1.毛坯环切-3D
毛坯环切-3D按照零件成形部分等距离偏移,直到到达中心或边界。毛坯环切-3D提供了高效率的粗加工路径,轮廓部分余量均匀,切削载荷相对稳定,有利于后续的精加工,并适用于开放的深陡型腔和型芯曲面加工。毛坯环切-3D的刀路参数如图5-5所示。
3D体积铣是等高加工。等高加工时,由于曲面坡度不同,在采用同样的垂直切削深度步距时,曲面坡度陡的部分加工效果好,曲面坡度小的部分两层的3D距离大,加工效果差。如果单纯减小垂直切削深度步距,则使加工效率大大下降。因此,在3D体积铣传统加工程序中,引入了层间切削的方法。在两切削层之间残余比较大的局部区域增加走刀,使远离曲面部分用较大的层降切削深度,靠近曲面部分用较小的切削深度,从而既能保持较高的加工效率,又能保持较小的加工余量。层间铣削的参数如图5-6所示。
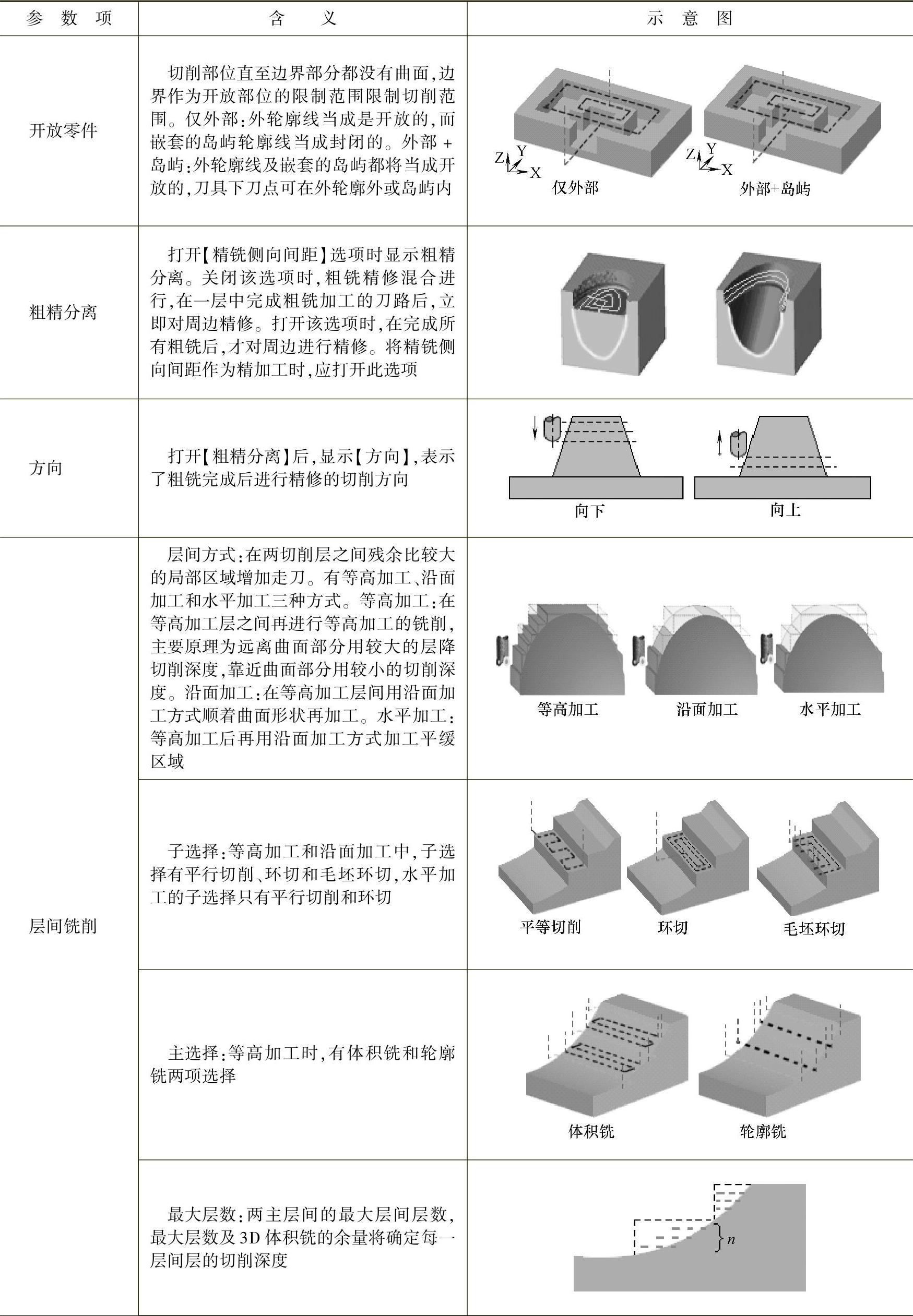
毛坯环切-3D部分刀路参数的含义见表5-3。
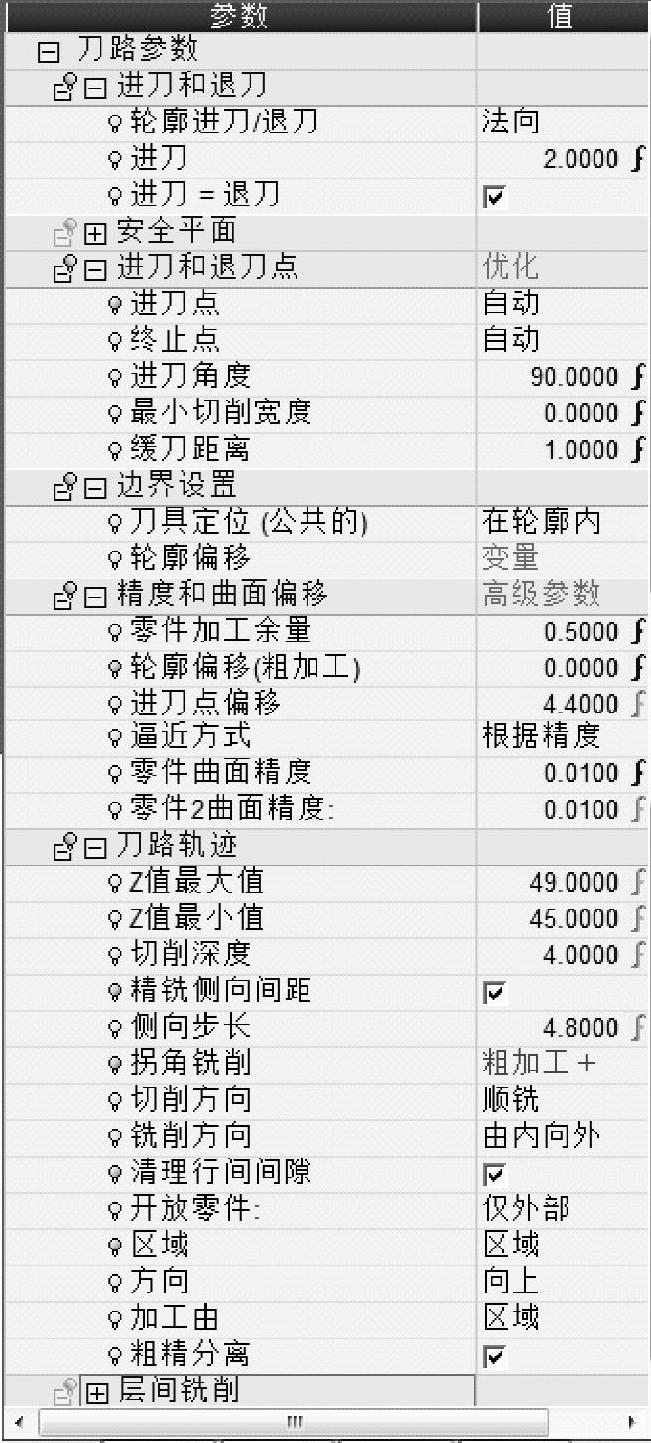
图5-5 毛坯环切-3D的刀路参数
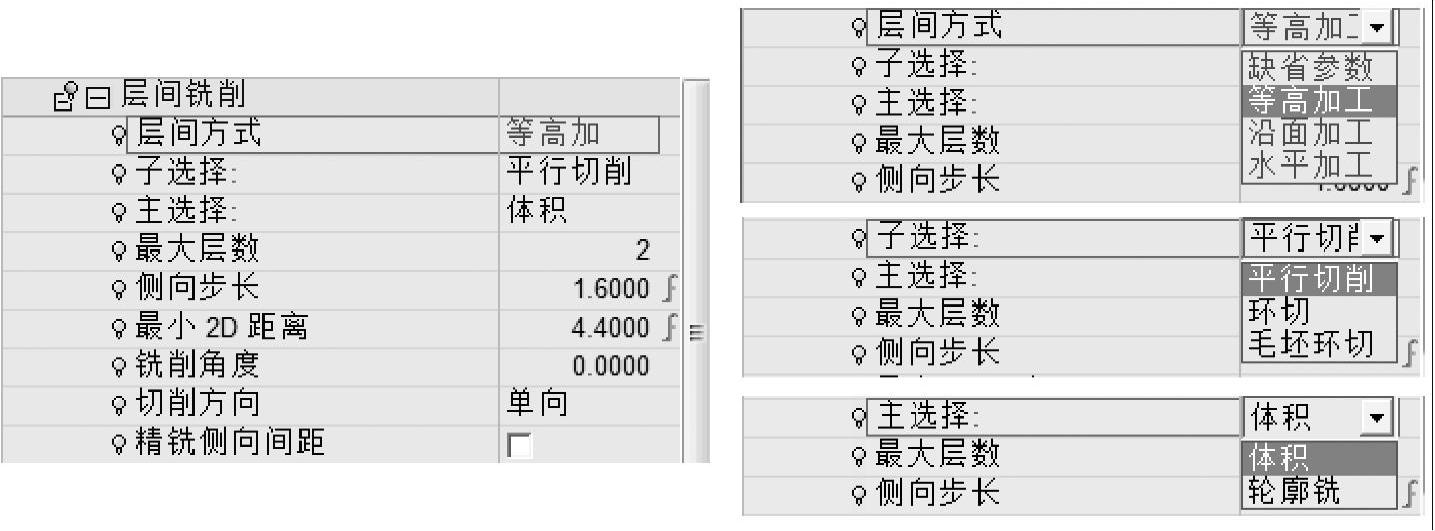
图5-6 层间铣削的参数
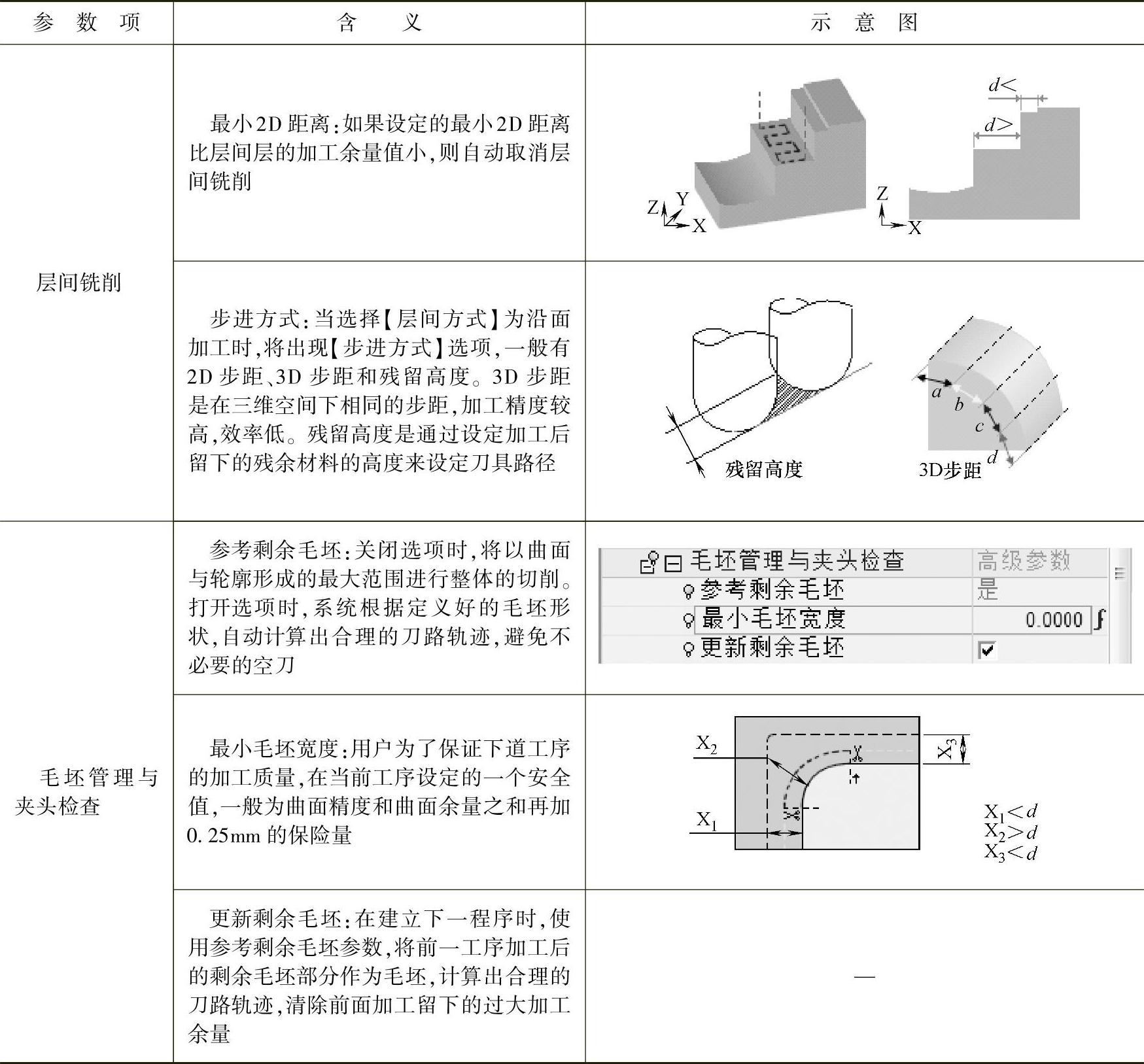
表5-3 毛坯环切-3D部分刀路参数含义

(续)
(续)
2.平行切削-3D
平行切削-3D是指刀具以平行走刀的方式切削工件,可以选择单向或往复两种形式,并且可以指定角度。粗加工时,平行切削具有较高的切削效率,平头铣刀加工时,其切削步距可以设置至刀具直径的80%左右,其刀路参数如图5-7所示。
3.环切-3D
环切-3D加工是以环绕轮廓的方式清除材料,并逐渐加大轮廓,直至无法放大为止。可选择从里到外或从外到里,刀具以环绕轮廓走刀方式加工工件,生成的刀路轨迹在同一层内不提刀,提高了加工效率。同时,还可将轮廓及岛屿的边缘加工到位,适合于粗加工和精加工。环切-3D的刀路参数如图5-8所示。(www.daowen.com)
4.插铣
插铣也称为钻铣加工或直捣式加工。当加工较深的工件时可以使用两刃插铣刀,以钻铣的方式快速进行粗加工。这是加工效率最高的去除毛坯余量的粗加工方式,适合于加工深型腔和高台阶等形状特征。插铣完成后,可以同时选用以插刀的方式对轮廓进行精加工。插铣的刀路参数如图5-9所示。
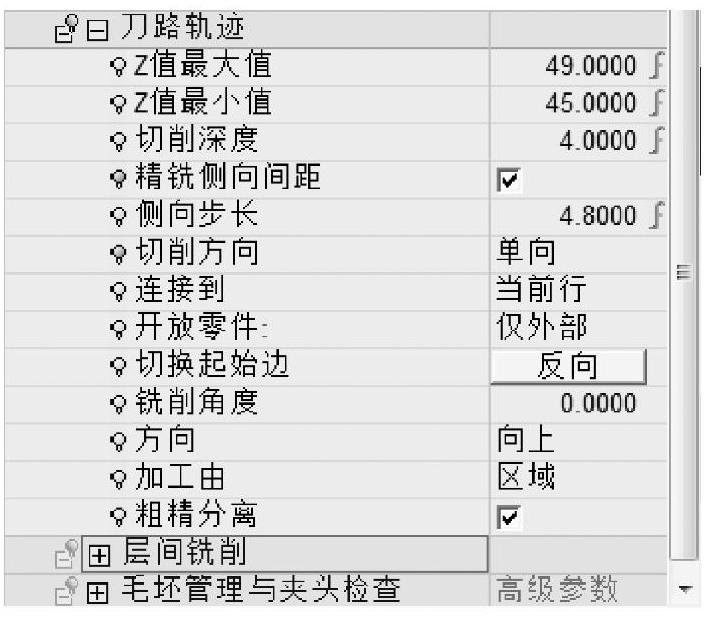
图5-7 平行切削-3D的刀路参数
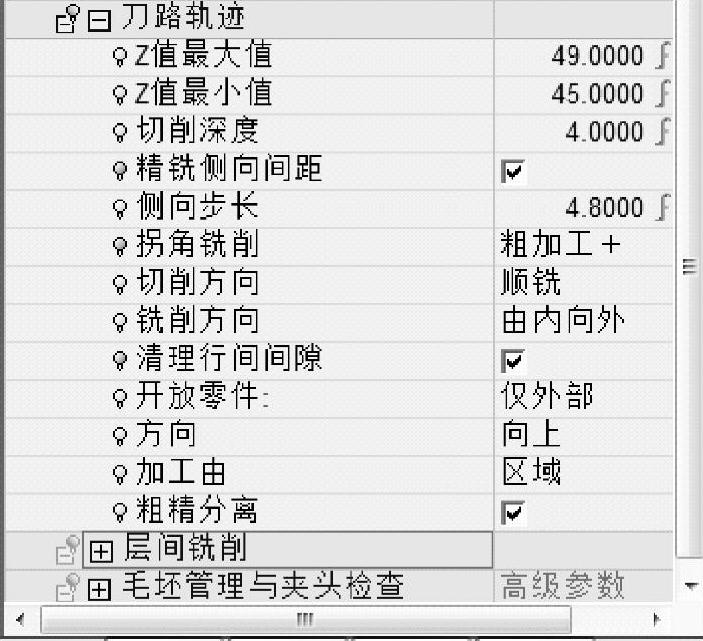
图5-8 环切-3D的刀路参数
5.Z型平行切削
Z型平行切削产生一组从Z方向看互相平行的粗加工刀具路径,它可以分层加工,但是在一个范围内可以按照零件轮廓形状进行向上或向下的切削。Z型平行切削的刀路参数如图5-10所示。
6.Z型放射切削
Z型放射切削与Z型平行切削相比,主要差别在于其产生的刀具路径是放射状的,是以一个选定点作为中心向周边辐射的形状。Z型放射切削的刀路参数如图5-11所示。
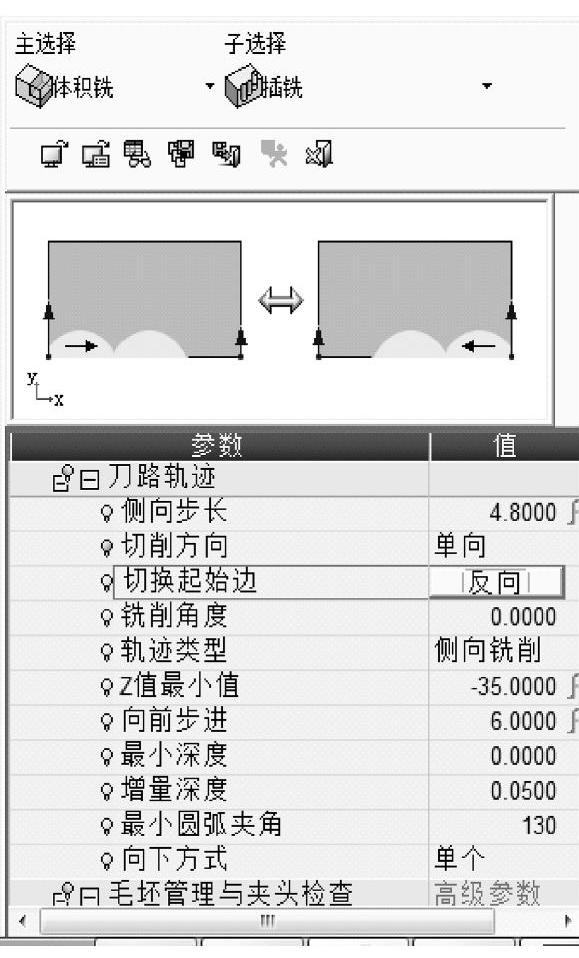
图5-9 插铣的刀路参数
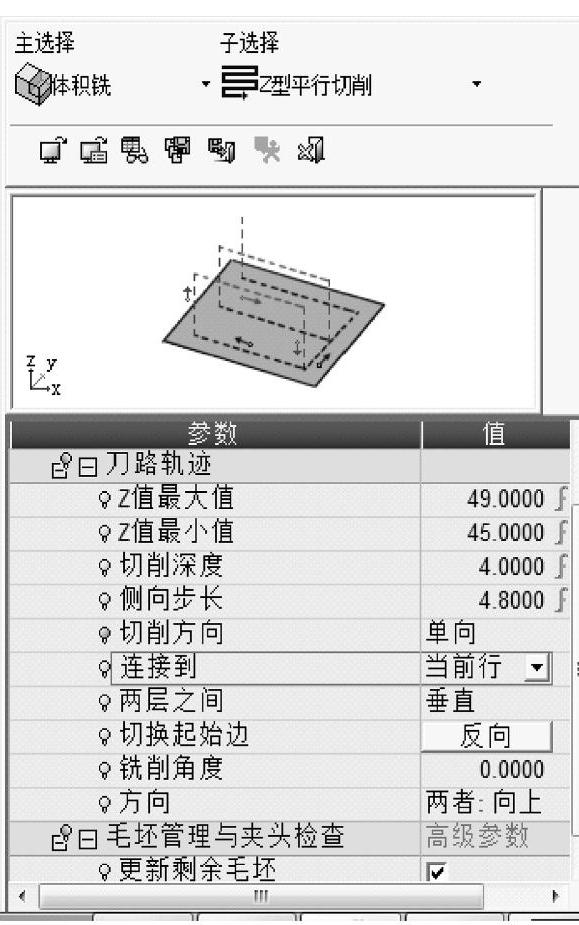
图5-10 Z型平行切削的刀路参数
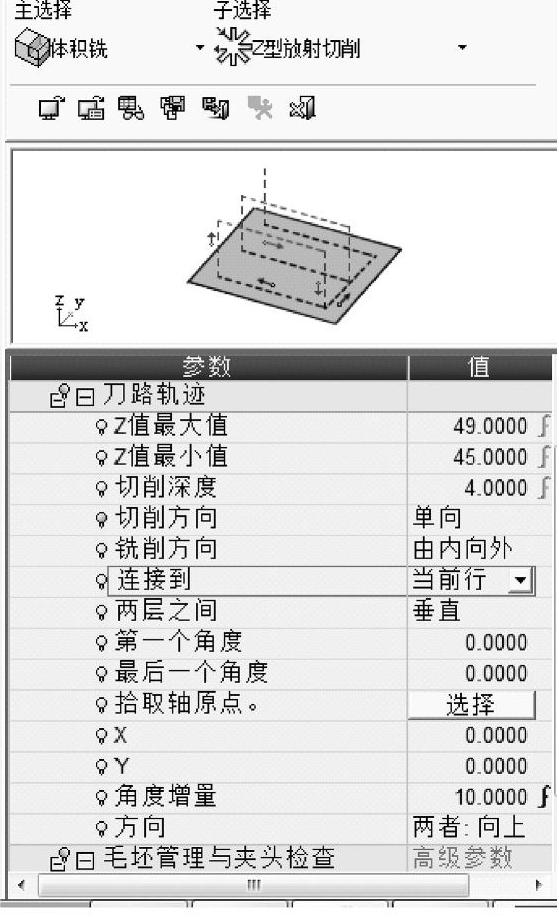
图5-11 Z型放射切削的刀路参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






