假设钢管检测最高检测速度vmax为3m/s,缺陷标记分辨率dPX为20mm,则最高标记频率fpr为
fpr=vmax/dPX=150Hz (6-17)
也即,为使两个相隔20mm的缺陷能够相互独立标识且没有遗漏,标记系统每秒钟需标记150次,才能满足钢管高速漏磁检测的标记要求。
标记系统工作流程如图6-34所示。缺陷产生的漏磁场被磁敏传感器获取之后转换为电信号,然后由A-D采集卡转换为数字信号,进入计算机进行信号后处理,输出结果与设置的标准门限对比,如果信号幅值超过门限,则判定为缺陷,并将缺陷信息传输给可编程序控制器PLC。系统根据标记系统与磁敏传感器之间的距离以及钢管运行速度,经过准确延时之后输出高电平控制电磁阀工作,喷嘴持续喷出一段时间涂料之后停止,并等待下一次缺陷信号到来,喷壶标识器如图6-35所示。
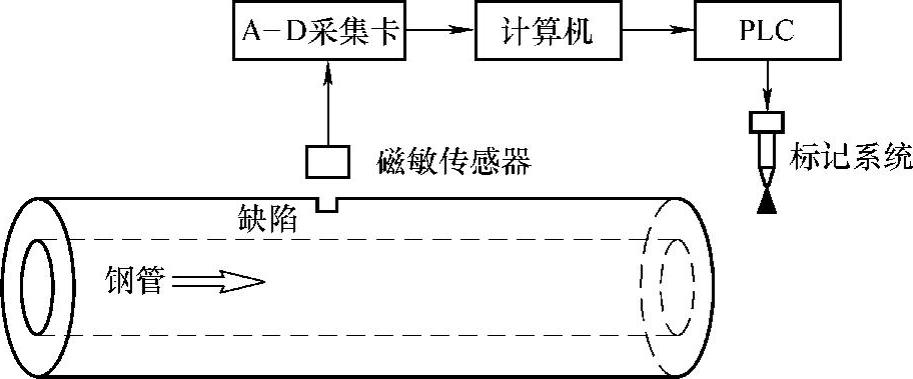
图6-34 钢管缺陷标识原理

图6-35 喷壶标识器
为了控制缺陷标识精度,标记系统需要精确控制漏磁检测探头与喷嘴之间的距离,并根据运行速度进行延时设置。对于漏磁阵列探头检测系统,标记系统在确定探头与喷嘴之间的距离时,需要精确到独立的传感器单元,尤其是针对条状探头。一般来说,条状探头整体长度大于100mm,如果将其看成一个整体,则标识误差将大于100mm。(https://www.daowen.com)
一个喷壶的响应时间较长,无法满足标识系统的喷标频率要求。为此,一般采取阵列喷壶对缺陷进行标记,主要有两种布置方案:其一,喷枪沿钢管轴向阵列布置;其二,喷枪沿钢管周向阵列布置。
阵列标记系统相对于单喷嘴标记系统具有更高的标记速度和精度,具有以下特点:
1)将缺陷信息分配给不同喷嘴进行工作,提高标识速度。
2)将连续缺陷信息分点标记,可以提高分辨率,以消除整片连续标记现象。
3)控制器接收到缺陷信息之后,将控制空闲的喷嘴进行工作。
4)多个喷嘴需要循环使用,以保证喷嘴通畅,防止气路阻塞和喷嘴堵塞。
5)寻求最佳标识控制方案以提高标识速度和精度,并能对设备进行良好维护。
图6-36所示为多喷嘴联合标记系统,主要由多喷嘴组合、涂料壶、升降框架、控制台和升降电动机构成。多喷嘴系统采用8个喷嘴双排阵列组合方式,由8个电磁阀独立控制和8个涂料壶单独供涂料。由于不同管径钢管中心高不同,从而造成喷嘴与钢管之间的距离发生改变。一般距离越小,涂料行程越小,标识斑点越小,速度越快,因此,喷嘴中心高需根据钢管规格进行调整。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





