根据电冰箱中使用制冷剂的不同,管路之间的连接方法也有所不同。在电冰箱中比较常见的管路连接方法主要有焊接和压接两种。
1.电冰箱管路的焊接方法
使用焊接方法对电冰箱管路进行焊接时,需要使用专用的气焊设备,如图4-20所示,气焊设备主要是由燃气瓶、氧气瓶以及焊枪组成,在燃气瓶和氧气瓶的上部都安装有阀门和检测仪表,而在焊枪上设有氧气阀门和燃气阀门。
在对管路进行焊接时,需要将两根铜管对插连接。为了连接牢固,需要将其中一根管路的管口加工为杯形,如图4-21所示。由于铜管直径的不同,因此加工杯形口的深度也有所不同。

图4-20 气焊设备
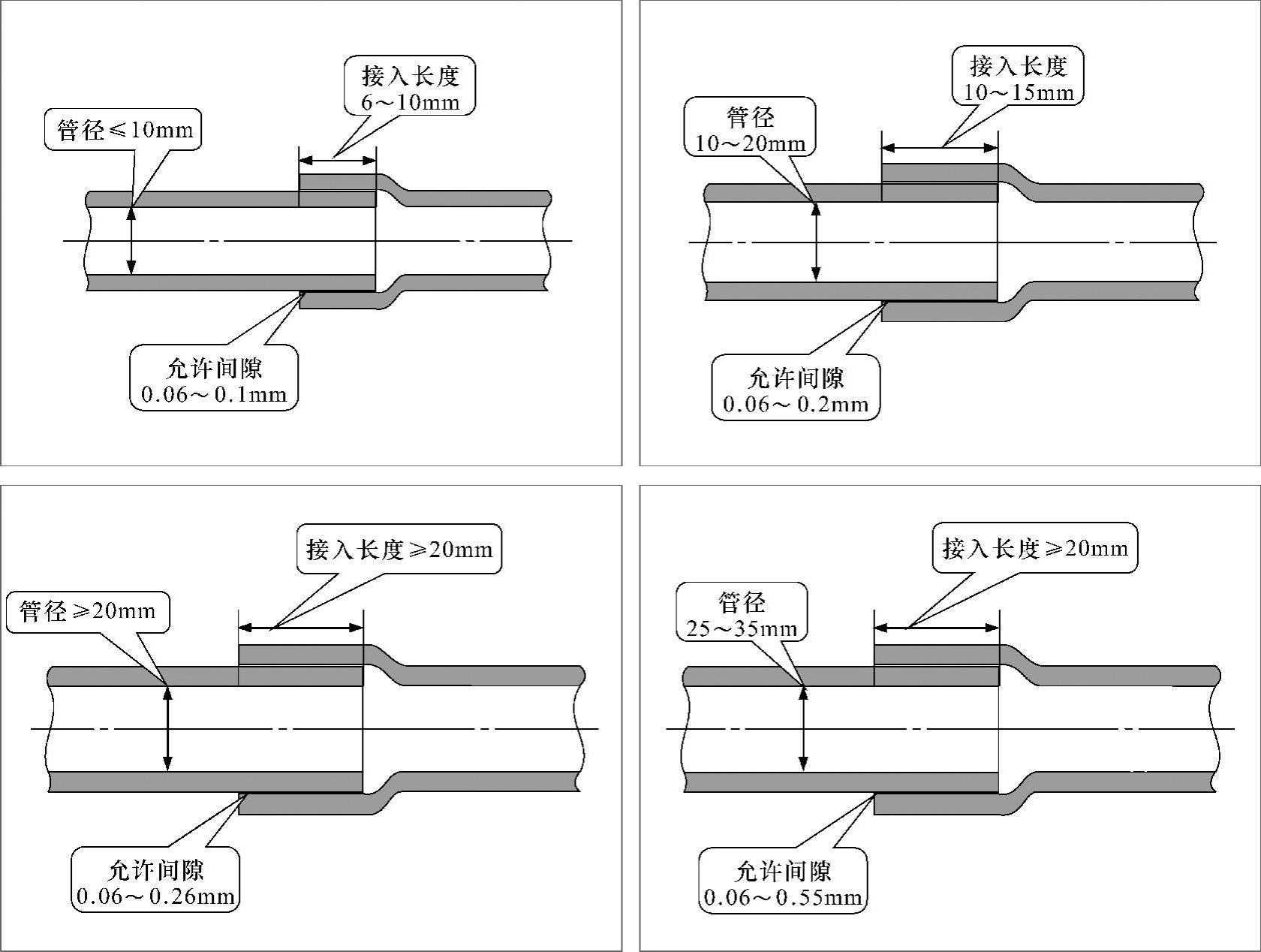
图4-21 焊接时杯形口的深度
提示:
两根需要焊接的铜管插接完成后,将气焊设备氧气瓶上的总阀门打开,再将焊枪上的氧气阀门打开,此时氧气瓶连接管路中的空气排出,然后将氧气瓶上的总阀门以及焊枪上的氧气阀门关闭,此时可以保证氧气瓶连接的管路中无空气,可以更好地起到助燃功能。
通过控制阀门调节氧气瓶的输出,直至压力表显示的压力到2kgf/cm2(约0.2MPa),再将燃气瓶上的阀门打开,使其输出压力在5kgf/cm2(约0.5MPa),如图4-22所示为调节氧气瓶和燃气瓶输出的压力。
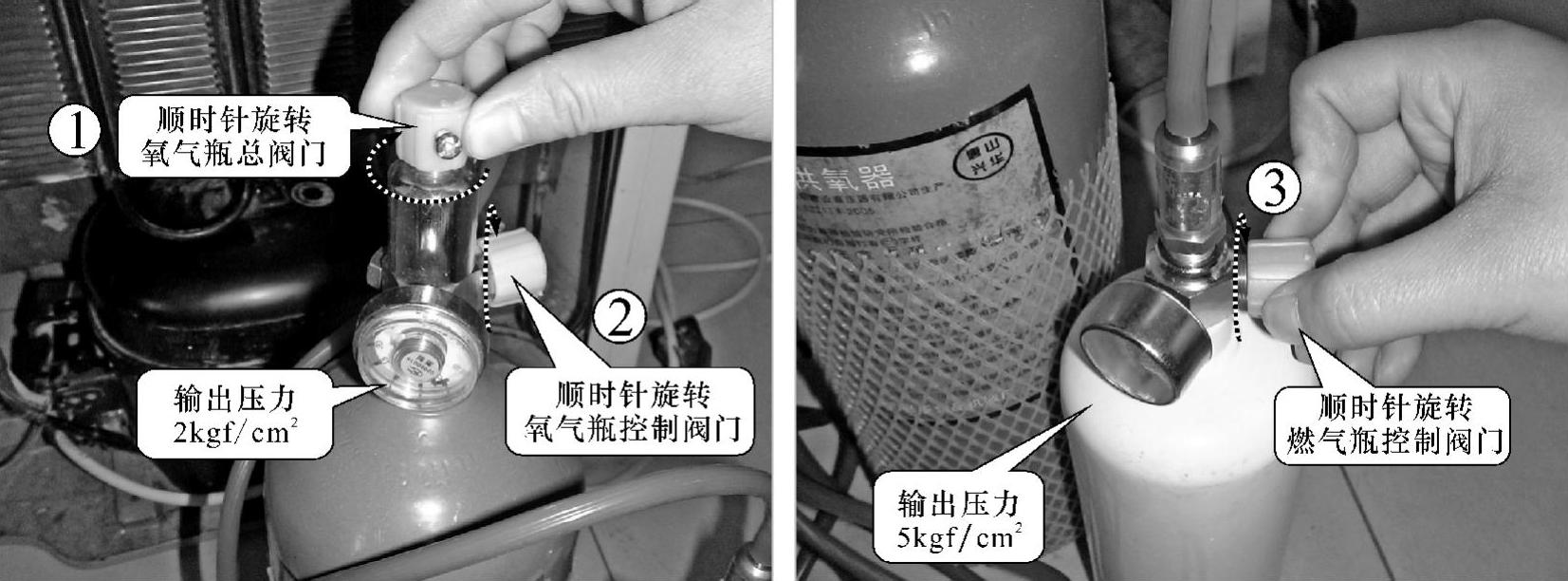
图4-22 调节氧气瓶和燃气瓶输出的压力
使用焊枪焊接时先将焊枪上的燃气阀门打开,使用打火机点燃焊枪出口,点火完成后,再将焊枪上的氧气阀门打开,通过调节氧气阀门和燃气阀门使火焰达到正常(中性火焰),如图4-23所示。
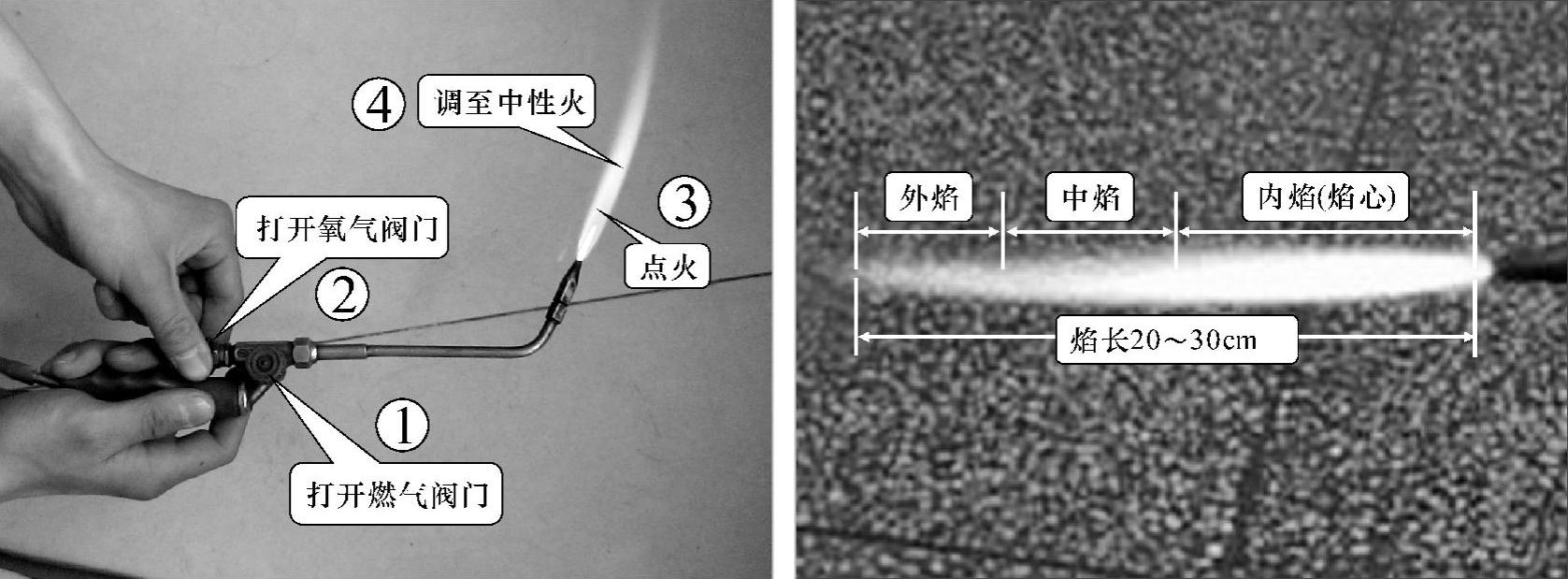
图4-23 调节焊枪的阀门点燃火焰并对其进行调节
链接:
如表4-1所示为不同温度下火焰的颜色,从表中可以看出不同颜色的火焰其温度都有所不同,焊接时应根据电冰箱管路材质的不同选择不同的焊接温度,即调整不同颜色的火焰。例如焊接磷铜放焊条时的温度为600℃,黄铜放焊条的温度为1300℃。
表4-1 不同温度下火焰的颜色
 (www.daowen.com)
(www.daowen.com)
当焊枪发出的火焰调节好后,此时便可对插接的铜管进行焊接了,如图4-24所示,将焊枪发出的火焰对准铜管的焊接口,当铜管被加热至暗红色时,将焊条放置到焊口处,利用中性火线的高温将焊条熔化,使其均匀地包围在两铜管焊接处。
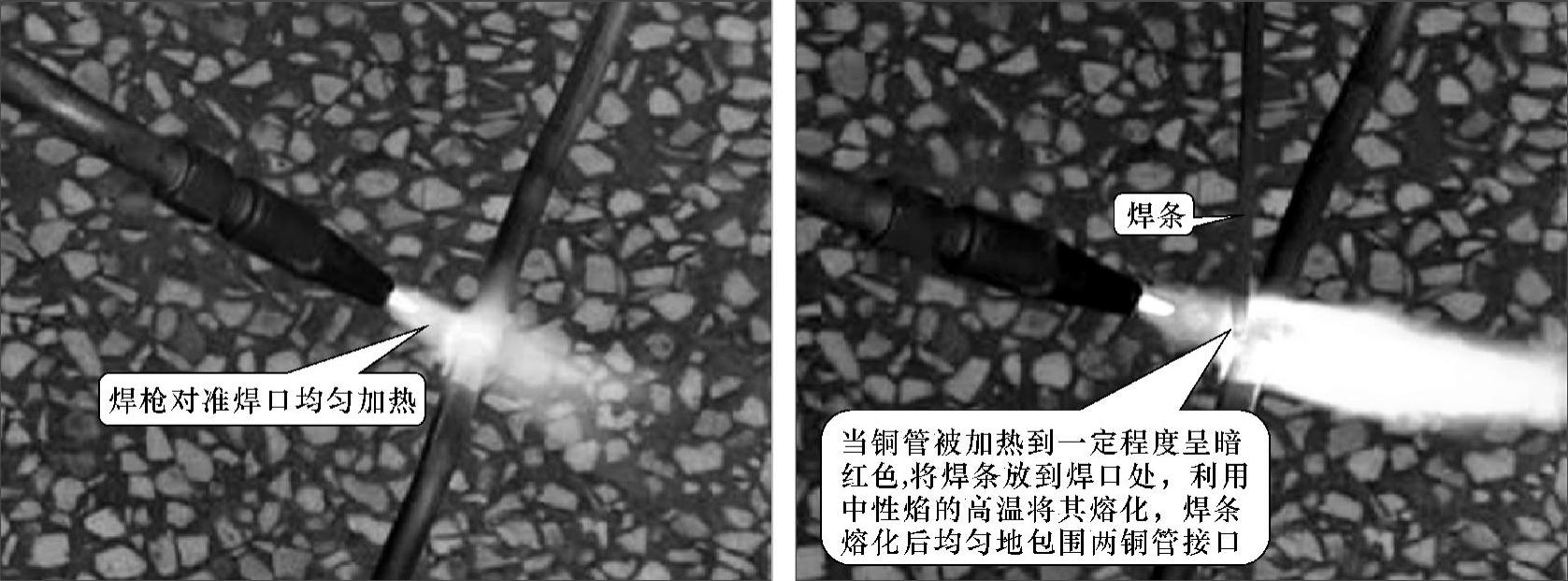
图4-24 对铜管连接处进行加热,并使用焊条进行焊接
将焊条移开,继续对铜管焊接处进行均匀加热5~10s左右,此时即可完成焊接工作。焊接完成后,首先关闭焊枪上的氧气阀门,再关闭燃气阀门,最后再将燃气瓶上和氧气瓶上的阀门关闭,如图4-25所示。
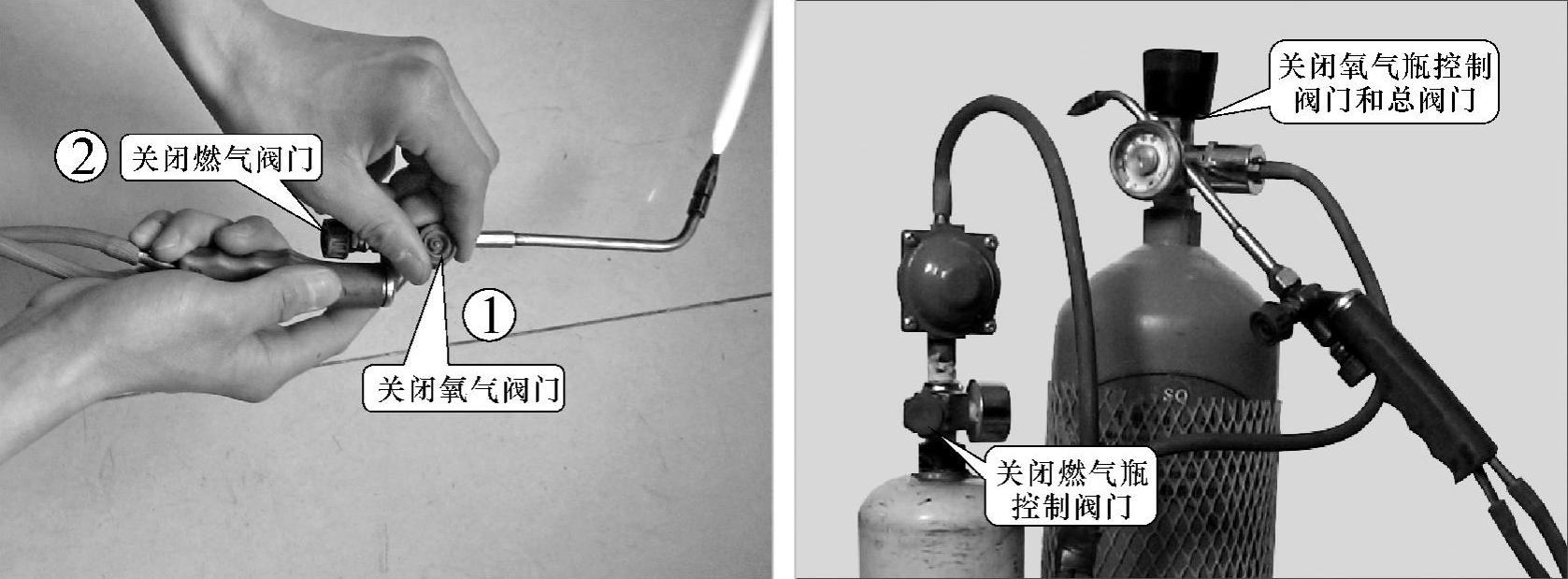
图4-25 焊枪和氧气瓶及燃气瓶上阀门的关闭
2.电冰箱管路的压接方法
电冰箱管路压接法主要适用于管路系统充注R600a制冷剂的电冰箱,因为R600a制冷剂遇明火会产生有毒气体甚至发生爆炸,所以需要使用压接法对该类电冰箱的管路进行连接。使用压接法进行连接时,需要使用专用的压接工具,如图4-26所示,主要为压接钳、管接头(洛克管)、密封液等。
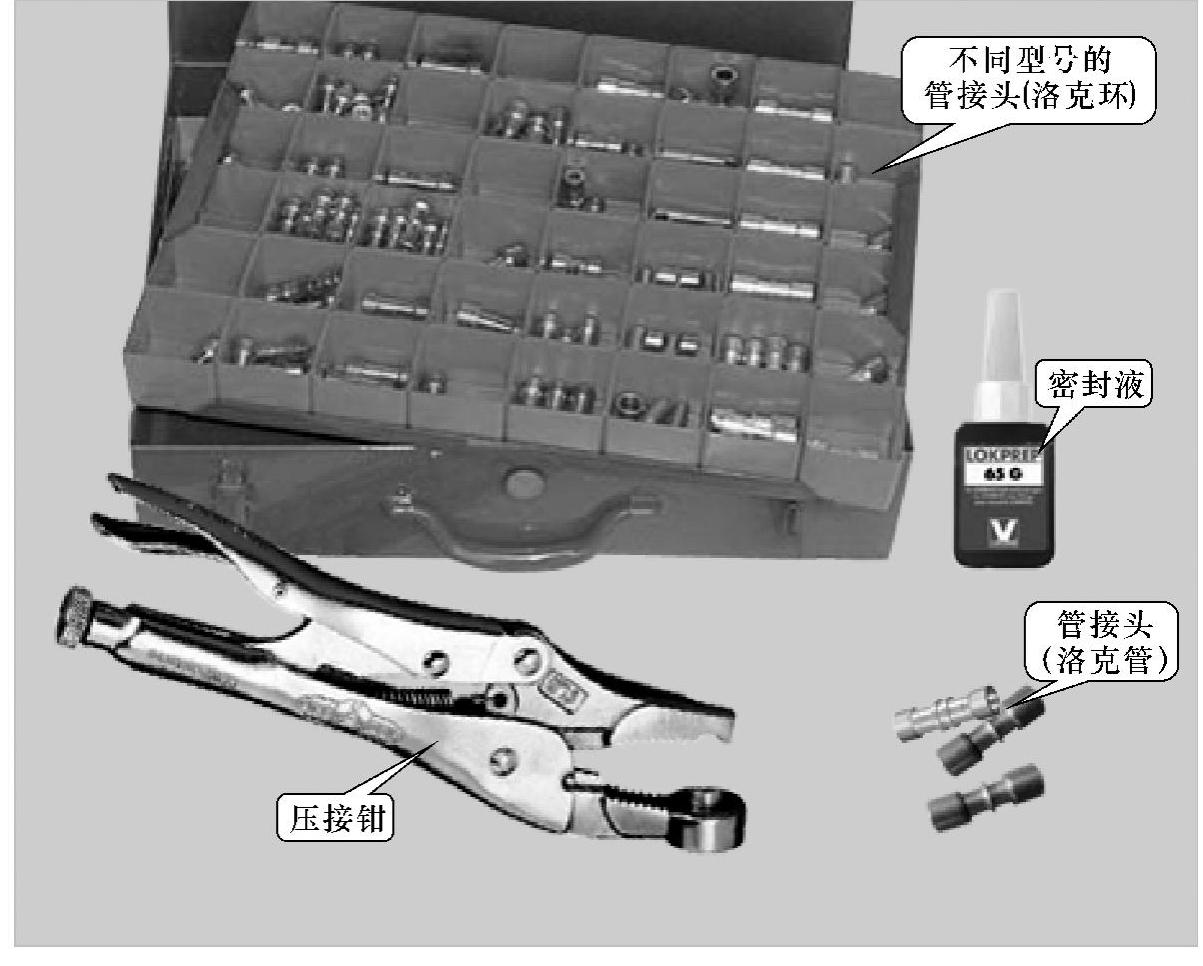
图4-26 电冰箱管路压接工具
提示:
电冰箱中管路的直径有所不同,所以在选择管接头(洛克管)进行连接时,也应当注意管接头(洛克管)的直径,不同直径的铜管应使用直径匹配的管接头(洛克管)。
电冰箱管路需要进行压接时,应当选择直径匹配的管接头(洛克管),在需要连接的两根管路的管口上涂抹上密封液,分别插入管接头(洛克管)的两端接口中,如图4-27所示,当需要连接的两根管路插入管接头(洛克管)后,适当旋转管接头(洛克管),使密封液可以在管接头(洛克管)的胶合部位涂抹均匀。
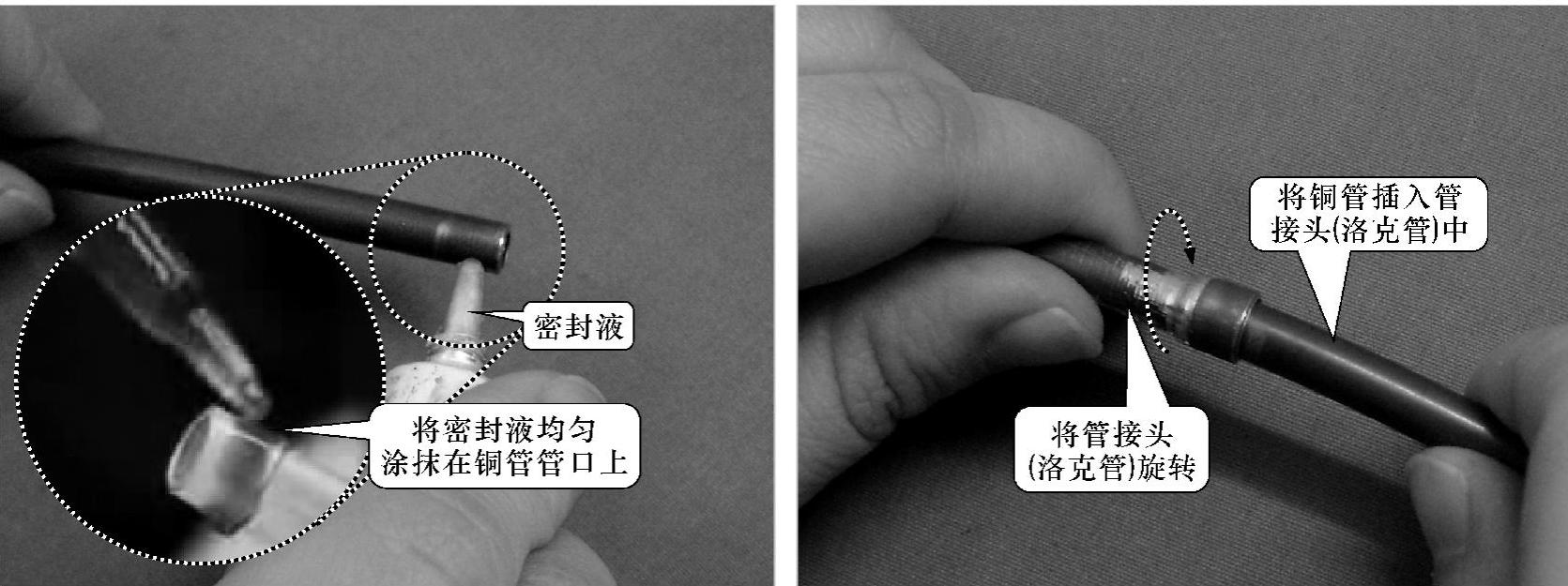
图4-27 将需要连接的两根管路管口涂抹密封液,在将其插入管接头(洛克管)中
然后使用压接钳的钳口钳住管接头(洛克管),此时握下压接钳手柄,将管接头(洛克管)压紧,如图4-28所示。待密封液将管接头(洛克管)完全粘合在一起后,便可松开压接钳。
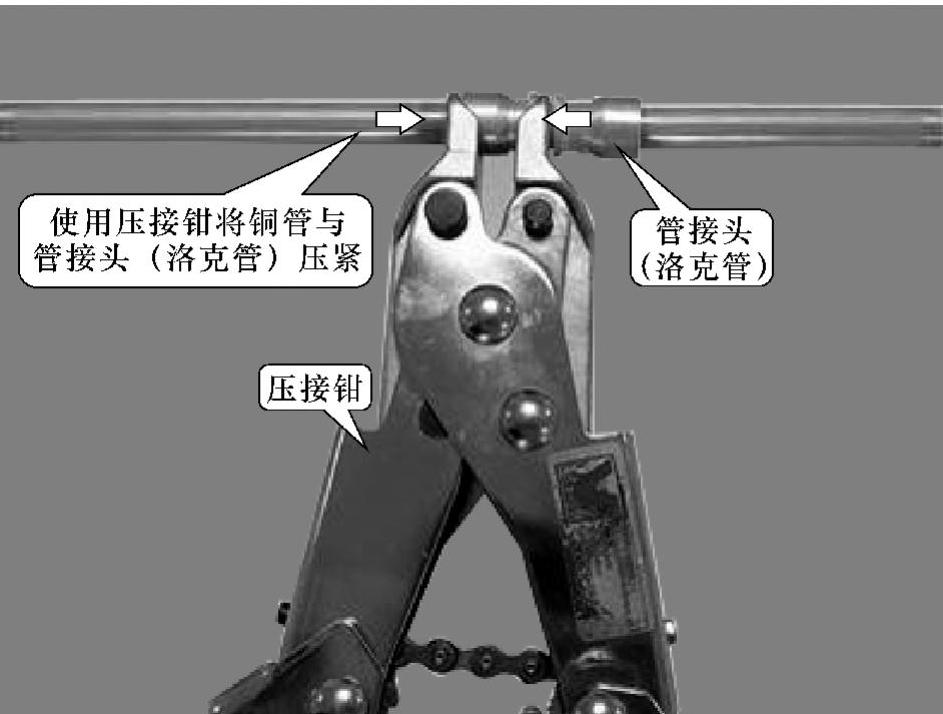
图4-28 使用压接钳进行压接
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





