【摘要】:采用超声接触法检测缺陷。图3-28 激光熔覆再制造试样缺陷超声检测示意图根据前述数值模拟分析结果,选用纵波直探头检测缺陷,检测方向平行或垂直于熔覆层间结合面时,能够获得指向性良好的声束。由于试样检测面积不大,为了减少耦合损失、提高缺陷定位定量精度,选用直径为10mm的晶片。因此,综合考虑上述各因素,结合激光熔覆层组织特性及缺陷的分布情况,选用频率为5MHz的纵波直探头。
采用多道搭接多层堆积制备激光熔覆试样,如图3-28所示,试样长、宽、高分别32mm、15mm、60mm。在熔覆层内部用电火花加工方法预制一个直径为6mm的横通孔缺陷(距离上表面25mm),在基体材料内部用线切割加工方法预制一个长度为10mm的裂纹缺陷(距离上表面35mm)。采用超声接触法检测缺陷。
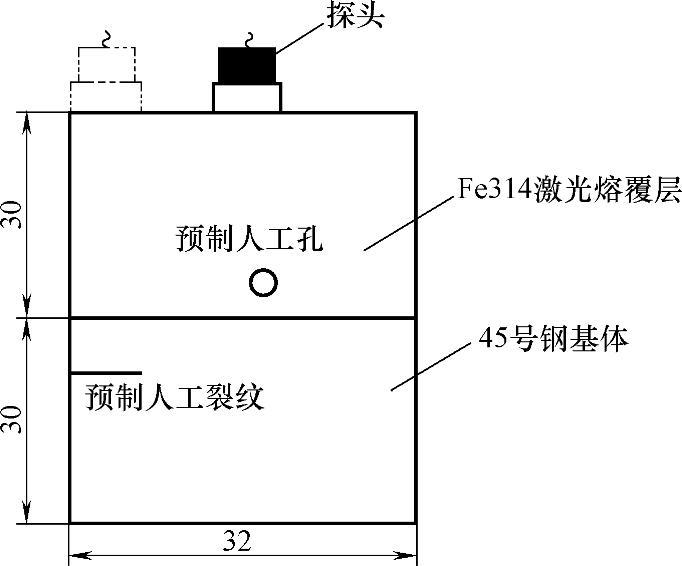
图3-28 激光熔覆再制造试样缺陷超声检测示意图(https://www.daowen.com)
根据前述数值模拟分析结果,选用纵波直探头检测缺陷,检测方向平行或垂直于熔覆层间结合面时,能够获得指向性良好的声束。由于试样检测面积不大,为了减少耦合损失、提高缺陷定位定量精度,选用直径为10mm的晶片。超声检测金属材料的频率一般在0.5~10MHz,频率的高低对检测的灵敏度(发现最小缺陷的能力)、分辨力(区分紧邻缺陷的能力)有较大的影响。由于波的绕射,超声检测的灵敏度约为λ/2(λ=c/f,λ为波长,c为波速,f为频率),因此频率越高,越有利于发现小缺陷,即灵敏度越高。另外,频率越高,脉冲宽度越小,分辨力越高。由于声束半扩散角θ0=arcsin1.22λ/D(D为探头的有效直径),因此频率越高,λ越短,声束半扩散角越小,声束指向性也就越好。但另外一方面,频率高,近场区长度大(N=D2f/4c),衰减大,又对检测不利。因此,综合考虑上述各因素,结合激光熔覆层组织特性及缺陷的分布情况,选用频率为5MHz的纵波直探头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





