【摘要】:图5-13所示为采用激光熔覆再制造技术修复的齿轮,采用人工预制缺陷的方法在激光熔覆修复的轮齿上加工直径为2mm的圆孔及长度为3mm的裂纹。由此可见,根据缺陷检测A扫描信号频谱图与检测方向的关联性可实现对激光熔覆再制造齿轮零件内部缺陷的定性分析。
图5-13所示为采用激光熔覆再制造技术修复的齿轮,采用人工预制缺陷的方法在激光熔覆修复的轮齿上加工直径为2mm的圆孔(电火花打孔方式)及长度为3mm的裂纹(线切割方法加工)。
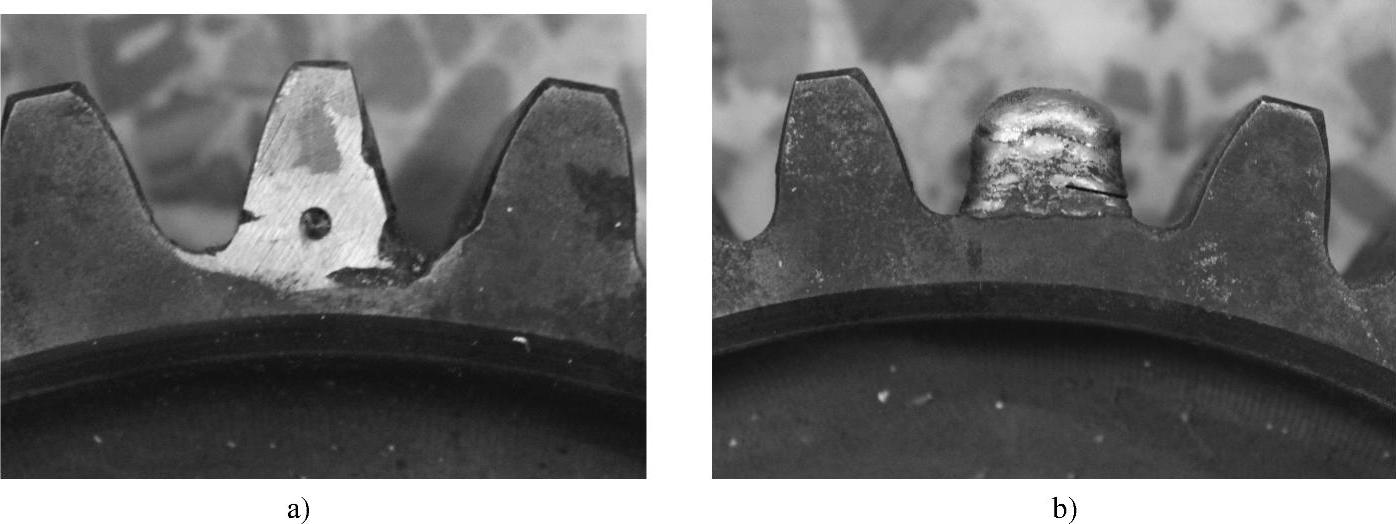
图5-13 激光熔覆修复的齿轮
a)人工预制圆孔缺陷 b)人工预制裂纹缺陷
采用与上述实验相同的检测设备和工艺参数,对激光熔覆修复的轮齿内部的横通孔、裂纹缺陷进行检测。探头放置在轮齿顶部,采集到的缺陷A扫描信号如图5-14所示。
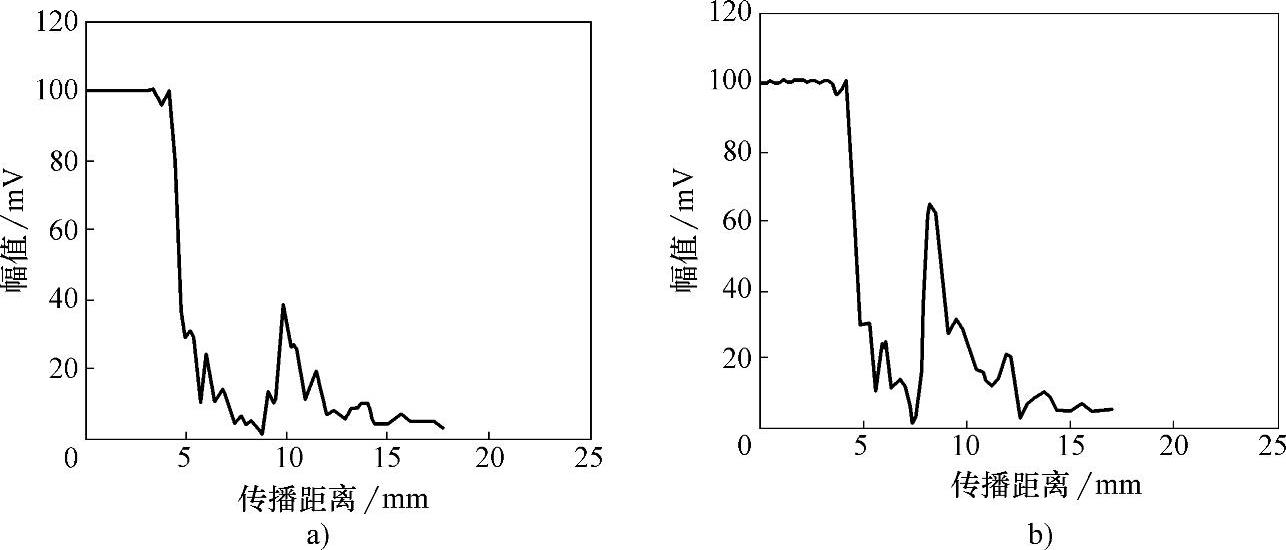
图5-14 激光熔覆再制造齿轮内部缺陷回波信号
a)横通孔缺陷回波信号 b)裂纹缺陷回波信号(https://www.daowen.com)
从图5-14可以看出,横通孔缺陷和裂纹缺陷回波分别位于时基轴上10mm、8mm处,与人工缺陷的实际位置相吻合,此外,两类缺陷回波的形状基本相同,根据波形判断法很难对缺陷进行定性分析。采用2.5.4节中提出的缺陷类型判别方法对激光熔覆修复轮齿内的裂纹、横通孔缺陷回波进行分析,结果如图5-15、图5-16所示,从分析结果可以看出,当检测方向改变时,横通孔缺陷回波的频谱分析图结果变化不大,而裂纹缺陷回波的频谱分析图结果变化比较明显。由此可见,根据缺陷检测A扫描信号频谱图与检测方向的关联性可实现对激光熔覆再制造齿轮零件内部缺陷的定性分析。
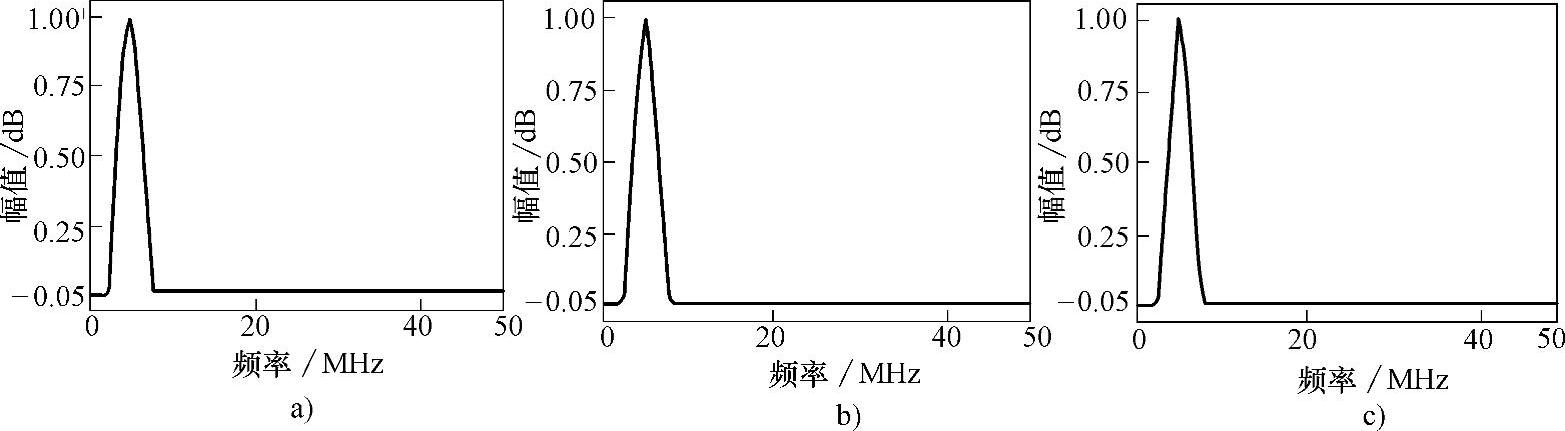
图5-15 激光熔覆再制造齿轮内部横通孔缺陷频谱分析图
a)纵波入射角β=0° b)纵波入射角β=6° c)纵波入射角β=8°
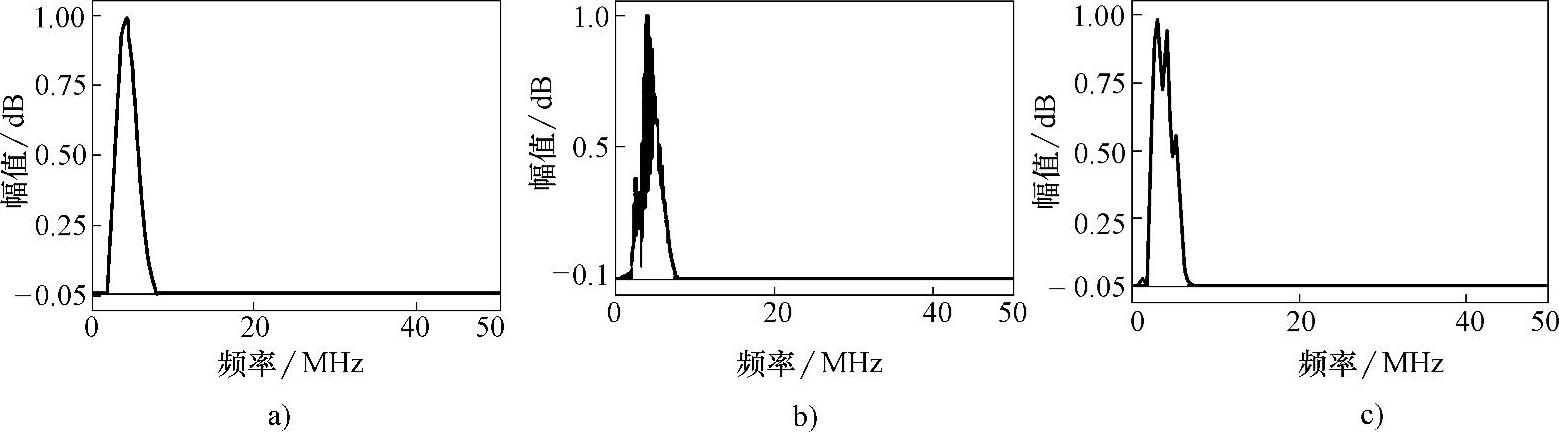
图5-16 激光熔覆再制造齿轮内部裂纹缺陷频谱分析图
a)纵波入射角β=0° b)纵波入射角β=6° c)纵波入射角β=8°
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





