1.控制系统运行前的说明
(1)使用环境、条件
1)海拔:≤1000m。
2)环境温度:0~40℃。
3)相对湿度:≤90%(月平均气温为25℃±1℃)。
4)周围环境中应无腐蚀性气体,无导电尘埃,无爆炸性物品。
5)周围应无剧烈振动。
(2)安装说明
1)进线电源须有失压脱扣保护和小于30mA的漏电保护。
2)安装在不易受振动的地方。
3)注意环境的温度。环境温度对设备的寿命影响很大。因此,安装场所的环境温度不能超过允许的温度。
4)安装在不可燃的表面上,同时,为了使热量易于散发,应在周围留有足够的空间。
5)避免太阳光直射、高温和多湿的场所。
6)设备应避免油雾、易燃性气体、棉尘和尘埃等漂浮的场所,要用地脚螺栓安装在基础上。
(3)设备参数
1)电源:三相380V(85%~110%),50Hz(49.5~50.5Hz)。
2)温度控制范围:0~400℃。
(4)连线 安装时必须连接好接地保护线,以保证操作人员的人身安全及设备安全。
1)设备安装好以后,按系统连线图连接好各部件之间的连接电缆线。
2)接好进线电源,并校正电源相序。
3)确认各连接电缆已连接无误。
2.操作前的准备
1)通电前检查下列项目:
①安装检查。确认设备正确地安装在适当的场所。
②接线检查包括:
a.确认进线电源线接线正确。
c.设备的保护接地线(PE)是否接地良好,接地电阻应不大于0.5Ω。
d.系统进线电源(三相380V、50Hz)是否正确接入,相序是否正确。
e.各回路的电源开关是否在正常位置,且开关本身是否良好,检查各位置开关的动作是否正常。
g.各个紧急停止按钮及操作按钮是否为正常位置,检查各紧急停止按钮动作是否正常。
h.各连接插件是否连接正确可靠。
2)通电。在确保正常后,合上进线电源开关。当合上进线电源开关后,控制屏显示正常且无报警信号,即通电完成。
3.SJ-90-33单螺杆挤出机PLC控制系统
1)规格、型号为SJ-90。其中,SJ表示塑料单螺杆挤出机,90表示螺杆直径为90mm。
2)系统控制范围:
①SJ-90-33单螺杆挤出机。
②GFQY-250牵引装置。
3)主要技术参数:
①电源输入最大功率为188kW。
②主电动机功率为132kW。
③主电动机转速为1500r/min。
④牵引电动机功率为4kW。
⑤牵引电动机转速为1500r/min。
4)控制系统特点为:
①操作简单,控制方便。
a.采用德国SIEMENS公司Simatic PLC进行实时监控。
b.操作界面采用SIEMENS公司的Simatic控制屏操作,并安装于主机的主控制柜上。
②调速性能好,稳定可靠。
a.主电动机采用直流电动机。调速器采用Eurotherm数字式双闭环直流调速控制器,速度调节时采用模拟测速发电机作为速度反馈信号源。
b.上料电动机采用三相交流电动机,采用交流调速器(变频器)实现控制。
③系统安全可靠。各部件均设有紧急停止按钮。按下紧急停止按钮,则停止相应部件的运行。各控制环节均设有过载保护及短路保护。
4.系统操作说明
各页面显示与操作如下:
(1)主屏幕 该屏幕用于显示厂家信息,并可选择:监控、主机、机筒、口模、速度、报警屏幕。各屏幕的用途如下:
1)监控屏幕。此屏幕有主要设备的状态信息。
2)主机屏幕。此屏幕用于集中显示主机运行的相关参数。
3)机筒屏幕。此屏幕用于设定和显示机筒各区的温度。
4)口模屏幕。此屏幕用于设定和显示口模各区的温度。
5)速度屏幕。此屏幕用于设定和显示各电动机的速度、电流、转矩、速比等。
6)报警屏幕。此屏幕用于显示各种故障状态。
(2)监控屏幕 如图5-5所示,屏幕的主要功能是监测各环节的运行状态。运行时显示为“ON”,不运行时显示为“OFF”,并可选择:主机、机筒、口模、速度、报警等屏幕。主要有:
主电动机状态:运行或停止和起动或停止。
牵引机状态:运行或停止和起动或停止。
机筒温控状态:运行或停止和起动或停止。
口模温控状态:运行或停止和起动或停止
(3)主机屏幕 主要用于显示主机的相关参数,如图5-6所示。包括:
1)主机机头压力(MPa)。
2)熔体温度(℃)。
3)机筒各区的实测温度(℃)。
4)口模各区的实测温度(℃)。
5)主电动机转速(r/min)。
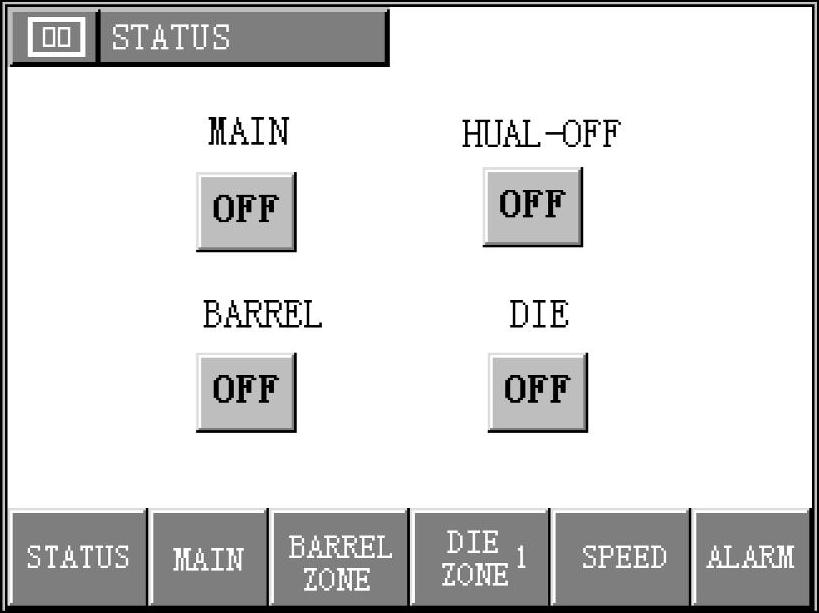
图5-5 监控屏幕
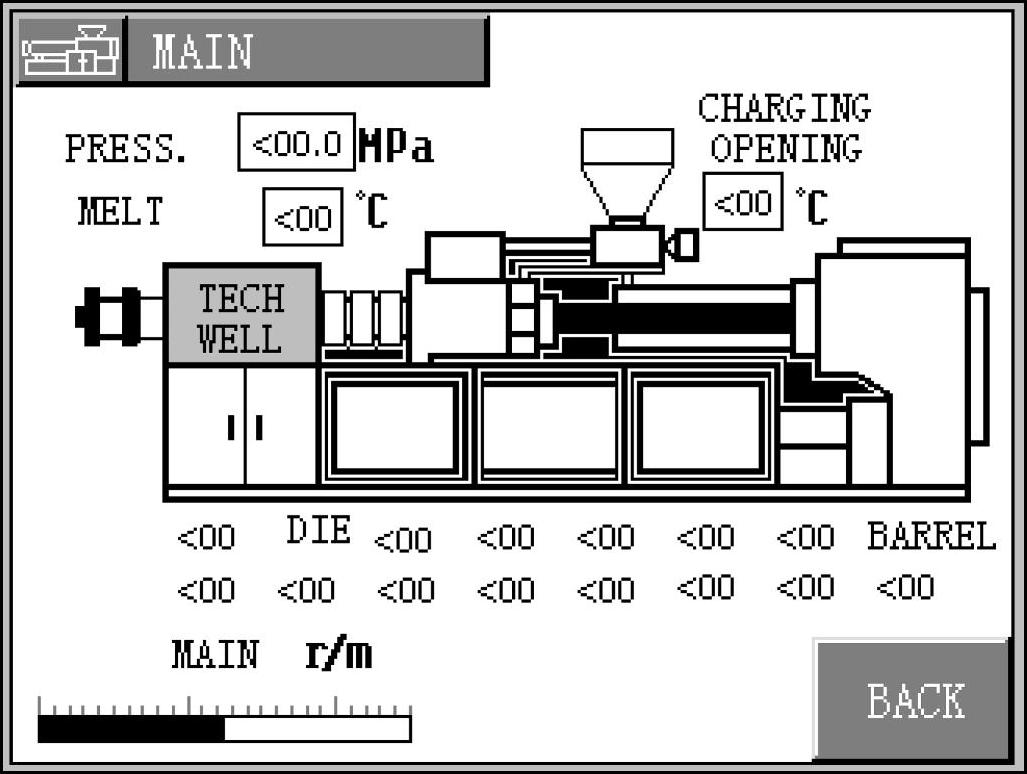
图5-6 主机屏幕
(4)机筒屏幕 此屏幕用于设定和显示机筒各区的设定值及实测值,如图5-7所示。
1)“设定”:设定范围0~400℃。(www.daowen.com)
2)“实际”:显示范围0~400℃。
(5)口模屏幕 此屏幕用于设定和显示口模各区的设定值及实测值,如图5-8所示。
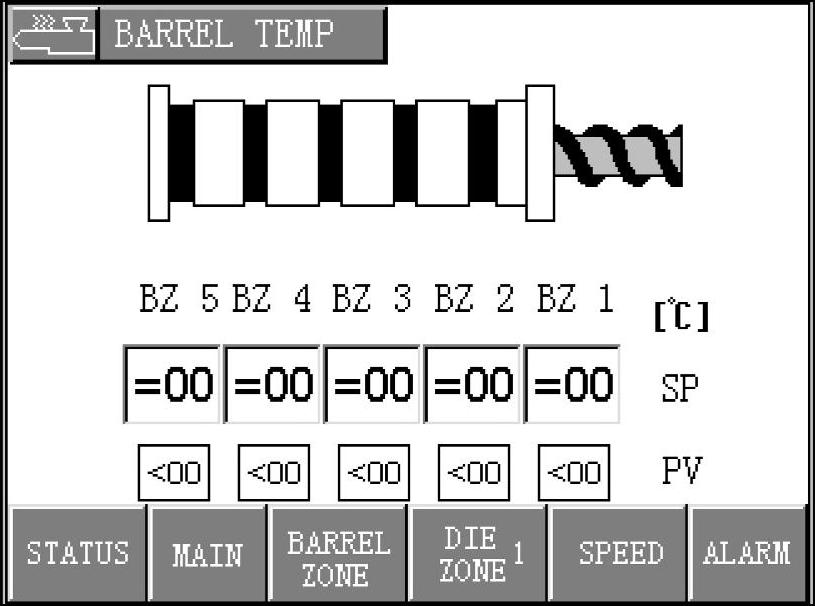
图5-7 机筒屏幕
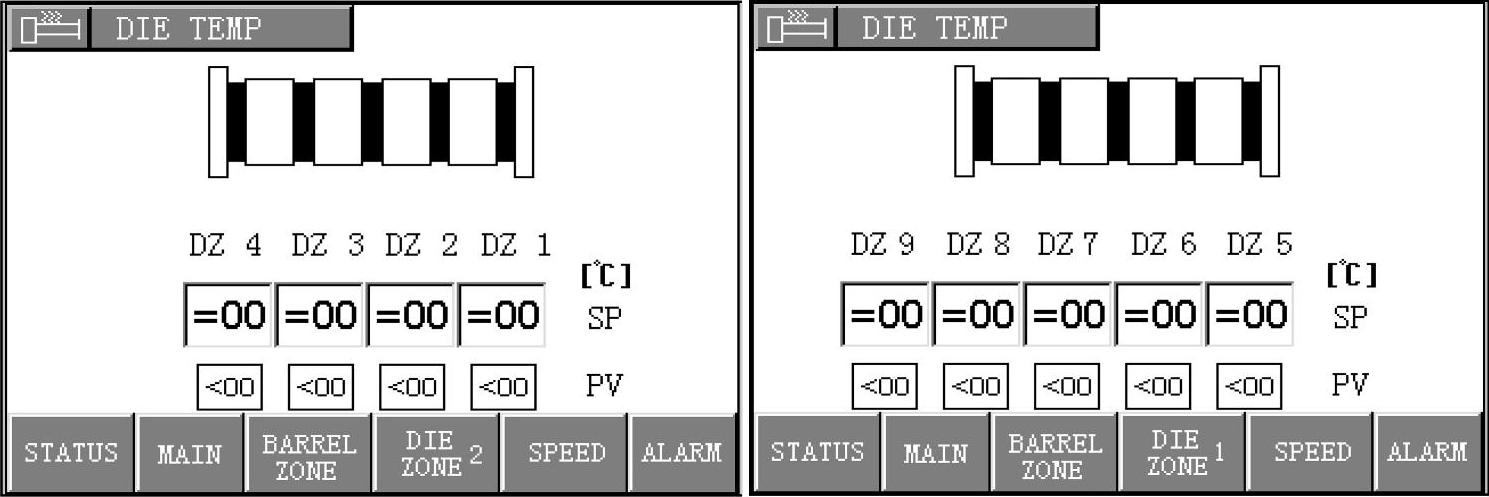
图5-8 口模屏幕
1)“设定”:设定范围0~400℃。
2)“实际”:显示范围0~400℃。
(6)速度屏幕 此屏幕用于设定和显示主机、牵引电动机的速度、电流、转矩,牵引机同主机的同步速度比值的设定值及实测值,并可选择监控、主机、机筒、口模、报警屏幕。其中:当使用屏幕上的“+”、“-”符号调节电动机的速度时,应先选定所需调节电动机的相应开关。例如:要调节主机速度,先点“主机调速”下的“OFF”使其变为“ON”后,再点“+”或“-”,如图5-9所示。
注意:主机转矩极限值一般设为85%~95%之间;各电动机的速度设定值为0~1500r/min。“+”表示加速,“-”表示减速。
1)当“MAIN”键“ON”时,改变主电动机速度。
2)当“HUAL-OFF”键“ON”时,改变牵引电动机速度。
3)当“SYNCH”键“ON”时,同时改变主电动机和牵引电动机的速度(同步速度)。在使用同步功能时要注意:当主机或牵引机的速度给定值达到最大值时,同步升速功能失效;当主机或牵引机的速度给定值达到最小值时,同步降速功能失效。
(7)设置屏幕(1)如图5-10所示,此屏幕用于设定机筒的保温时间和设定主机强制运行时间。机筒的保温时间不能设为零,建议最小设定值为3600s。
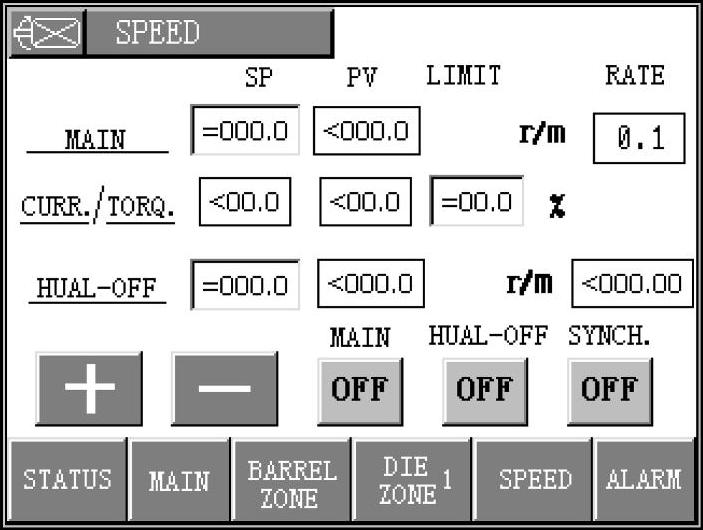
图5-9 速度屏幕
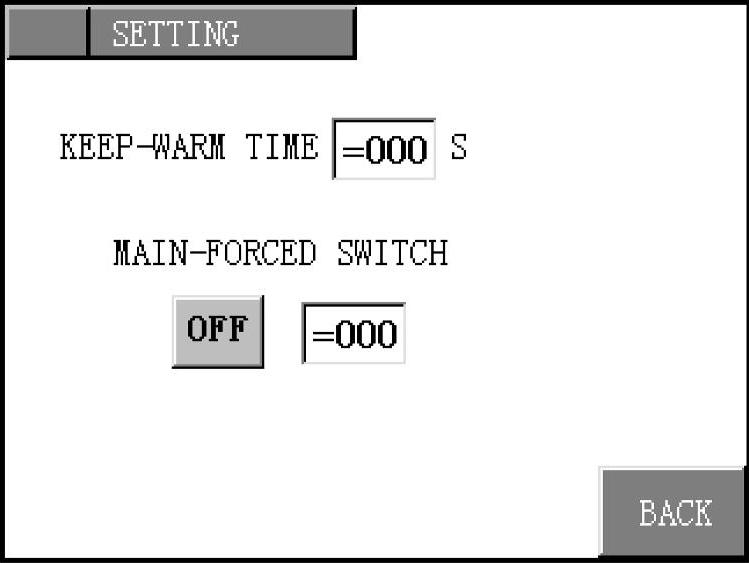
图5-10 设置屏幕(1)
(8)报警屏幕 如图5-11所示,此屏幕控制系统中主要设备的故障报警信号,包括:主机、喂料电动机、牵引机、紧急停止信号以及机筒温度、口模温度等报警信号。在排除故障后,按“清除报警”按钮清除报警,也可用“清除报警器”按钮关闭报警指示器(报警灯)。
1)“TEMP HIGH”表示温度超上限,指机筒或口模的实测温度高于相应的设定温度,且其差值大于设定差值。
2)“TEMP LOW”表示温度超下限,指机筒或口模的实测温度低于相应的设定温度,且其差值大于设定差值。
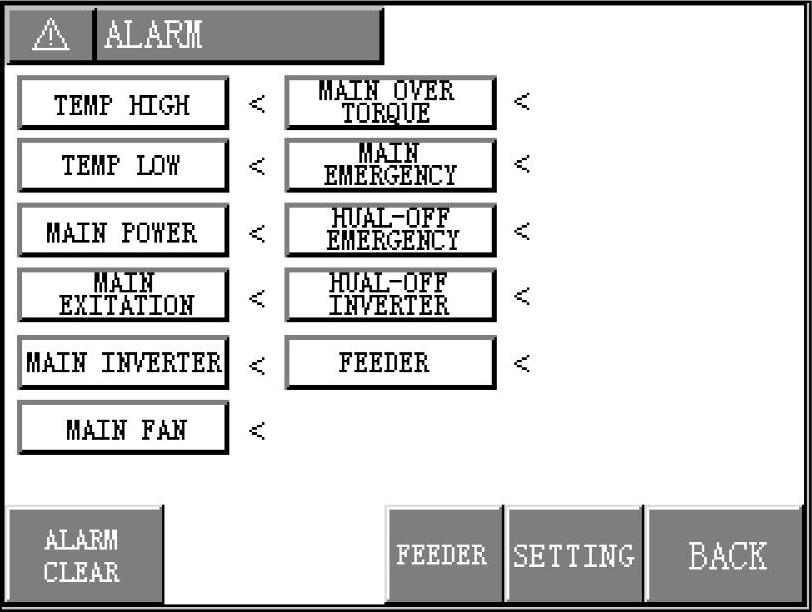
图5-11 报警屏幕
3)“MAIN EMERGENCY”表示主机紧急停止按钮按下。
4)“MAIN POWER”表示主电动机交流电源回路的快速熔断器熔断。
5)“MAIN INVERTER”表示主机调速器591报警。
6)“MAIN EXITATION”表示主电动机励磁过电流。
7)“MAIN OVER TORQUE”表示主电动机转矩超过设定超极限值。
8)“MAIN FAN”表示主机风机热继电器保护动作。
9)“HUAL-OFF EMERGENCY”表示牵引机紧急停止按钮按下。
10)“HUAL-OFF INVERTER”表示牵引调速器故障。
11)“FEEDR”表示喂料机电源断开。
(9)设置屏幕(2)如图5-12所示,此屏幕用于设定主电动机最大速度、牵引电动机最大速度、主电动机电流系数、主电动机转矩系数和熔体压力系数。
1)“MAIN MAX”用于设定主电动机最大速度。
2)“HUAL-OFF MAX”用于设定牵引电动机最大速度。
3)“MAIN CURRENT MODU”用于设定主电动机的电流系数。
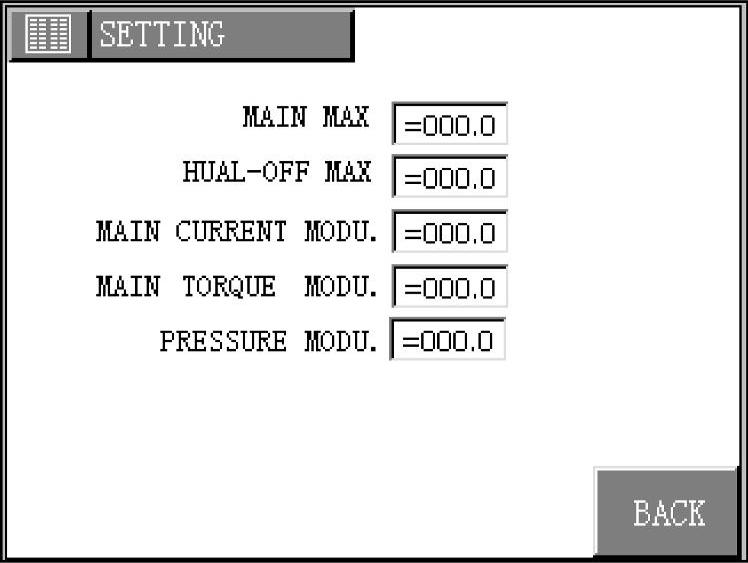
图5-12 设置屏幕(2)
4)“MAIN TORQUE MODU”用于设定主电动机的转矩系数。
5)“PRESSURE MODU”用于设定熔体压力系数。
(10)上料屏幕 此屏幕用于设定上料时间和上料停止时间,以及上料机的状态,如图5-13所示。
1)“WORK TIME”用于设定上料时间。
2)“STOP TIME”用于设定上料停止时间。
3)“SWITCH”为启动/停止开关。“ON”启动(运行);“OFF”停止。
5.控制系统检查
(1)前期检查
1)设备的保护接地线(PE)是否接地良好。接地电阻应不大于0.5Ω。
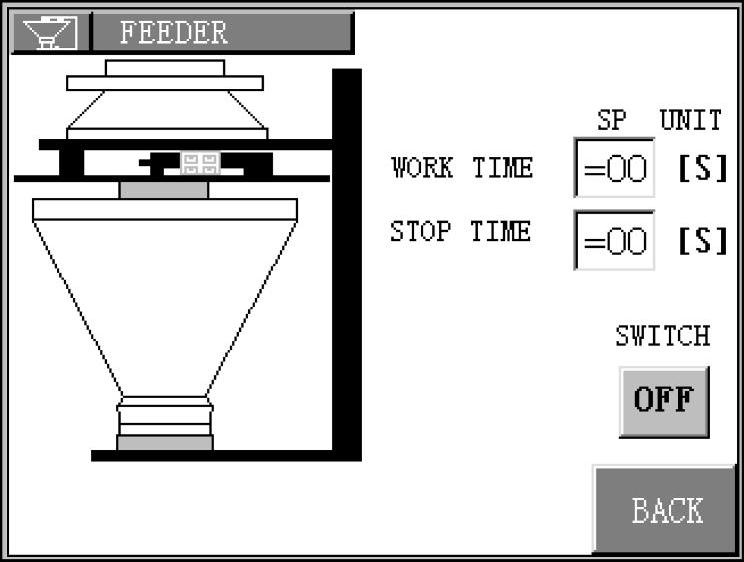
图5-13 上料屏幕
2)系统进线电源(三相、380V、50Hz)是否正确接入,相序是否正确。
3)各回路的电源开关是否在正常位置,且开关本身是否良好。
4)各电动机保护回路的过载保护继电器的设定电流值是否合适。
5)各个紧急停止按钮及操作按钮是否为正常位置。
6)各连接插件是否连接正确可靠。
7)口模加热器的连接线是否正确。
(2)通电检查
1)在确保前期检查正常时,合上进线电源开关。
2)检查各紧急停止按钮动作是否正常(注意:各紧急停止按钮只对其相应的部分起作用)。
3)检查各位置开关的动作是否正常。
(3)系统运行前的控制参数设定 以下所列参数必须设置,否则系统将无法正常工作。
1)主电动机转矩极限。最小值:0MPa;最大值:95MPa;推荐值:85MPa。
2)保温时间。最小值:0s;最大值:9999s;推荐值:3600s。
3)温度控制值。最小值:0℃;最大值:400℃;推荐值:10℃。
4)主电动机转速。最小值:0r/min;最大值:1500 r/min;推荐值:按实际需要设定(起动时应先设为0)。
5)牵引机速度。最小值:0m/min;最大值:不同牵引机最大值不同;推荐值:按实际需要设定(起动时应先设为0)。
6.系统运行
(1)开机
1)起动口模加热器对口模进行加热,时间约为2h,使口模各区温度基本稳定在设定的温度范围内。
2)起动主机机筒加热器对主机机筒进行加热,时间约为2h,使各区温度基本稳定在设定的温度范围内。
3)起动上料电动机上料。将主电动机转速及牵引机转速设定值设为0。
4)准备好辅机。
5)起动主电动机、辅机及牵引机,缓慢地提高主电动机速度、牵引机速度、辅机速度至所需值。
(2)停机
1)停止上料。
2)将主机速度及牵引机速度、辅机速度缓慢减速至0,然后使主电动机、辅机及牵引机停止运行。
3)将各温度控制区的加热器停止运行。
4)最后断开主电源开关。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







