1.机械式拖铺机
单程半自动拖铺机及其工作原理如图2-5所示。三角座滑架2上的夹布器5夹住面料随三角座滑架沿铺布台面移动到规定的位置,端部的夹尺3抬起夹住送来的面料,然后三角座滑架2返回到拖布起点,切刀1切断面料,夹布器5又夹住布头开始下一个往复。为了防止拖铺过程中面料在展平的同时被伸长,通过链条4使布料辊6随拉布器三角座滑架2同步运转。铺布长度的调节通过手轮转动螺旋机构,改变夹尺3在铺布台上的位置来实现。
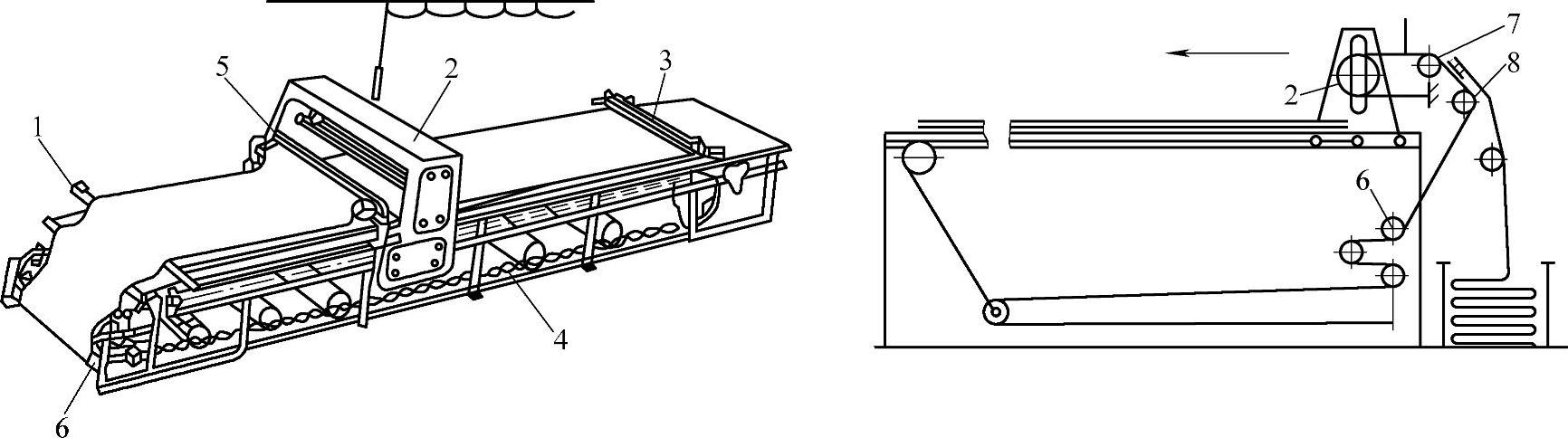
图2-5 单程半自动拖铺机及其工作原理
1—切刀 2—三角座滑架 3—夹尺 4—链条 5—夹布器 6—布料辊 7—传送带 8—面料
常用的单程拖铺机,有日本GT-RC-4型、中国香港NS-52型等,如图2-6所示为日本GT-RC-4型半自动正面辅料拖铺机及其工作原理。起动主电动机,经传动带及链传动使齿轮1在机架的齿条上带动拖铺机移动。面料的拖出长度由布辊机架后面固定的限位器及机前可移动的限位器9之间的距离而定。当机器走到机后触及挡块2时,压下裁刀电动机开关19、20,压紧器10压住面料,旋转裁刀裁断面料,然后按下停止开关18,操纵回位开关,裁刀返回原位,这样就完成一层铺料工作。再按动面料压紧器,放松开关,移动机器到达限位器9处,将端面对齐的面料压入带有窄条针板的压料板8,使铺料定位。启动送布辊开关19,使链条传动的送布辊6的运动速度与机器移动送出面料的速度相同,以防止面料被伸长并保持平展。开关盒5中的另一按钮是人工操作开关,作为铺料行程未达到挡块2时,人工控制面料进给,以达到规定的铺料长度。为了使裁刀箱7的底部不触及面料的顶层,由手轮12和托起手柄11控制裁刀箱的升降高低。拖铺速度以所铺面料的平展性来决定,只需调整布料送进调节刻度盘即可,太紧则向右调减速,过松则向左调加速。拖铺机上有面料左右自动移位装置,它是通过操纵控制板上的按钮开关使送布辊6通过齿条移动来实现。机顶的光电元件4用以检测是否有面料,如检测出无面料,可自动关机。拖铺机上有棘轮层数计数装置,当机器行至机前终点时,计数箱触头13撞击定长头14,使之抬起驱动杆推动箱内的棘轮转动一次计数,并显示出计码。
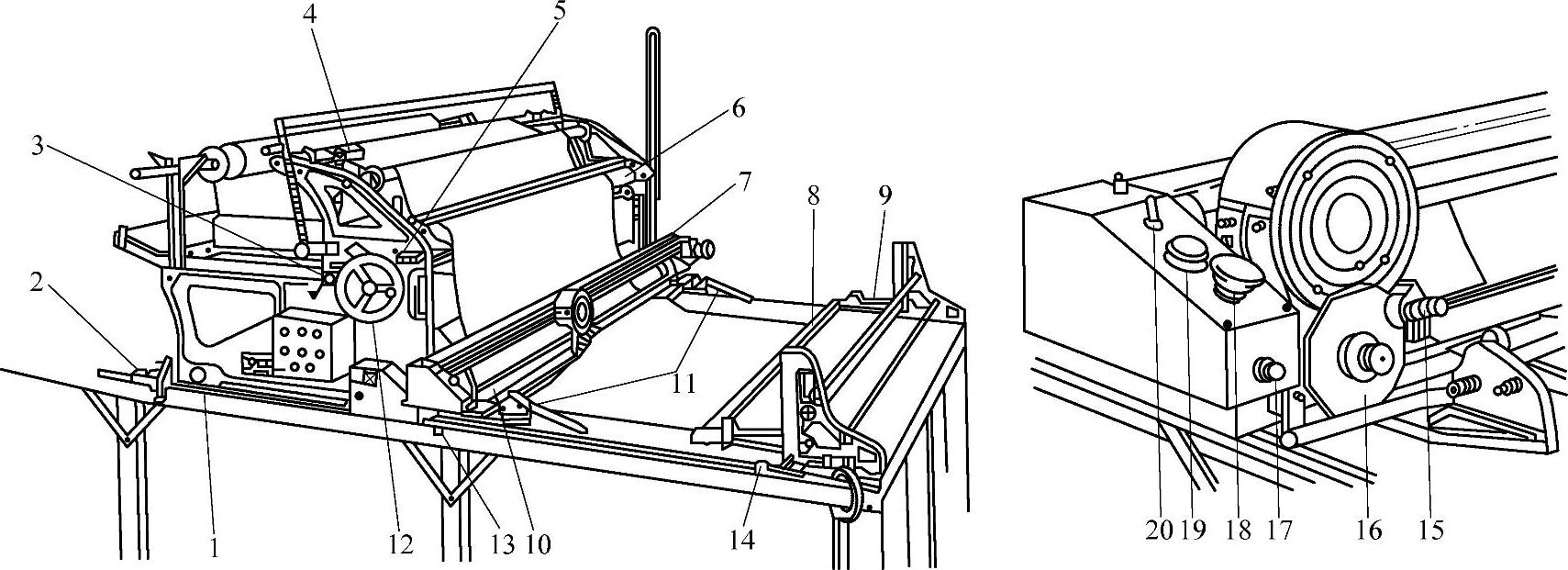
图2-6 日本GT-RC-4型半自动正面辅料拖铺机及其工作原理
1—齿轮 2—挡块 3—开关 4—光电元件 5—开关盒 6—送布辊 7—裁刀箱 8—压料板 9—限位器 10—压紧器 11—托起手柄 12—手轮 13—计数箱触头 14—定长头 15—磨刀装置 16—裁刀 17—放松开关 18—停止开关 19、20—开关(www.daowen.com)
2.拖铺机台用空气衬垫和吸气装置
拖铺机的铺台和裁剪台一般用空气衬垫和空气吸气装置,如图2-7所示,它能使面料层移动容易而无错位,并且能使面料层紧贴避免布面滑动。
空气衬垫装置在铺布台上应用,台面为橡胶板,面上均布2~3mm的小喷嘴,压缩空气穿过铺布台自孔中喷出,使布面层与台面之间形成气垫,消除面料与台面间的摩擦,以便操作者顺畅地把布层送到其他台面上,用带刀式裁剪机裁剪衣片。空气吸气装置能使各层面料之间贴紧。
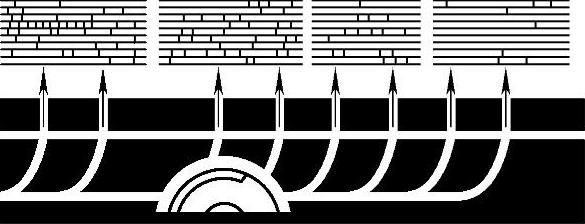
图2-7 带空气衬垫和空气吸气装置的拖铺机台
3.计算机控制拖铺系统
计算机的应用,使拖铺机全自动程度大大提高。该系统中的拉布长度、布边对齐、行走速度、松卷速度、布卷自动放定、布卷旋转、夹紧切断面料等装置均由计算机控制,并记忆拉布条件,控制铺布层数及拉布长短。它还具有布卷升高侧向转动180°的机构,可进行对向铺料。系统铺布台宽度有1825mm、1980mm、2180mm三种。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





