1.基于广义相关倒频谱缺陷诊断方法
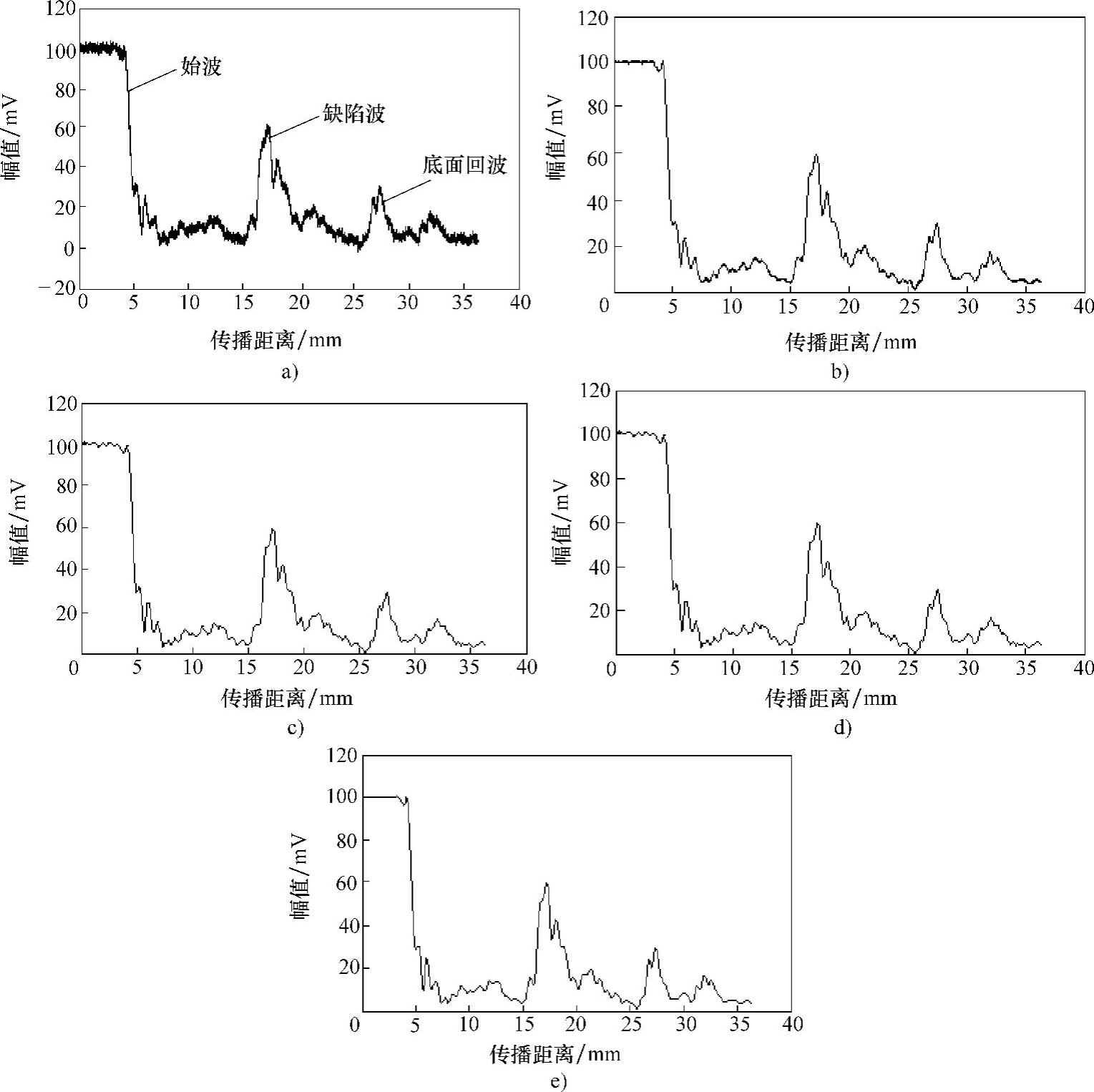
图4-11 不同阈值消噪后的Fe314激光熔覆层试样超声检测信号
a)Fe314激光熔覆试样超声检测信号 b)最优小波包基Sqtwolog阈值消噪后的信号 c)最优小波包基Heursure阈值消噪后的信号 d)最优小波包基Donoho阈值消噪后的信号 e)最优小波分包能谱熵自适应阈值(Bwpesea)消噪声后的信号
脉冲反射法是目前运用最广泛的一种超声检测法。当超声波遇到由声阻抗不同的介质构成的界面时,将会发生反射现象。采用一个探头兼作发射和接收器件,接收信号在检测仪的荧光屏上显示,并根据缺陷及底面发射波的有无、大小及其在时基轴上的位置来判断缺陷的有无、大小及其方位。脉冲反射法检测原理如图4-12所示。当缺陷位于浅表层时,由于检测仪阻塞时间和始脉冲宽度的影响,存在着检测盲区(盲区是指从探测面到能够发现缺陷的最小距离,表征系统的近距离分辨能力)。虽然采用表面波探头可以检测到表层缺陷,但表面波的能量集中于表面下2λ之内(λ为表面波的波长,Fe314激光熔覆层表面波波长约为0.6mm),因此,要想同时检测出埋藏深度大于1.2mm的缺陷,就需要更换检测探头(将表面波探头更换为纵波探头),非常不方便。为了解决这个问题,国内外有关的研究人员大多采用改进检测探头的方法,本书从信号处理的角度出发,探讨解决问题的新方法。
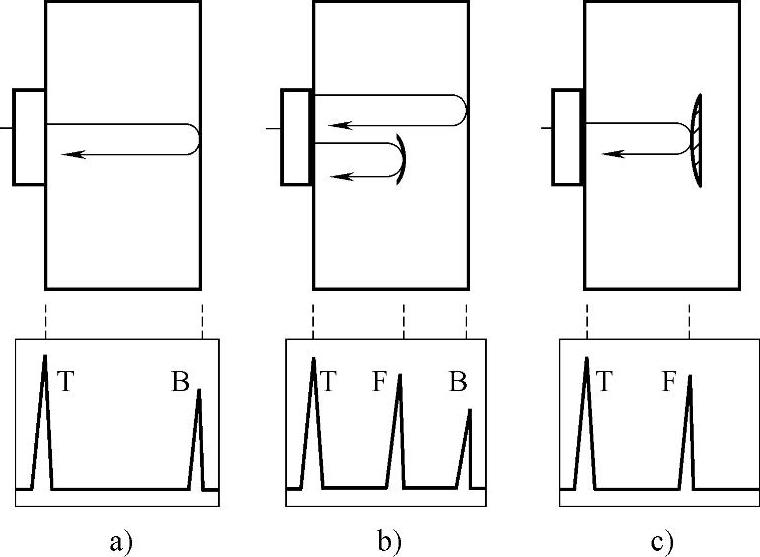
图4-12 脉冲反射法检测原理
a)无缺陷 b)小缺陷 c)大缺陷T—始发脉冲 B—底面回波 F—缺陷回波
首先从超声检测信号的特点进行分析。图4-12所示的脉冲反射法超声检测系统,在适当的假设条件下,系统中各个组成部分可以模拟成图3-13所示的线性非时变系统。因此,利用脉冲反射法检测材料内部缺陷时,超声检测仪示波器上显示的输出电压信号so(t),是由脉冲发生器产生的输入电压信号si(t)经过一系列信号转化过程获得的,转换过程的时域表达式为
so(t)=si(t)b1(t)m(t)c1(t)e1(t)r1(t)
h(t)h1(t)e1(t)c1(t)m(t)b1(t)(4-14)
频域表达式为
So(f)=Si(f)B1(f)M(f)C1(f)E1(f)R1(f)H(f)H1(f)E1(f)C1(f)M(f)B1(f)
(4-15)
上述表达式中,各参数的含义与式(3-36)相同,h(t)、H(f)分别代表超声检测系统中缺陷反射环节的单位冲击响应函数以及对应的频域表达式。由式(4-16)可知,缺陷的单位冲击响应H(f)唯一确定缺陷的性质。

式(4-16)中的分母实际上代表的是没有缺陷情况下系统的输出响应。由于激光熔覆再制造主要是对废旧产品进行批量化修复,因此相同的实验条件下,采集同类产品中无缺陷情况下的超声检测信号S(f)作为基准信号,对实际检测信号在频域进行归一化处理,可以有效降低检测系统对缺陷回波的影响,提高对浅表层及低信噪比缺陷的分辨力。原因在于:①脉冲反射法检测盲区与检测仪阻塞时间以及始脉冲宽度有关,采取上述信号处理方法剔除了始脉冲的影响,因此可以发现始脉冲宽度以内的缺陷,大大提高了对近表层缺陷的检出能力;②低信噪比信号主要是由于材料散射衰减引起的,上述方法也大大降低了材料散射衰减的影响,因而能够提高信噪比。式(4-17)是缺陷反射回波在频域的表达式,对其做傅里叶逆变换即可获得缺陷回波的时域表达式。倒频谱分析是对频域信号取对数的傅里叶逆变换再处理,取对数的目的是为了使再变换后信号的能量更加集中。对超声检测信号做倒频谱分析,信号频谱中的低幅值分量有较高的加权,可以帮助判别谱的周期性,又能精确地测出频率的间隔,从而提高超声检测的灵敏度。因此本书采用倒频谱分析方法对激光熔覆层超声检测信号进行处理。
倒频谱分析也称二次频谱分析技术,是现代信号处理科学中的一项新技术。它可以提供FFT频谱图上难以捕捉的信息。倒频谱分析包括功率倒频谱分析和复数倒频谱分析两种主要形式[157],复数倒频谱分析的定义为“信号序列z变换的对数傅里叶逆变换”,其表达式为(https://www.daowen.com)

式中,cs(τ)为复数倒频谱,单位为dB;F-1表示傅里叶逆变换;自变量τ称为倒频率,具有时间量纲。本书采用广义相关倒频谱分析,即
cs(τ)=F-1[lnf(ejw)] (4-18)
f(ejw)为一频域信号,可通过多种方式获得,如频域信号的滤波、数学运算等,且f(ejw)不再局限于一种信号,可以是多种信号的组合。对经过消噪处理的超声波信号进行广义相关倒频谱分析,就可以检测出激光熔覆层表层缺陷。
2.实验结果及分析
为了验证基于广义相关倒频谱分析技术的有效性,对Fe314激光熔覆试样(基体材料为铸铁)内部缺陷进行试样研究。采用多层堆积方式在奥氏体不锈钢表层制备厚度为15mm的立体成型Fe314激光熔覆层试样,在试样内部用电火花打孔方式预制四个人工孔。图4-13a所示为缺陷信号采集示意图(沿着声束传播方向,四个人工孔的直径依次为2.2mm、2.5mm、1.8mm、3mm)。图4-13b所示为无缺陷基准信号采集示意图。超声探头为直径10mm,中心频率为2.5MHz的纵波探头,采用反射式探测,采样频率为100MHz。图4-14所示为激光熔覆试样的A型超声检测信号,从图4-14可以看出,始发脉冲和底面回波比较明显,但是由于奥氏体不锈钢材为粗晶材料,材料散射噪声比较明显,缺陷回波基本看不出来。图4-15所示为最优小波包消噪处理的结果,从图4-15可以看出,噪声得到了很好的抑制,基本可以看出三个缺陷回波在时基轴上的位置,但由于始脉冲宽度的影响,位于试样浅表层的缺陷回波并没有出现在时基轴上。图4-16所示为采集到的无缺陷激光熔覆试样的超声检测信号,将此信号作为基准信号,对缺陷检测信号进行频谱归一化处理。图4-17所示为采用广义相关倒频谱分析方法对频域归一化信号处理的结果,从图4-17中可以清楚地看出四个缺陷回波分别位于时基轴上2.5mm、10mm、15mm、20mm处,检测结果与缺陷的实际位置十分吻合,最大误差只有4.16%。另外,四个缺陷回波幅值大小与实际缺陷大小也吻合(20mm处人工孔最大,10mm处人工孔次之,接下来是2.5mm处人工孔,15mm处人工孔最小)。根据距离-波幅-缺陷当量曲线(AVG曲线)即可确定缺陷的当量尺寸。
实验结果表明,采用广义相关倒频谱分析方法对超声纵波探头采集到的信号进行处理,可以同时检测出位于材料浅表层及内部的缺陷,解决了普通脉冲反射法缺陷检测技术中,纵波(或横波)探头对表层缺陷分辨力低的问题,避免了检测过程中更换探头的繁琐工艺,可以用统一的方法对材料表层及内部缺陷进行定量评价。相比于国内外同行采用研制新探头解决该问题的方法,本书提出的方法在经济性方面更有优势。
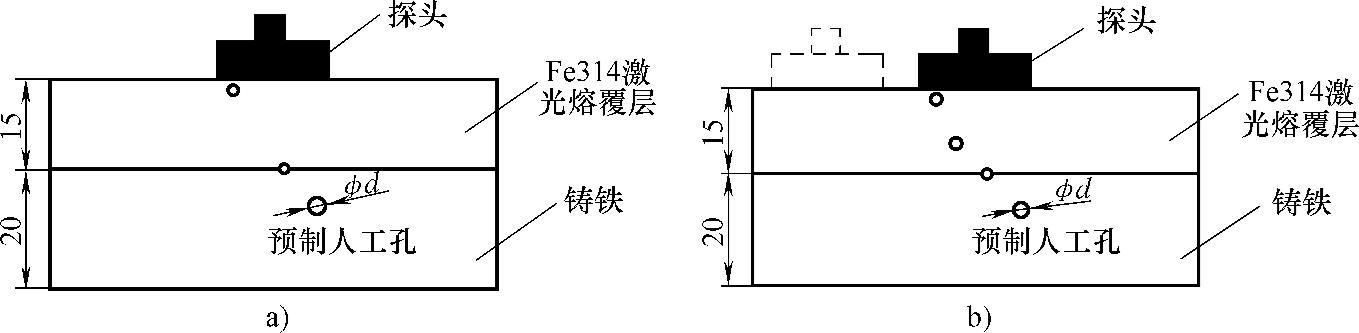
图4-13 超声波缺陷检测示意图
a)缺陷信号采集示意图 b)无缺陷基准信号采集示意图
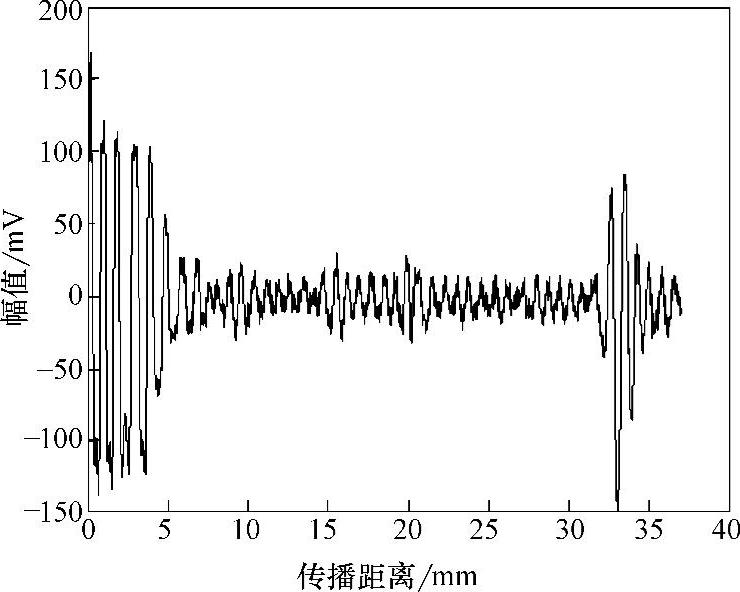
图4-14 激光熔覆试样超声检测信号
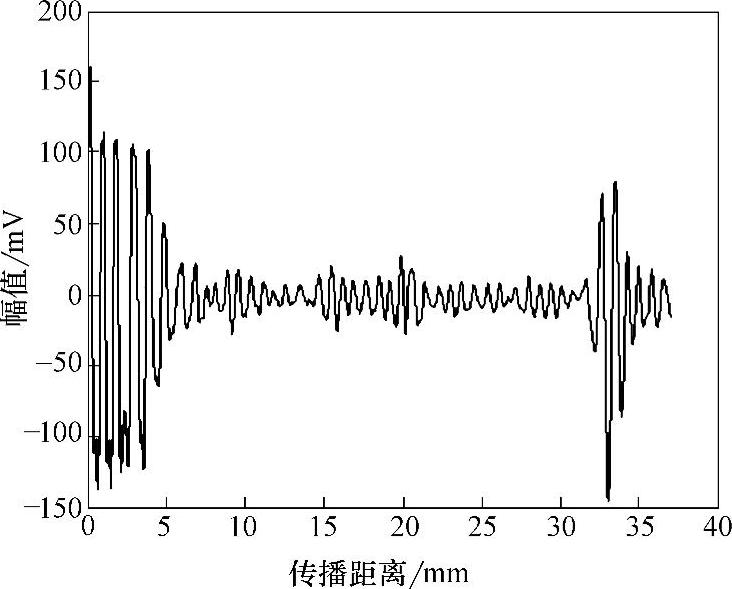
图4-15 小波包变换消噪后的信号
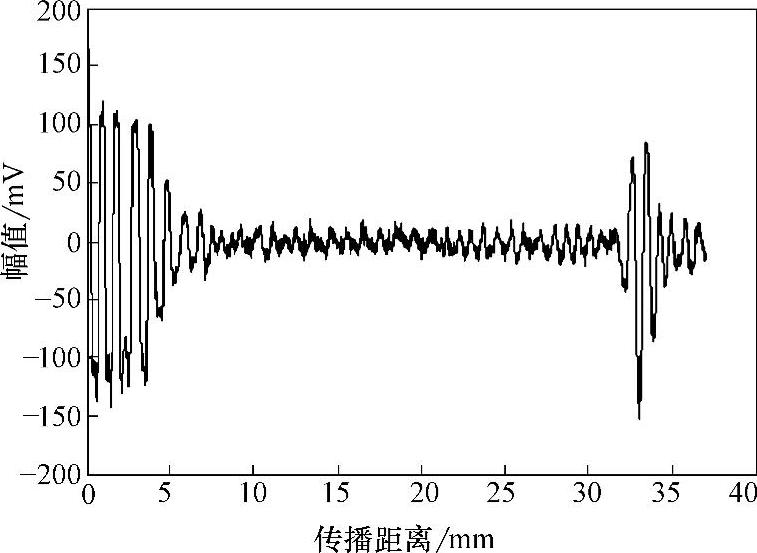
图4-16 无缺陷激光熔覆试样超声波检测信号
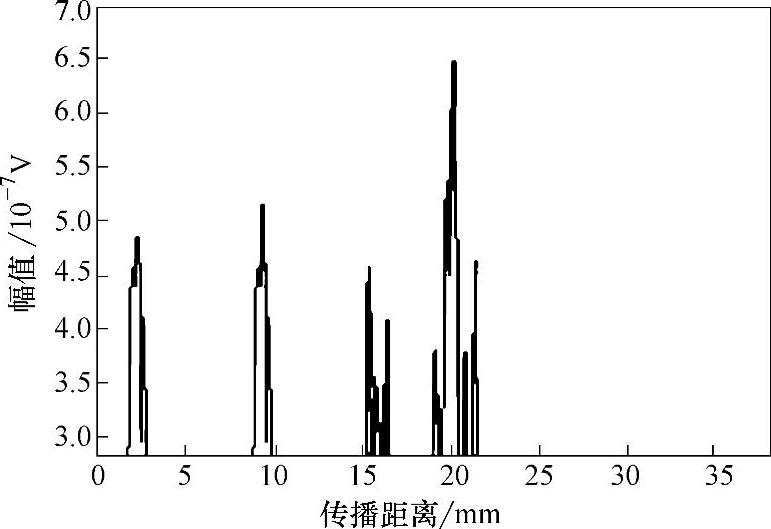
图4-17 广义相关倒频谱分析结果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






