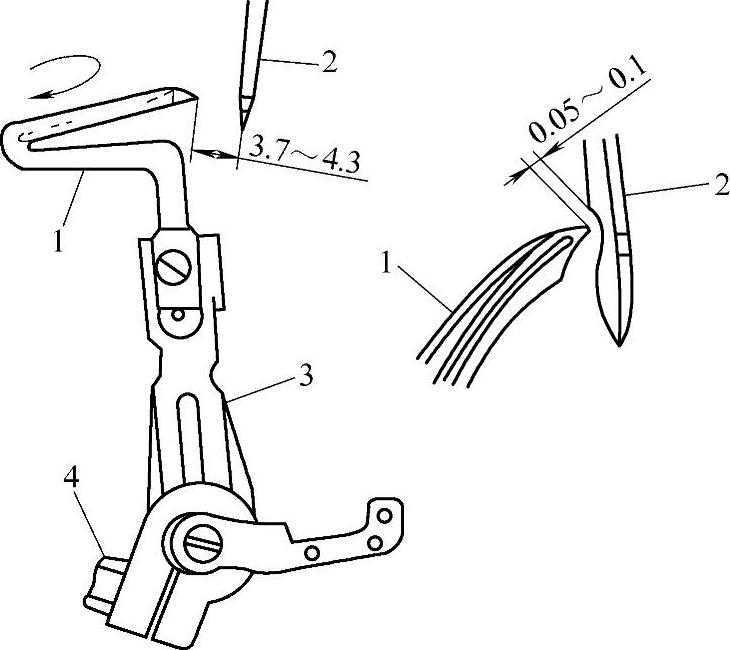
图7-54 下弯针的调整
1—下弯针 2—机针 3—弯针曲柄 4—固定螺钉
上弯针与下弯针交叉时的间隙为0.05~0.2mm。
旋松固定螺钉3,即可移动上弯针2,完成上弯针的调整。
如图7-56所示为上弯针曲柄位置。上弯针曲柄3的标准位置为:上弯针曲柄3在最高位置时,机壳底平面距曲柄销1上面的高度,MO—2514型为(46.7±0.05)mm,MO—2504型、MO—2516型为(45±0.05)mm。调整方法:用手转动带轮,使上弯针曲柄3抬起至最高点,旋松曲柄紧固螺钉,调整高度至标准后,旋紧螺钉。

图7-55 上弯针的调整
1—下弯针 2—上弯针 3—固定螺钉

图7-56 上弯针曲柄位置
1—曲柄销 2—上弯针滑杆 3—上弯针曲柄 4—上弯针摆轴
使用不同针号的机针,应更换相应编号的上弯针。机针号与上弯针的配置见表7-14。
表7-14 机针号与上弯针的配置

(3)链线弯针 链线弯针的调整如图7-57所示。链线弯针1后退至最左点时,与机针2的距离是1.8~2mm,与机针交叉时的间隙为0.05~0.1mm。旋松固定螺钉3、4,可进行调整。链线弯针运动半径为63.2mm,安装时将弯针插到底,就能保证该数值。
链线弯针的前后运动量如图7-46所示,标准值为2.93mm,调整范围为2.8~3.06mm。前后运动量的调整要根据机针的粗细,粗针数值大,细针数值小。调整方法如图7-58所示。打开机壳后盖,旋松固定螺钉,将直径2mm的铁丝插进孔内转动,记号位于上面时,链线弯针前后运动量为标准;记号在前面时,前后运动量最小;记号在后面时,前后运动量最大。链线弯针前后运动量不准,就会出现故障,运动量过大容易跳线,运动量过小就会碰撞机针。

图7-57 链线弯针的调整
1—链线弯针 2—机针 3、4—固定螺钉
此外,弯针球轴的位置很重要,它影响下弯针和链线弯针的左右摆动量,摆动量不准,弯针钩线时机就会不准。一般情况下,弯针球轴的位置是不需要调整的。但是,如果大拆后组装或者是因修理其他部位需拆卸后安装,就应将位置尺寸调准。如图7-59所示,球轴的球部与摆轴的中心距为26mm,因中心距很难测准,故可以按球轴肩部距曲柄端面为3.5mm的尺寸进行调整。调整时,旋松球轴紧固螺钉,移动球轴即可。

图7-58 链线弯针的前后运动量调整
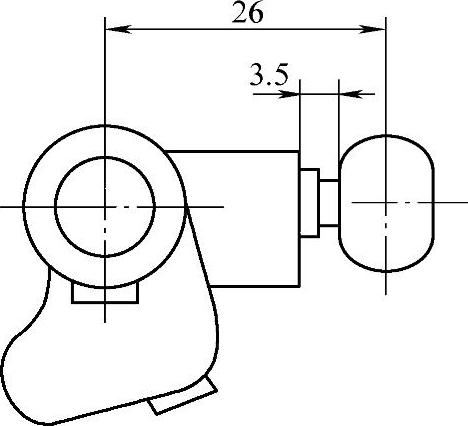
图7-59 弯针球轴的位置调整
4.压脚和送料牙
(1)压脚 压脚调整如图7-60所示。压脚1放下时,压脚底平面应与针板上面全部接触。检查时转动手轮,使送料牙下降至针板下面,如果为倾斜面接触,则应旋松螺钉2进行调整。
调节压脚压力时,将压脚调压螺钉顺时针转动,压脚压力增加,逆时针转动压力减小。压脚向左打开时,应先转动带轮手轮,使机针位于上死点,然后按下抬压脚手柄,让压脚顺着针板平面向左打开,压脚返回时进行同样的操作。
(2)送料牙的高度 如图7-61所示,主送料牙1高出针板上面0.8mm为标准。但是,缝制厚料时可高些。主送料牙高度的调整,可旋松固定螺钉2进行。差动送料牙3的高度应与主送料牙的高度一致,旋松固定螺钉4可进行调整。辅助送料牙5的高度比主送料牙低0.5mm,旋松固定螺钉6可予以调整。
(3)送料牙的倾斜度 如图7-62所示,旋松固定螺钉2,把偏心轴1顺着箭头方向转,则送料牙前高后低;反箭头方向转,则送料牙前低后高。偏心轴上的标记在左面中间位置时,送料牙呈水平状态。

图7-60 压脚调整
1—压脚 2—螺钉
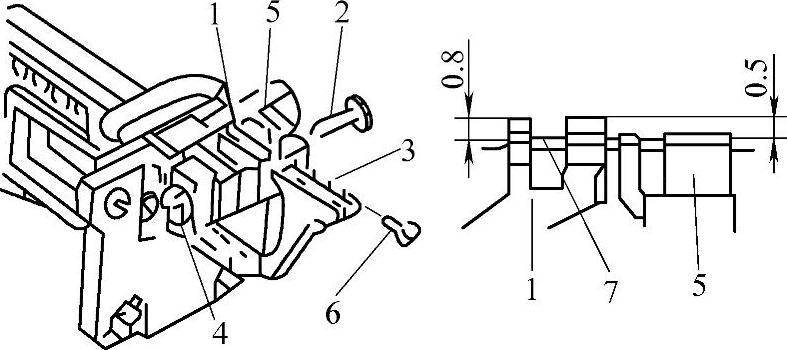
图7-61 送料牙的高度
1—主送料牙 2、4、6—固定螺钉 3—差动送料牙 5—辅助送料牙 7—针板
5.底线打线凸轮的位置(MO—2516)
如图7-63所示,机针位于上死点时,底线凸轮1的A部和底线凸轮爪2的下面平齐,可旋松固定螺钉3(2个)调整打线凸轮。另外,还可通过机针下降到针尖露出针板下面1~2mm时,底线是否正好被凸轮打到最后面,来对底线打线凸轮的位置进行检查。

图7-62 送料牙的倾斜度
1—偏心轴 2—固定螺钉
 (https://www.daowen.com)
(https://www.daowen.com)
图7-63 底线打线凸轮的位置
1—凸轮 2—凸轮爪 3—固定螺钉
6.面线夹板、压杆、导线器的位置
(1)面线夹板 面线(链缝)夹板的下端距针板上面63mm,夹板压力为0.05~0.1N,如果压力不够,就要更换新件。
(2)面线压杆 面线压杆的位置如图7-64所示。面线压杆的位置,MO—2504、MO—2516型机器,机针由下极限位置上升3.5~4mm;MO—2514型机器,机针由下极限位置上升5~6mm时,面线压杆一直要压住面线压杆弹簧。
(3)面线导线器 面线导线器的位置如图7-65所示。导线器上端距针板上面(74±0.5)mm,调整时可旋松固定螺钉,上下移动导线器即可。

图7-64 面线压杆的位置
1—面线压杆 2—固定螺钉 3—面线压杆弹簧

图7-65 面线导线器的位置
1—双链缝针线夹板 2、4—固定螺钉 3—双链缝针线导线器
7.导线板和弯针挑线杆的位置
上、下弯针线的张力和每个线迹所需要的线量多少,与导线板和弯针挑线杆的位置有直接的关系。调整方法为:在上弯针后退时,即下降到针板下面,按图7-66和表7-15所示的位置数据进行调整。其中,a、b尺寸对面线影响很大,大于标准尺寸时面线松弛,小于标准尺寸时面线收紧;c、d、e尺寸对线迹影响不大,但是如果位置不准,在运转时就会碰到其他机件;g、h尺寸影响上弯针线量,尺寸大线量增加,尺寸小线量减少;i、j尺寸影响下弯针线量,尺寸大线量增加,尺寸小线量减少;f、k尺寸同时影响上、下弯针的线量,尺寸大线量增加,尺寸小线量减少。

图7-66 导线板和弯针挑线杆的位置
表7-15 上弯针下降到针板平面时导线板和挑线杆的位置数据

8.切刀和包缝宽度的调整
(1)下切刀 下切刀1的刃部要和针板上平面平齐,可旋松固定螺钉2进行调整,如图7-67所示。下切刀的刃磨角度如图7-68所示。
(2)上切刀 如图7-67所示,上切刀3下降到最下点时,应和下切刀1咬合0.5~1mm,旋松固定螺钉4可进行调整。
(3)上切刀架轴的位置 如图7-69所示,上切刀架轴在最高位时,其上平面距针板上面34mm。调整方法为:拆下上盖,旋松上切刀叉形曲柄2的固定螺钉3,移动上切刀架轴1的位置即可。注意:上切刀架轴的转矩很大,固定螺钉3一定要拧紧。

图7-67 上、下切刀位置调整
1—下切刀 2、4、5、6—固定螺钉 3—上切刀
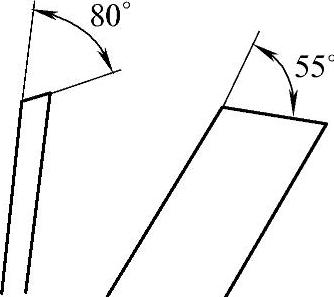
图7-68 下切刀的刃磨角度
(4)包缝宽度 通过更换零件,包缝宽度可在1.6~6.4mm的范围内调整。包缝宽度需要改变时,可参照图7-67,按下列顺序进行调整。
1)旋松固定螺钉5,把下切刀1向左侧按到底,然后固定。
2)旋松固定螺钉6,根据包缝宽度移动上切刀,再固定。
3)将上切刀降到最下点,旋松固定螺钉5,使下切刀和上切刀接触(靠下切刀架弹簧的推力),旋紧螺钉5。
9.线迹(针码)长度的调整
如图7-70所示,在调节线迹长度时,应首先关闭电动电源,再用手一边按下按钮,一边慢慢地转动带轮手轮,在听到“咔”的一声后按钮进入到孔内,这时以带轮护罩上的白色标记1——L为基准,转动带轮手轮调整到需要的长度。注意:带轮手轮上的数字表示的是线迹的大概长度,单位是mm。在一般情况下,线迹长度调整好之后,不需要经常变动。

图7-69 上切刀架轴的调整
1—上切刀架轴 2—曲柄 3—固定螺钉

图7-70 线迹长度的调整
1—带轮护罩上的白色标记 2—胶盖 3—螺钉
为了减少线迹长度调节机构机件的磨损,应将送料偏心轮进行固定。操作方法是:转动带轮手轮,将带轮上的L记号对准带轮罩上的白色刻线,然后将胶盖2取下,用螺钉旋具(俗称改锥、螺丝刀)将螺钉3拧紧即可。在需要调整线迹长度时,还应把螺钉3旋松。
10.差动送料机构的调整
差动送料机构的调整要根据缝制要求进行,一般的缝制不需要差动送料,或者只是需要一点拉伸送料,而特殊缝制,如抽褶等,才需要进行差动送料的调整。差动送料机构如图7-42所示。调整方法如下:
首先旋松差动送料调节杠杆6的锁紧螺母8,上下移动差动调节杠杆6,即可改变差动送料量,如果做微量调节可通过旋转微调螺钉7进行。
在刻度S的位置,差动比是1∶0.7的拉伸缝,也就是主送料牙送料移动1mm,差动送料牙送料移动0.7mm。在0位置,没有差动,主送料牙和差动送料牙料量一样。在0位置以下的刻度上是缩缝,数字越大,缩缝的差动比越大,最大可调至1∶2。
通过内部机构的调整,可增大差动比的调整范围。如图7-71a所示,螺母1的中心对准刻线(即标准位置),其差动比为:拉伸缝1∶0.7,缩缝1∶2;将主送料牙销2移到送料曲柄臂的最高点(图7-71b),其差动比为:拉伸缝1∶0.6,缩缝1∶1.6;将主送料曲柄销移到送料曲柄臂的最低点(图7-71c),其差动比为:缩缝1∶1.3,最大缩缝1∶4,没有拉伸缝。调整时,应将机壳后盖打开(图7-71d),旋松螺母,移动主送料曲柄销的位置。
11.护针板的调整(见图7-72)
MO—2504、MO—2514型包缝机设计有2个护针板。护针板1在下弯针3的尖到达机针4的中心时,应和机针轻轻地接触。护针板2应比针板下面低1mm,机针5位于最低点时,和护针板2的间隙为0.1mm。
MO—2516型五线包缝机设计有4个护针板,护针板1、2的调整和上述MO—2504、MO—2514型包缝机一样。护针板6、7的位置:机针位于最低点时,护针板6和机针的间隙为0.1mm,护针板7应和机针轻轻地接触。调整护针板时,护针板固定螺钉稍微松开一些,轻轻移动护针板即可。
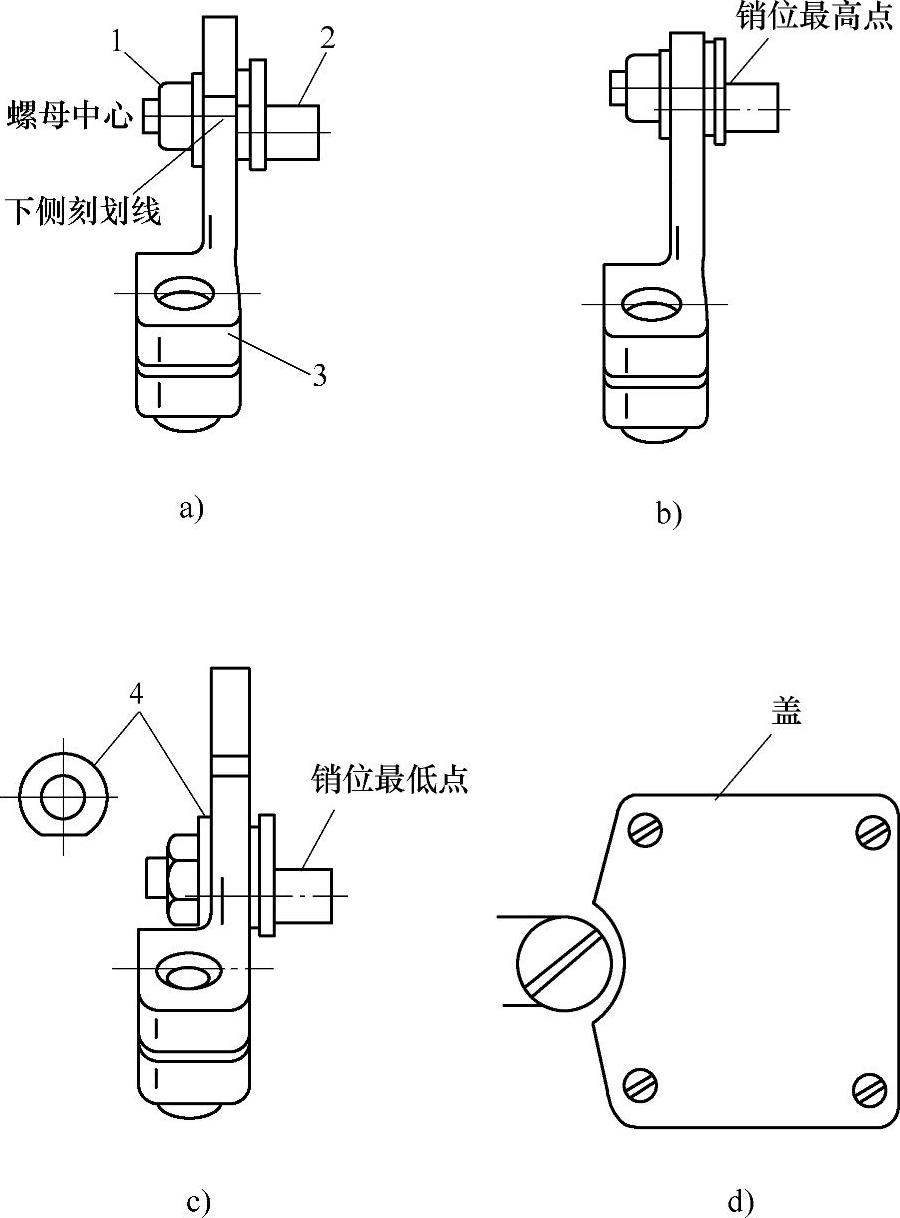
图7-71 内部机构调整
1—螺母 2—主送料牙销 3—主送料牙臂 4—垫圈

图7-72 护针板的调整
1、2、6、7—护针板 3—下弯针 4、5—机针
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






