实验使用的是Fe314激光熔覆(基体为45钢)试样,Fe314自熔合金粉末价格低廉,来源广泛,是应用潜力巨大的再制造工程材料。45钢是优质碳素结构钢,具有优良的综合力学性能,广泛应用于汽车、船舶等装备中重要结构零件的制造。Fe314自熔合金与45钢基体材料具有良好的润湿性,易获得稀释度低、与基体成为冶金结合的致密涂层。实验材料化学成分见表6-1。
表6-1 实验材料化学成分(质量分数,%)

采用中国人民解放军装甲兵工程学院装备再制造技术国防科技重点实验室的激光快速成型系统制备激光熔覆试样,如图6-3所示。该套系统由六轴联动机器人、1.2kW全固体激光器和DPSF-1型高精度可调送粉器、侧向送粉喷嘴和工作台等组成。实验时采用同步送粉方法,通过多道搭接、多层堆积制备激光熔覆试样。激光束波长为1.06μm;光斑直径为3.5mm;激光熔覆工艺参数为功率1kW,扫描速度3.5mm/s,送粉量7.0g/min,Z轴抬升量0.25mm,搭接率50%。激光熔池保护气体采用高纯度氮气,保护气流量为140L/h。为减少Fe314合金粉末吸潮对成型质量造成的影响,实验前,对粉末进行真空干燥处理,去除粉末表面吸附的水分。

图6-3 激光快速成型设备
为了测定激光熔覆层应力,需要对材料的声弹系数进行标定。为此,实验中通过对激光熔覆再制造试样进行静载拉伸,获得不同大小载荷作用下试样表面超声波声速的相对变化规律,并由此建立声速的相对变化与应力之间的关系,从而实现对激光熔覆层声弹系数的标定。Fe314激光熔覆试样在MTS810型液压伺服试验机上进行静载拉伸试验,如图6-4所示。该试验机最大试验力:300kN;精度等级:1级;静态载荷误差:±0.5%;实验速度范围:0.001~250mm/min。液压拉伸夹具以活塞杆固定,采用钳口平动方式夹紧试样,实验过程中,夹紧力保持不变,避免了试样的打滑。该套万能试验机有一个计算机控制程序,可实现加载应力、应力保持时间、加载速度的自动控制。
表面超声应力检测系统如图6-5所示,主要包括Panametrics-NDT 5800PR超声波脉冲发射接收器、TDS5000B示波器(最高采样频率5GHz)以及一个发射探头、一个接收探头。超声波探头是完成电信号和超声信号能量转化的器件,超声信号的发射和接收都必须通过探头(换能器)。研制适于涂层应力评价的表面超声波探头是实现涂层应力评价的必要条件。针对这一问题,在纵波折射法原理基础上制作了一发一收模式的表面超声波探头。

图6-4 MTS810型液压伺服试验机
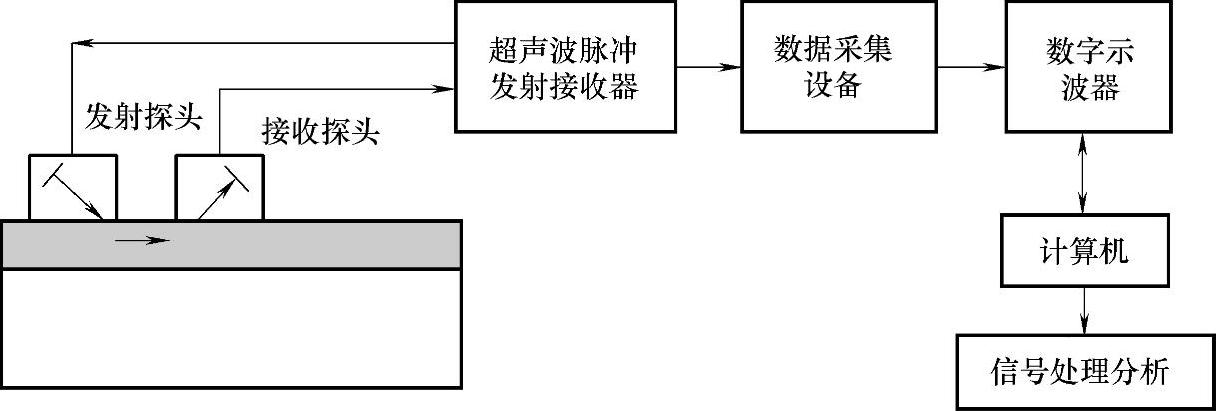
图6-5 表面超声应力检测系统
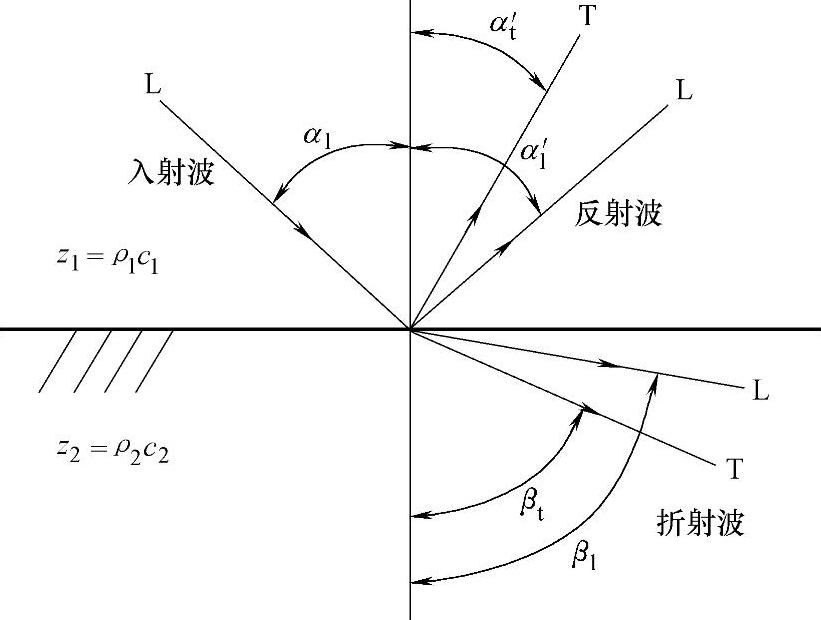
图6-6 纵波折射法原理示意图
根据表面超声波探头的制作要求,需要使纵波入射角达到第二临界角,使第二介质中既无纵波也无横波,而只在介质表面存在超声波即表面超声波,纵波折射法原理示意图如图6-6所示。(https://www.daowen.com)
由图6-6可知,当超声纵波传播至声阻抗为z1和z2介质界面时,超声纵波会发生反射、折射和波形转换,并满足
式中,αl为纵波在第一介质中的入射角;βt为横波在第二介质中的折射角;cl为纵波在第一介质中的传播速度(m/s);ct为横波在第二介质中的传播速度(m/s)。
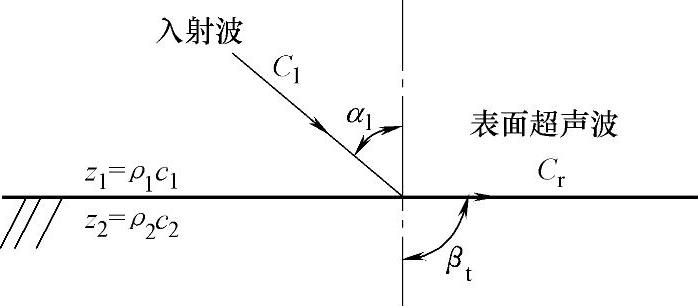
图6-7 第二临界角入射示意图
由图6-7可知,当βt=90°时,在介质表面只存在表面超声波,代入式(6-7),得

表面超声波探头内部楔块采用透明玻璃,测量得到横波在Fe314激光熔覆层中的传播速度为3028m/s,纵波在透明玻璃中的传播速度为2673m/s,代入式(6-8)中,得探头纵波入射角为62°。为了测试表面超声波探头的特性,本节对Fe314激光熔覆层试样表面超声波进行快速傅里叶变换(FFT),得到其频域信号,结果如图6-8所示。
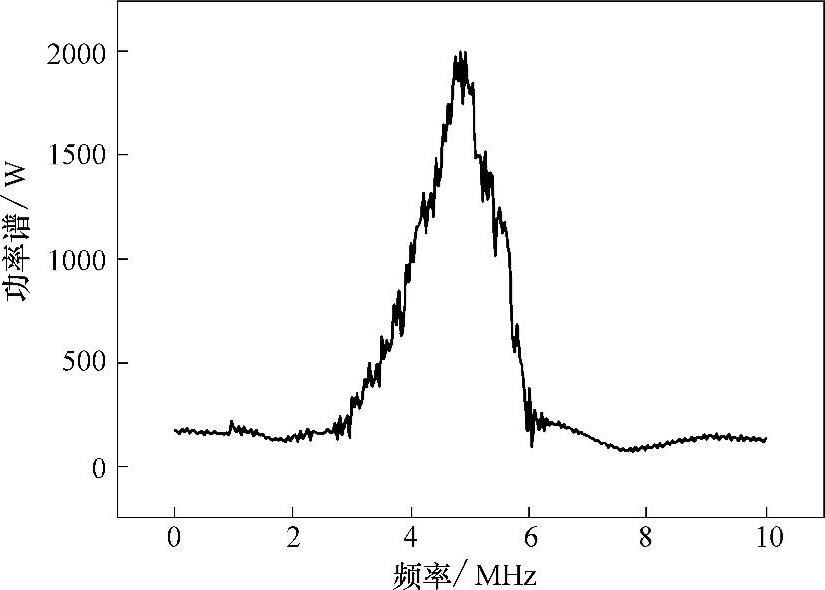
图6-8 Fe314激光熔覆层试样表面超声波频域信号
由图6-8中表面超声波频域信号可知,其频率分布范围为3~6MHz,峰值在4.6MHz左右,与理论中心频率5MHz基本相同,因而认为该表面超声波探头可满足实验要求。制作好的表面波探头如图6-9所示。

图6-9 表面波探头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





