用锉刀对工件表面进行切削加工的方法称为锉削。锉削精度可达0.01mm,表面粗糙度值可达0.8μm。
1.锉刀
(1)锉刀的组成 锉刀由锉身和刀柄两部分组成。锉刀各部分名称如图4-3-23所示。锉刀面是锉削工作面,锉刀舌用来安装锉刀柄,便于操作。
(2)锉刀的分类
1)按齿纹分,有单齿纹和双齿纹两种。
单齿纹锉刀如图4-3-24a所示,齿纹按一个方向排列,因后角处容屑空间大,适用于锉削铝、锡等较软材料。双齿纹锉刀如图4-3-24b所示,齿纹按交叉方向排列,锉削时每个齿的锉痕交叉不重叠,刀齿强度高,切削力小,因此适应硬材料的锉削。
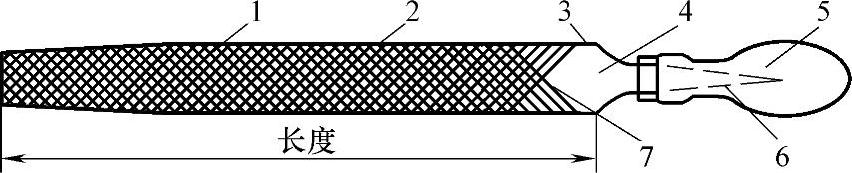
图4-3-23 锉刀的组成
1—锉刀面 2—锉侧面 3—底齿纹 4—锉柄部分 5—锉刀柄 6—锉刀舌 7—面齿纹
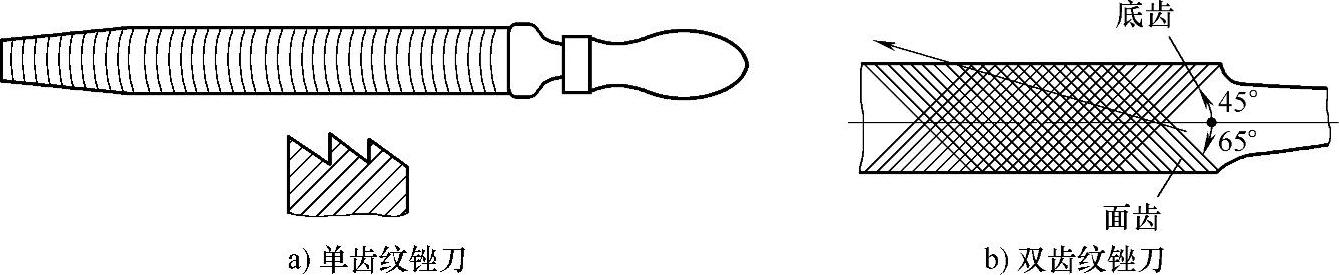
图4-3-24 锉刀
2)按用途分。有普通钳工锉、异形锉和整形锉。
①普通钳工锉如图4-3-25所示,按其断面形状的不同分为扁锉、半圆锉、三角锉、方锉和圆锉等。

图4-3-25 普通钳工锉断面形状
②异形锉如图4-3-26a所示,分刀口锉、菱形锉、扁三角锉、椭圆锉和圆锉等,用于锉削特殊表面的型腔。
③整形锉又称什锦锉,如图4-3-26b所示,有多种不同断面的锉刀形状,用于修锉细小部分的表面。
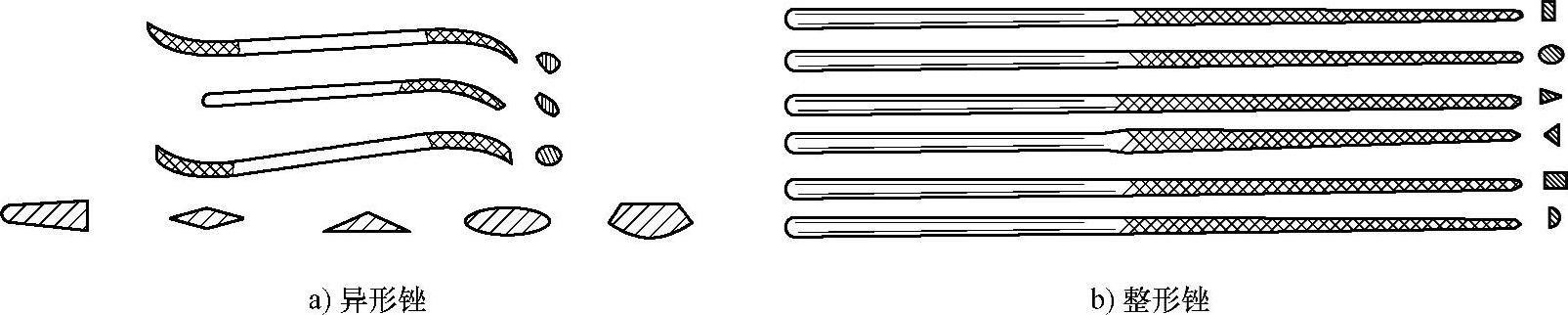
图4-3-26 异形锉和整形锉
(3)锉刀的规格 锉刀的规格分尺寸规格和齿纹规格两种。尺寸规格中圆锉以断面直径表示;方锉以边长尺寸表示;其他锉刀以锉身长度表示。齿纹规格以锉身长度上每10mm内主锉纹的条数表示。
2.锉刀的选择
(1)按工件加工形状选择 如图4-3-27所示,以工件加工的形状选择锉刀断面形状,以锉削表面大小选择锉刀的大小。
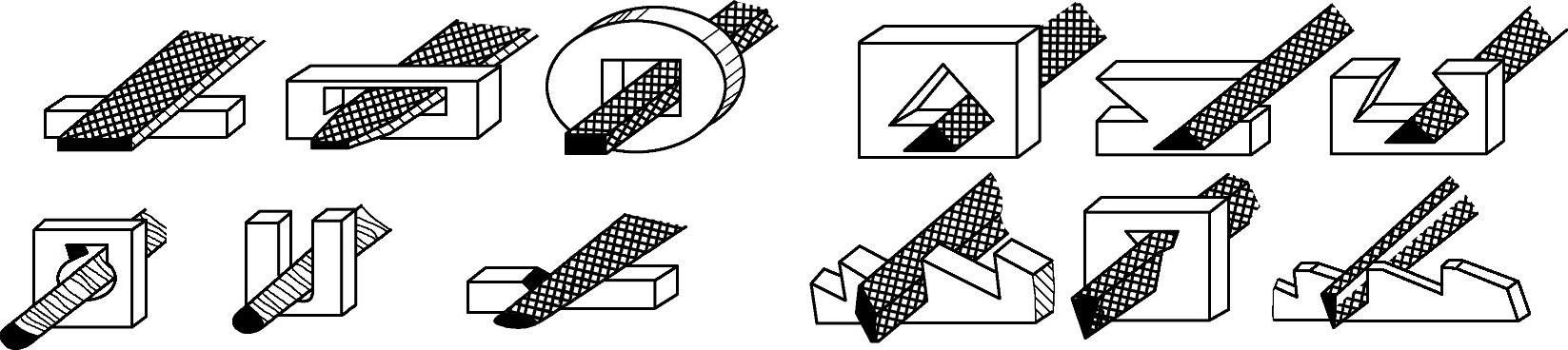
图4-3-27 锉刀的选择
(2)按锉刀的齿纹粗细选择 锉刀齿纹规格分粗、中、细齿三种。齿纹选择由锉削余量、尺寸精度和表面粗糙度等要求决定。齿纹选择见表4-3-1。
表4-3-1 锉刀齿纹粗细规格的选择

3.锉削基本操作
(1)较大锉刀的握法 如图4-3-28所示,右手五指伸展,掌心朝天逆时针转动90°左右,锉柄圆头顶在掌心,拇指压在锉柄上部,其余四指弯曲满握手柄。左手拇指根部压在锉刀头部表面上,其余四指自然弯曲,中指和无名指(环指)勾住锉刀前端底面。(https://www.daowen.com)

图4-3-28 锉刀的握法
(2)锉削运动 锉削运动如图4-3-29所示。起始时身体前倾10°,重心在左脚上,右肘向后收缩;锉削1/3行程时,身体逐渐前倾至15°;其次1/3行程时,右肘向前推进,身体前倾至18°;最后1/3行程时,右肘继续推进,左膝随锉削运动而屈伸,身体自然收回到15°,往复循环、协调自然。

图4-3-29 锉削运动
(3)锉削力与锉削速度 锉削平直表面如图4-3-30所示。两手控制锉削力平衡,保持锉刀水平直线锉削。锉刀推出时右手施加推力和压力,左手协调平衡力,随着锉刀推进的变化,右手压力逐渐增加,左手压力逐渐减少。退回时,不施加压力,可减少刀齿磨损。锉削速度控制在约40次/min,推出时稍慢,收回时稍快。
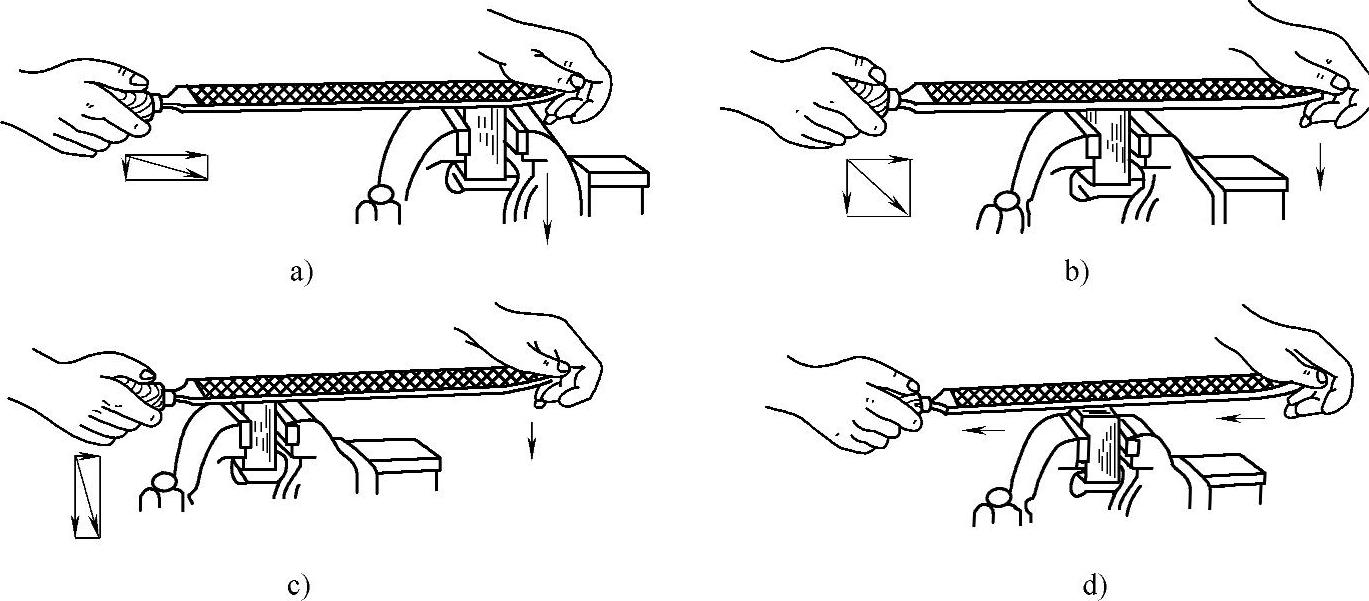
图4-3-30 锉削平直表面
4.平面锉削方法
(1)顺向锉 顺向锉削如图4-3-31a所示,是指锉刀推进方向与工件夹持方向一致,用于精锉修正,可得到正直整齐的锉痕。
(2)交叉锉 交叉锉削如图4-3-31b所示,是指锉刀对应工件夹持方向右转35°,以顺向锉削方法锉削平面,完成后锉刀对应工件夹持方向左转35°,呈交叉状锉削,产生交叉锉痕。交叉锉方法增加了锉削接触面积,易控制锉削平面,通过交叉锉痕,便于判断锉削位置。
(3)推锉 推锉如图4-3-31c所示,是用双手拇指和食指夹持锉刀两侧面,在狭长工件表面上平稳推拉锉削。推锉能得到光滑表面和较小粗糙度值,但锉削效率低,常用于修整和表面锉痕处理。
锉刀横向移动如图4-3-31d所示,穿插在锉削回程后,下次锉削之前,移动距离约为锉刀的2/3宽度。

图4-3-31 锉削方法
5.圆弧锉削方法
(1)内圆弧锉削 内圆弧的锉削如图4-3-32所示。锉刀做顺向锉推进时,有一个顺(或逆)时针的角度转动,同时向转动方向有所移动,即锉削一次,锉刀要完成三个动作(推进、转动和移动),此锉削方法可避免产生多圆弧凹痕。
(2)外圆弧锉削方法
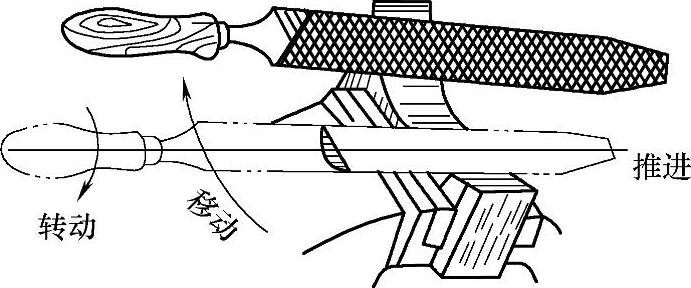
图4-3-32 内圆弧锉
1)顺圆弧锉削。顺圆弧锉削如图4-3-33a所示。在锉刀做顺圆弧锉削推进时,双手绕工件圆弧中心上下摆动,即锉刀推进过程中,右手下压,左手跟随锉刀上翘。
2)顺向修整锉。顺向修整锉削是在圆弧表面上进行局部锉削,修整圆弧轮廓或弧上高点。如图4-3-33b所示,锉刀做顺向推进时,有一个顺(或逆)时针的小角度转动,左手协助右手做相应的锉削动作。
3)多棱边锉削。多棱边锉削方法如图4-3-34所示。按照圆弧要求,对称均匀锉削成多棱边,组成多棱边圆弧,最后以顺圆弧或顺向修整锉削方法修整圆弧。
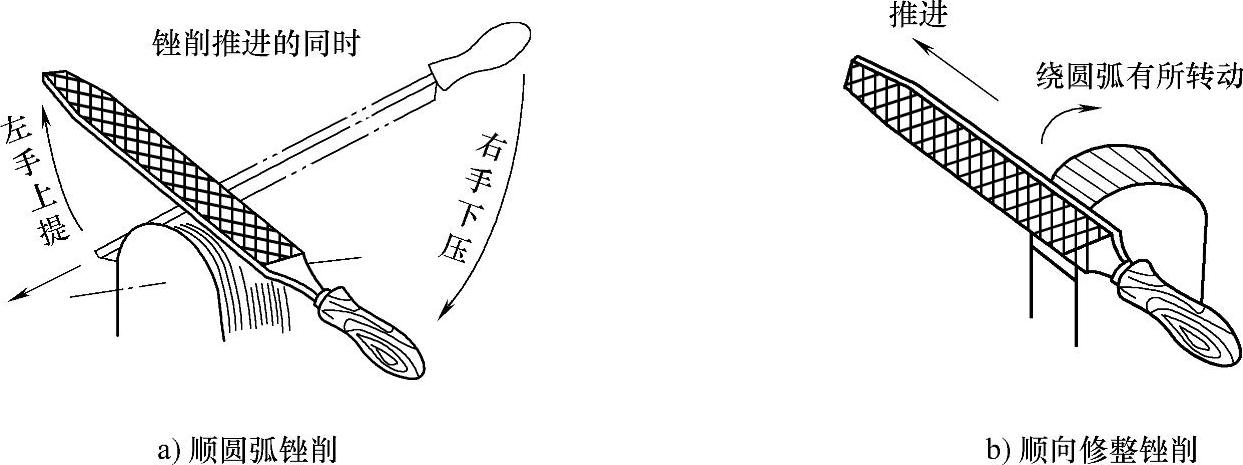
图4-3-33 外圆弧锉削

图4-3-34 多棱边锉削
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





