缺陷标记是钢管检测结果的直接体现,高精度和高分辨率是标记系统的重要性能指标。高精度体现在标记位置与缺陷位置形成精确的空间对应;高分辨率体现为缺陷标记斑点有效而且较小,避免大片连续标记造成缺陷难以辨识;而且两者都必须建立在无漏标记的基础之上。高速标记系统的实现基础为高效的控制方案和策略,根据缺陷信号进行合理有效的标记,可使后处理工艺更加方便快捷,以及时反馈钢管生产工艺中的缺陷。
1.控制方法
标记系统将涂料从料筒运送到涂料壶,然后经喷嘴标记到钢管上,其气路工作原理如图6-38所示。
从图6-38中可以看出,喷嘴与磁敏传感器之间存在一定的空间距离,即喷嘴在漏磁检测探头之后。实际工作过程中,要求标记斑点与缺陷位置对应,并且斑点分辨率越高越好,以确定缺陷的数量。由于两者存在一定空间错位,缺陷信号被处理和判断后,不能立即喷标,必须延时一段时间,以保证缺陷位置与标记斑点对应。为保证标记斑点具有可视性,涂料喷洒必须持续一段时间。而为了让缺陷与缺陷之间具有可分辨性,涂料喷洒时间又不能过长,标记系统控制方案布局如图6-39所示。

图6-38 钢管标记气路工作原理图
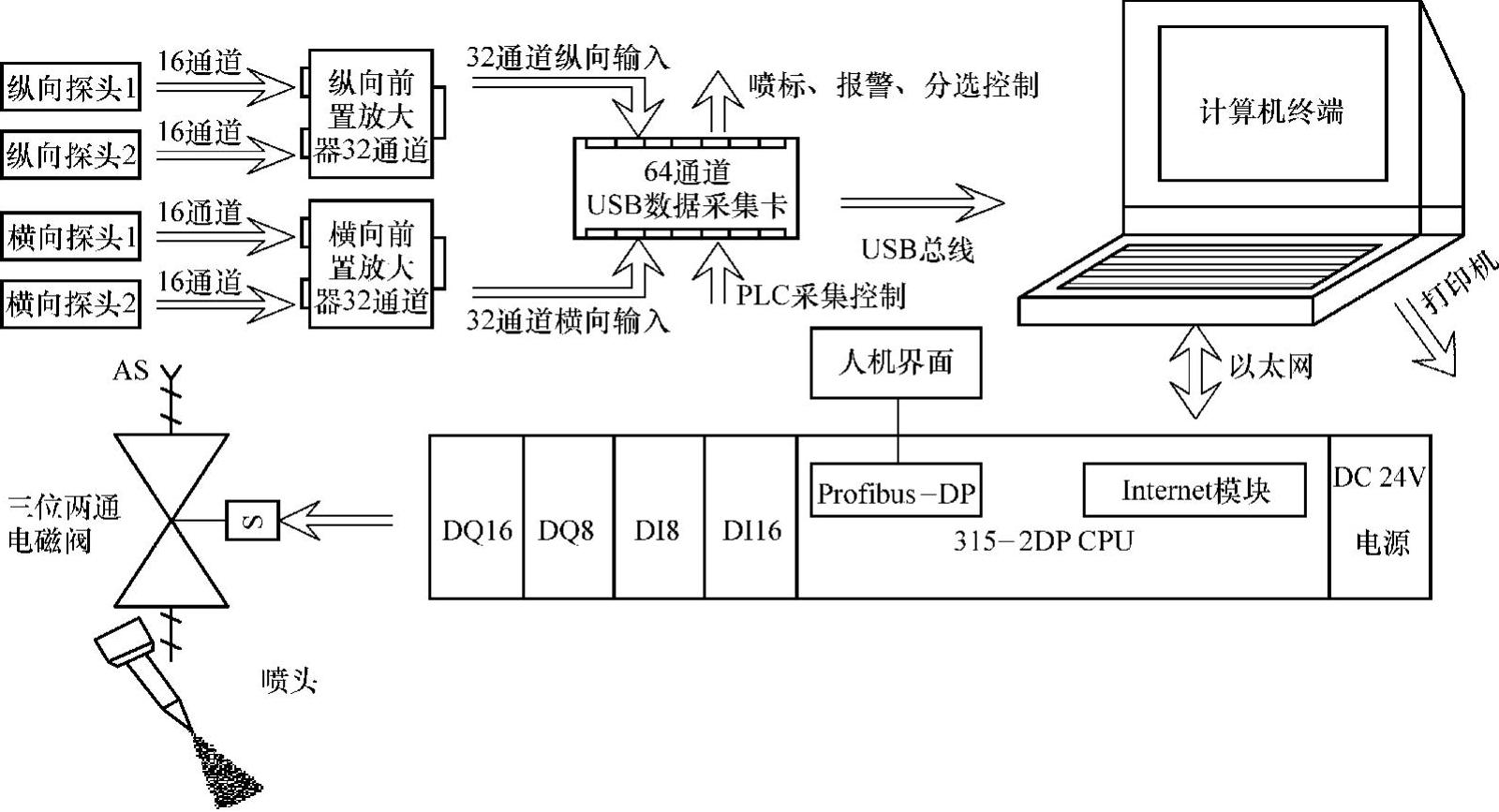
图6-39 标记系统控制方案布局
标记控制信息依次经过:检测探头、前置放大器、采集卡、计算机、控制器、电磁阀和喷头。检测探头将漏磁场量转换为模拟量,并经A-D采集卡转换为数字量,通过USB总线输入计算机,在计算机内进行相应计算和判断,如果信号超过报警门限,则输出缺陷脉冲信号,通过以太网传输到控制器进行处理。经控制器内部控制指令延时,输出控制高电平并延时一段时间,控制电磁阀持续工作,使喷嘴喷洒涂料至钢管表面,并与缺陷位置相对应。
标记过程中,被检测钢管直线前进速度为va,探头中心与喷嘴之间的距离为Lpr,则缺陷从探头处运动到喷嘴位置的时间为
t=Lpr/va (6-18)
为使标记斑点与缺陷位置尽量重合,从漏磁场处获取信号开始到涂料喷洒至钢管表面为止,该信号传输时间应该与缺陷运动时间t相等,其包括:漏磁信号从钢管缺陷处传输至采集卡的时间t1,信号从采集卡通过USB总线传输到计算机的时间t2,计算机内信号处理过程时间t3,缺陷信号经以太网进入可编程序控制器的时间t4,控制器延时时间t5,控制器输出信号至电磁阀的时间t6,电磁动作时间t7以及涂料从喷嘴喷洒到钢管表面的时间t8,并满足以下关系式
t=t1+t2+t3+t4+t5+t6+t7+t8 (6-19)
式(6-19)表明,缺陷产生的漏磁信号从缺陷处被采集到至最后涂料喷洒到钢管表面经历了一个复杂的信息传递过程。其中,电信号传输时间、USB总线传输时间以及以太网传输时间可忽略不计,信号处理时间与评判算法、数据量和计算机配置有关,一般用时也较短。但从电磁阀开始动作到涂料喷洒到钢管表面的时间较长,这主要与喷嘴喷腔内气压大小以及喷嘴与钢管表面之间的距离有关。一般情况下,喷嘴与钢管表面距离越近,涂料喷洒时间越短,斑点就越小。因此,喷嘴中心高度必须可调,当更换钢管规格时,通过调整喷嘴与钢管表面之间的距离来实现最好的标记效果。上述所有时间中,除了控制器延时时间t5,其余时间基本为定值,在调整钢管运行速度时,延时参数t5需要根据新的检测速度进行调整。
如图6-40所示,可将整个标记过程分为三个阶段:第一阶段,磁敏元件拾取到缺陷漏磁场,并将其转换为电信号;第二阶段,控制器获取缺陷标记信号,并运行延时指令;第三个阶段,延时结束,控制器输出控制指令给电磁阀执行标记动作,喷嘴喷洒涂料。

图6-40 缺陷标记延时工作原理
2.控制策略
单缺陷单喷嘴模型控制器输入参数包括:缺陷脉冲信号、标记开始延时时间t和标记持续延时时间T,输出参数为标识输出。控制器采用周期上升沿获取法,定期获取缺陷信号,然后根据设置的两个延时参数进行延时并输出给电磁阀,内部工作时序如图6-41所示。
从图6-41中可以得出,单个缺陷标记周期T′为
T′=t+T (6-20)
当钢管上出现连续缺陷时,会出现以下情况:前一个缺陷还未开始标记或者还未标记完成,又出现新的缺陷,则会产生新的缺陷被遗失标记的状况。所以,为达到所有缺陷都能准确标识而不出现遗漏,需要设置多个参数来储存缺陷信息,并按照先进先出的原则进行标记。为此,设置N个定时器,每个定时器输出为Out,多个电磁阀工作时序如图6-42所示。

图6-41 单个电磁阀工作时序

图6-42 多个电磁阀工作时序
整个定时器系统遵循以下规则:
1)如果定时器i没有工作,则由i定时器执行延时指令。
2)如果定时器i正在执行延时指令,则由定时器i+1进行延时。(www.daowen.com)
3)系统输出为所有定时器输出的叠加(Out=Out1+Out2+…+OutN)。
根据上述设定原则,如果上一个缺陷被捕获但还未输出,紧接着又出现一个缺陷脉冲,系统将对缺陷信号进行保持。从而当出现连续缺陷时,系统便会全部捕捉,而不会遗漏。其执行流程和结果如图6-43所示。
在如图6-43所示过程中,一个标记周期内连续出现三个缺陷,分别由三个定时器进行上升沿捕获,然后分别延时,共同输出,因此三个连续缺陷点的标记效果为一条连续的标记线,而不会出现遗漏标记的情况。然而,不同位置的缺陷产生了一条连续标记线,虽然没有出现遗漏,但是标记分辨率降低了,遗失了精确的对应关系。为提高标记精确度,将条状探头内部检测元件独立分类,分别设置不同的延时周期,并采用多喷嘴进行标记,多喷嘴标记控制模型如图6-44所示。
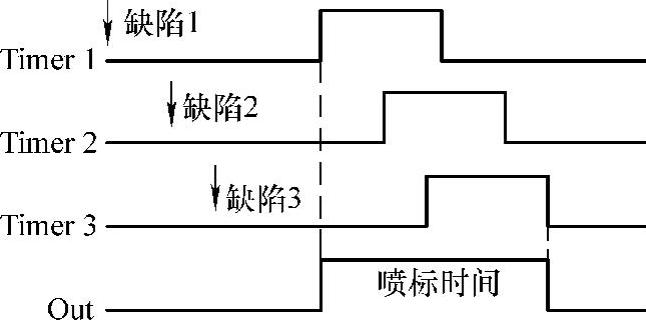
图6-43 连续缺陷单喷嘴控制模型

图6-44 多喷嘴标记控制模型
多喷嘴标记模型是一个多输入多输出的控制模型,其输出主要为8个喷嘴,而其输入主要有如下三类:
1)缺陷脉冲:不同检测元件发出的缺陷脉冲,同一检测元件不同时刻发出的缺陷脉冲。
2)标记开始延时:由于不同位置检测元件与喷嘴之间的距离不同,因而延时时间不同。
3)标记持续延时:所有喷嘴采用相同的标记持续延时时间,从而产生相同大小的斑点。
不同检测元件对应不同的延时器,并产生不同的控制指令去驱动8个喷嘴。整个控制过程遵循以下原则:
1)喷嘴循环使用,上一次控制喷嘴i进行标记,下次将控制喷嘴i+1工作;如果是第8号喷嘴正在工作,则下一个由第1号喷嘴工作。保证每个喷嘴循环使用,防止油路堵塞。
2)每个检测元件独立设置N个定时器,并保存相同的标记开始延时参数。
3)由于喷嘴分两排,如果正在指定后排喷嘴工作,则后排喷嘴自动延长相应时间再进行标记。
3.标记误差
在钢管漏磁检测中,通常施加周向局部磁化激发纵向缺陷漏磁场。为实现钢管全覆盖检测,探头与钢管之间往往通过形成螺旋扫查方式完成全覆盖检测。同样,喷嘴在钢管表面形成的轨迹也为螺旋线。
假设钢管外径为d1,扫查螺距为P,检测探头为双探头,探头有效检测长度为ls,标记系统为单标记系统,探头中心与标记系统轴向距离为Lpr,系统理论标记误差为lerror。探头及标记器布置如图6-45所示。
将钢管沿轴线展开,得到探头扫查平面图(图6-46),并获得不同情况下的标记误差lerror,见表6-5。

图6-45 探头及标记器布置示意图
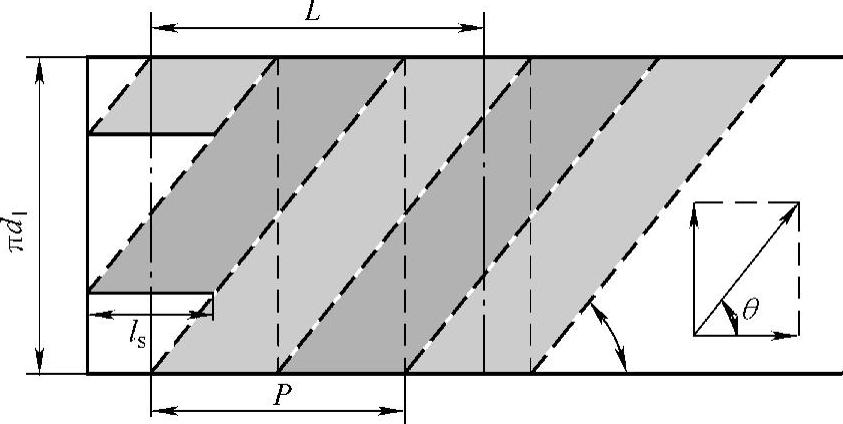
图6-46 探头扫查平面图
表6-5 探头位于不同位置处的标记误差

通过表6-5可以看出,标记系统的确存在理论标记误差。提高标记精度的方法主要有两种,一种方法是增加标记器数量,另一种方法是提高条状探头内部传感元件的分辨率,按照探头内部检测元件的空间位置采用独立的延时参数来降低标记误差。如果将喷壶沿着圆周均匀布置N1个喷嘴,并且将条状探头内部检测元件分为N2等份,则相应的标记误差最大值为
l′error=lerror/N1N2 (6-21)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





