用丝锥将工件上的孔切削成内螺纹的加工方法,称为攻螺纹。攻螺纹如图4-3-51所示。
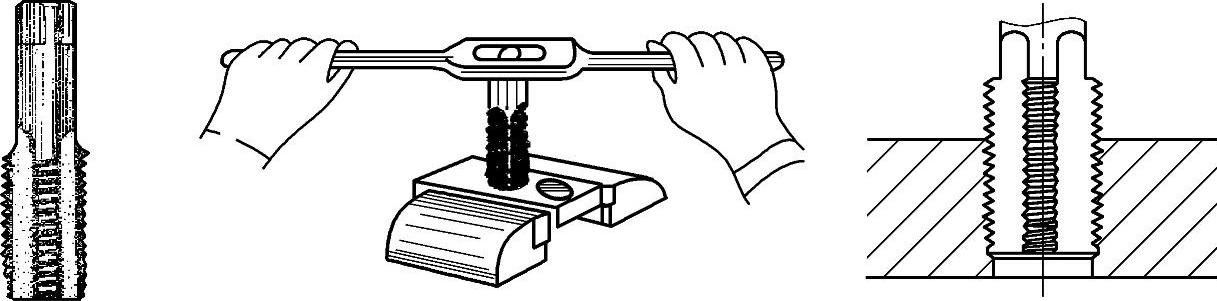
图4-3-51 攻螺纹
(1)螺纹的分类 螺纹种类较多,常用螺纹分为标准螺纹、非标准螺纹和特殊螺纹。其中标准螺纹分为普通螺纹、管螺纹、梯形螺纹和锯齿形螺纹。
(2)螺纹的加工形式 螺纹的加工方法有车削螺纹、磨削螺纹和机攻螺纹等,钳工只能加工普通螺纹和管螺纹。
(3)螺纹的参数 螺纹参数包括牙型、大径(直径)、线数(头数)、螺距(或导程)、旋向和公差等。
1)牙型。牙型是指螺纹轴线剖面内的轮廓形状,如图4-3-52所示。

图4-3-52 螺纹牙型
2)大径(D、d)。大径是指外螺纹牙顶或内螺纹牙底的假想圆柱直径,即公称直径。
3)线数(n)。线数是指一个螺纹上螺旋线的数目(头数)。
4)螺距(P)、导程(Ph)。螺距是指相邻两牙在中径线上对应两点间的轴向距离。导程是指同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离。对于单线螺纹,螺距就等于导程;对于多线螺纹,导程等于螺距与线数的乘积,Ph=P·n。
5)旋向。螺纹旋向分左旋螺纹和右旋螺纹。螺纹旋向判别方法如图4-3-53所示,顺时针旋入的螺纹为右旋,逆时针旋入的螺纹为左旋。
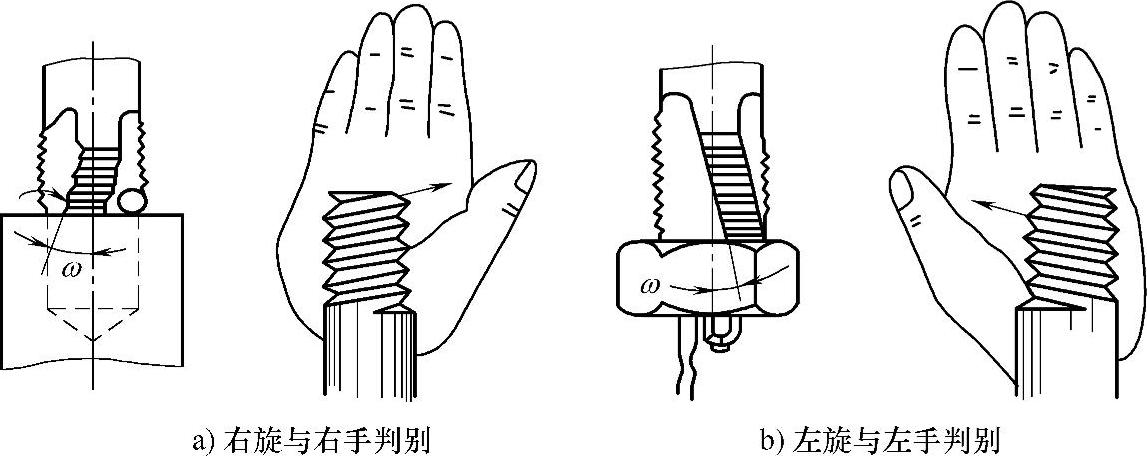
图4-3-53 螺纹旋向判别
6)公差。螺纹公差,按三组旋合长度规定了相应若干公差等级,用公差带代号表示。
①旋合长度。是指内外螺纹连接后接触部分的长度,分短、中、长三种,相应代号为S、N、L。常用的中等旋合长度,代号N可省略不标。螺纹公差带由基本偏差和公差等级组成。
②普通螺纹标记由螺纹代号、公差带代号和旋合长度等组成。国标GB/T 197—2003规定的普通螺纹标注方式:
M12-5g6g-S表示普通粗牙外螺纹、大径为12mm,普通粗牙螺纹不标螺距,S表示短旋合长度,5g表示中径公差带代号;6g表示顶径公差带代号。
M20×2-6H-LH表示普通细牙内螺纹、大径为20mm,螺距为2mm,LH表示左旋,6H表示中径和顶径公差带代号。
(4)攻螺纹工具
1)丝锥。丝锥是加工内螺纹的工具(刀具),分机用丝锥和手用丝锥两种,如图4-3-54b、c所示。
2)丝锥的组成。丝锥由工作部分和柄部组成。工作部分包括切削部分和校准部分。切削部分制成锥形,有多个切削刃,如图4-3-54a所示。校准部分有完整的牙型,起导向修光作用。柄部的方榫用以传递转矩。

图4-3-54 丝锥
3)成组丝锥。为了减少切削力,延长丝锥寿命,把攻螺纹的整个切削量分配给几支丝锥,手攻丝锥2~3支为一组(分头锥、二锥、三锥)。其切削量的分配方式有锥形分配和柱形分配,如图4-3-55所示。

图4-3-55 切削量的分配方式
①锥形分配丝锥。一组中每支丝锥的大径、中径和小径都相等,只是切削部分的锥度不等,攻螺纹时采用头锥、二锥、三锥进行切削,如图4-3-55a所示。
②柱形分配丝锥。一组中每支丝锥的大径、中径、小径都不同,攻螺纹顺序不能搞错,依次使用切削省力,能得到较小表面粗糙度值,如图4-3-55b所示。
2)铰杠。铰杠是用来夹持丝锥或铰刀柄部方榫的工具。
①铰杠的分类。铰杠分普通铰杠和丁字形铰杠两种,其中又分固定式和调节式,如图4-3-56所示。
②铰杠的使用。铰杠的使用是依据丝锥或铰刀的方榫大小,选择相应规格的铰杠。
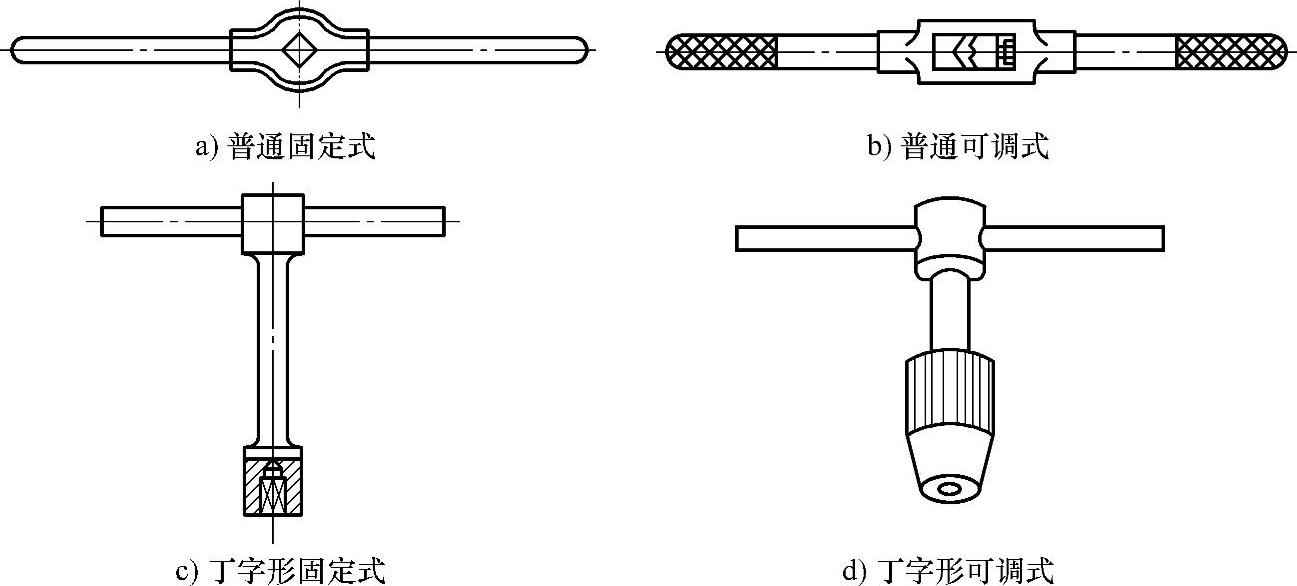
图4-3-56 铰杠
(5)螺纹底孔直径的确定 攻螺纹时,因丝锥切削材料而产生摩擦与挤压,所挤材料流向牙尖,若所钻螺孔底径与螺纹小径相等,则所挤材料没有流动去向就会卡住丝锥,增大切削力或折断丝锥。因此,螺纹底孔的大小,应根据材料的塑性变化和材质等情况确定。
1)常用普通粗牙螺纹直径与螺距对照见表4-3-11。
表4-3-11 常用普通螺纹直径与螺距对照表 (单位:mm)

2)钢件或塑性较大材料的螺纹,底孔直径计算式
D孔=D-P
式中 D孔——螺纹底孔直径(mm);
D——螺纹大径(mm);
P——螺距(mm)。
3)铸铁或塑性较小材料的螺纹,底孔直径计算式
D孔=D-(1.05~1.1)P
式中 1.05~1.1是底孔直径的取值系数范围。(https://www.daowen.com)
(6)不通孔螺纹深度的确定 攻不通孔螺纹时,由于丝锥切削部分有锥角,使不通孔底部不能攻出完整有效的螺纹牙形。为保证螺孔的有效旋合深度,所钻底孔的深度一定要大于螺纹的有效深度,如图4-3-57所示。
螺纹底孔有效深度计算式
H深=h有效+0.7D
式中 H深——底孔深度(mm);
h有效——螺纹有效长度(mm);
D——螺纹大径(mm)。
(7)攻螺纹操作
1)工件夹持平正,底孔垂直于水平面,便于操作和观察攻制螺纹的垂直度。
2)起攻时,丝锥垂直置于孔口,两手协调用力转动铰杠,如图4-3-58a所示。丝锥切入1~2牙后,检测丝锥垂直度误差,如图4-3-58b所示。若有偏斜,反转丝锥1/4圈,使锥角与牙型间有间隙,校准丝锥后攻螺纹。
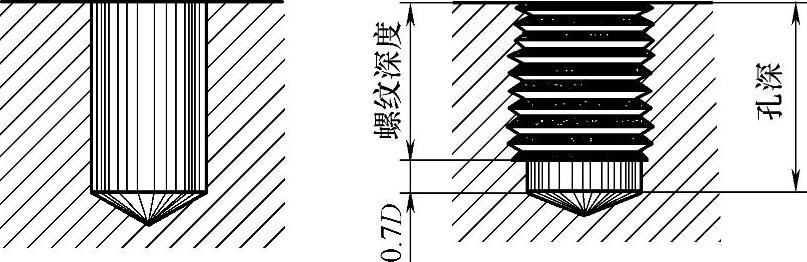
图4-3-57 不通孔螺纹
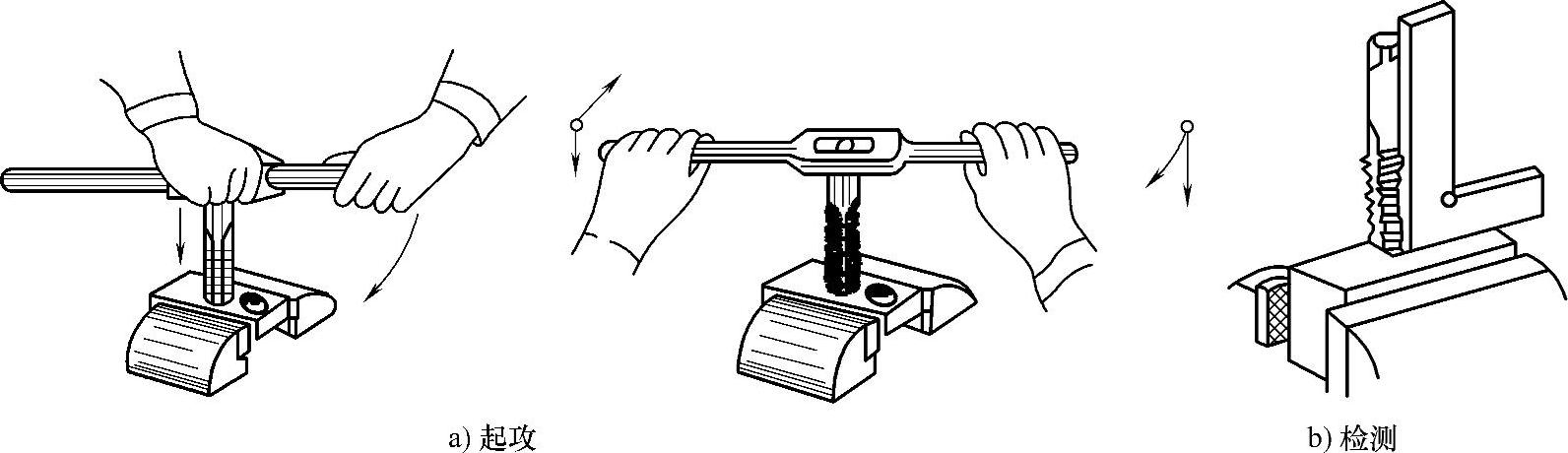
图4-3-58 攻螺纹
3)丝锥切入3~4牙后,可不施加压力,转动铰杠,丝锥自然切入。攻螺纹过程中要经常反转1/3圈,使切屑断碎便于排屑,避免容屑槽堵塞,引起崩刃、断丝锥等。
4)攻不通孔螺纹时,要常退出丝锥,清除孔内切屑,避免攻螺纹达不到深度或堵塞,引起断丝锥。
5)攻塑性材料或精度较高螺纹的常用切削液,见表4-3-12。
6)攻螺纹常见缺陷见表4-3-13。
(8)埋入式螺纹 埋入式螺纹是在工件的螺孔中装入一个螺纹牙套(或称螺套、螺纹护套、螺纹丝套等)。螺纹牙套如图4-3-59a所示,用精密冷轧菱形不锈钢丝制成内外螺纹。螺纹牙套装入工件螺孔后,外螺纹弹性压缩与工件螺孔紧密配合,内螺纹则形成标准螺纹。
表4-3-12 攻螺纹切削液的选用(质量分数)

表4-3-13 攻螺纹常见缺陷与产生原因
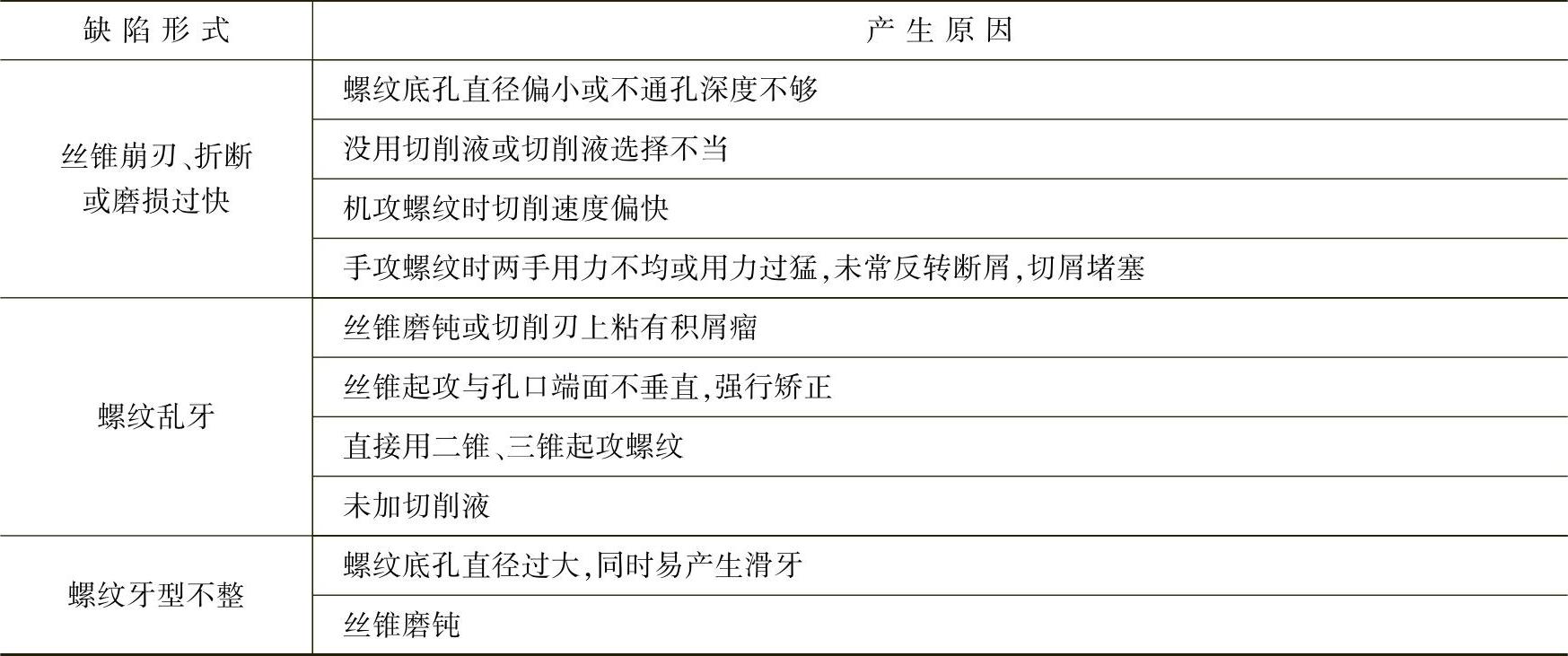

图4-3-59 埋入式螺纹
1)螺纹牙套的特点。螺纹牙套有普通型和锁紧型两种。因其使用性能优于用板牙攻出的螺纹,有强度高、耐高温、耐磨损、抗冲击等性能,因此,主要用于低强度金属和非金属材料的螺孔,以保护工件本体螺纹,提高使用性能,延长使用寿命。
2)螺纹牙套的作用。
①增强工件内螺纹的强度。在低强度金属和非金属材料上应用螺纹牙套,可提高螺纹连接强度和耐磨性,起防止松动和滑牙等效果。
②用于修复损坏的内螺纹。可应用螺纹牙套修复滑牙或乱牙等螺孔工件,恢复螺孔的功能,如发动机缸体上的螺孔等。
③用于米/英制螺孔的转换。对于米制或英制螺孔的工件,通过螺纹牙套,可相互转换。
3)螺纹牙套安装方法。
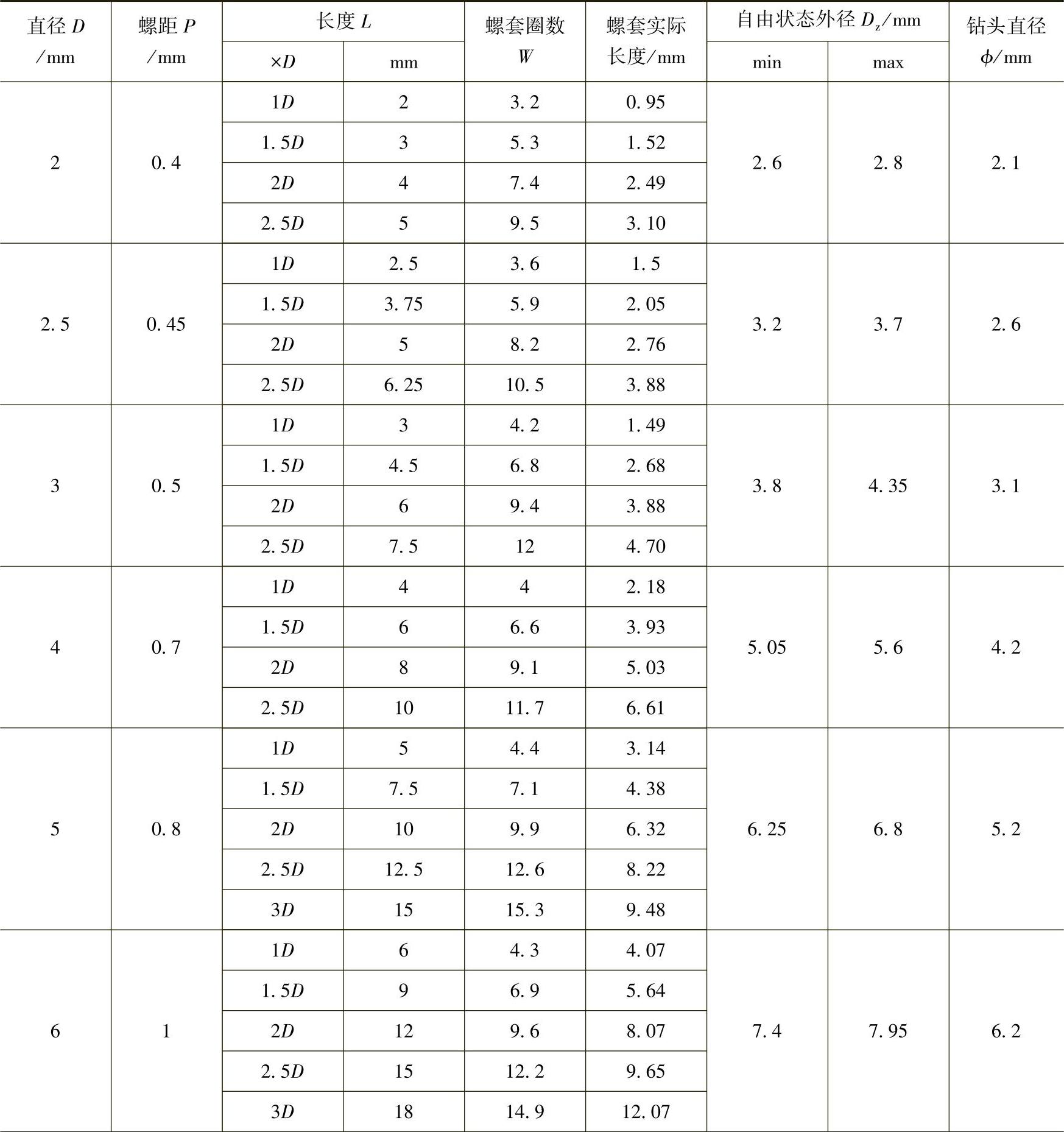
①钻螺纹牙套的安装底孔。钻螺纹牙套底孔的参数见表4-3-14。
②攻螺纹。用专用丝锥攻螺纹牙套的安装螺纹。
③安装螺纹牙套。用螺纹牙套安装工具(或钢丝螺纹套扳手(图4-3-59b),安装(或拆卸)螺纹牙套。将螺纹牙套装在工具头部,对准工件螺孔,以较轻的下压力旋入螺孔内,至螺纹牙套末圈低于工件平面1/4~1/2圈。
4)螺纹牙套去尾方法。对通孔螺纹牙套的去尾方法,是将冲断器(图4-3-59c)对准螺纹牙套的安装手柄,用锤子敲击冲断器端部即可。
表4-3-14 常用米制螺纹牙套参数
(续)
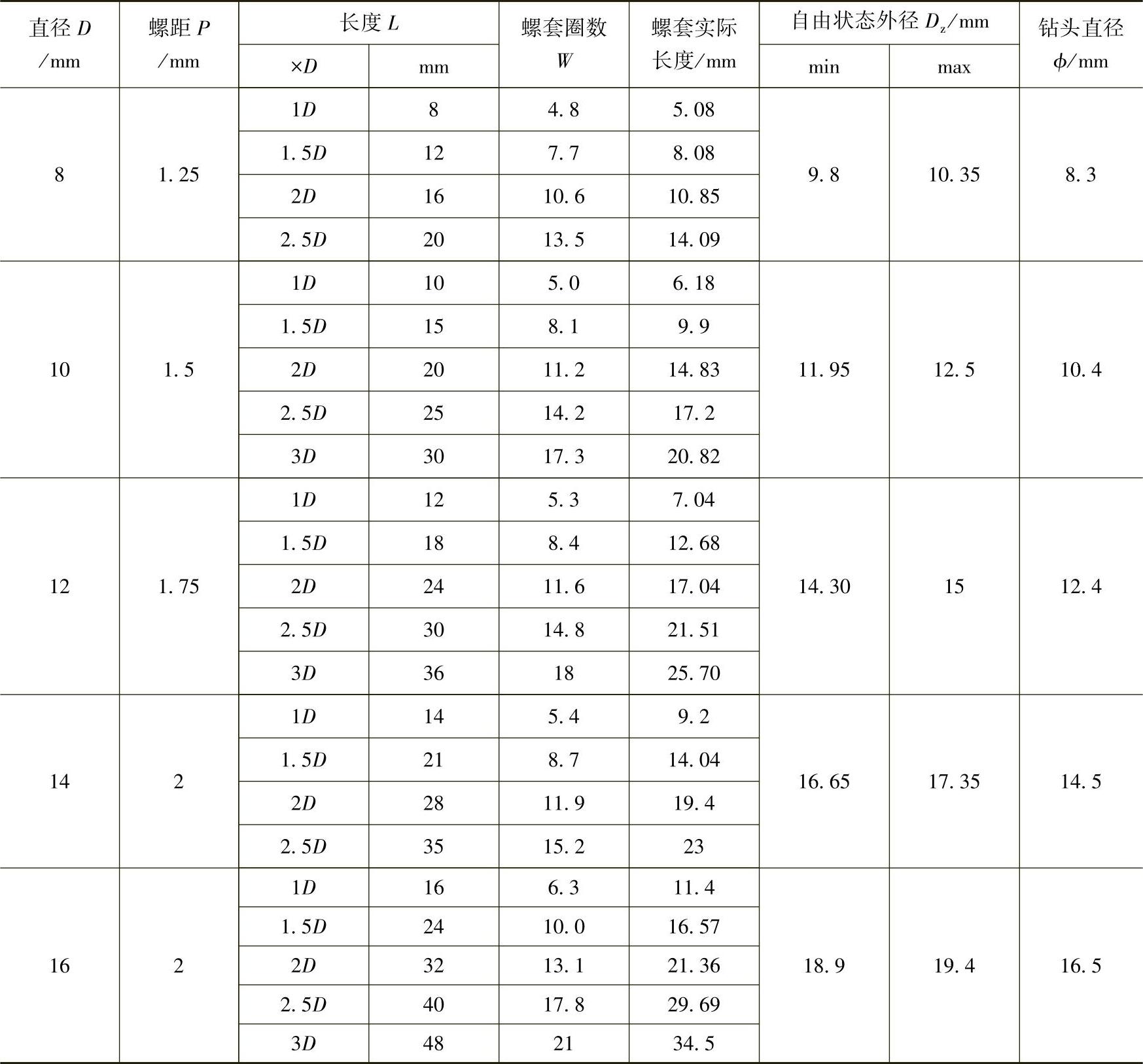
注:D——螺套公称直径;
P——螺套螺距;
W——螺套在自由状态下的螺纹套圈数;
ϕ——螺套钻孔时选用钻头直径;
Dz——螺套在自由状态下螺纹套外径;
L——螺套公称长度。
表示方法:钢丝螺套 GB/T 24425.1 M10-8
即:螺套规格为M10,自由状态圈数为8的普通型钢丝螺套。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




