这里介绍一个挤出管材生产线操作使用实例,读者可以从中看到一个比较全面、规范的PE250型聚乙烯管材生产线操作使用过程。
1.概述
PE250型聚乙烯管材生产线适用于生产PE、PP等塑料管材及其他聚烯烃类的管材,生产线的自动化程度高,性能可靠,生产率高。生产线的组成见表5-2。
表5-2 PE250型聚乙烯管材生产线的组成
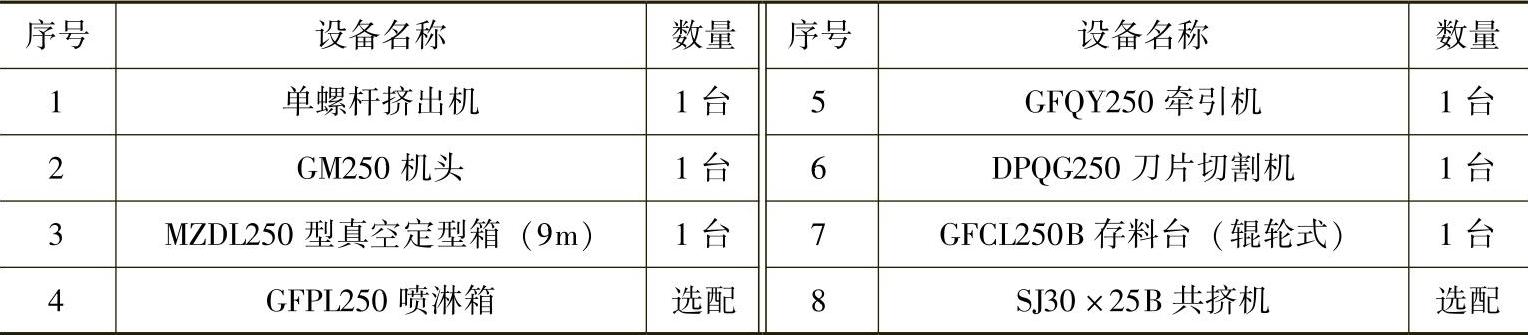
PE250管材加工过程为:由单螺杆挤出机挤出的物料,通过机头后引出的管材坯料穿过定径套,经过真空定型、喷淋冷却进入牵引机牵引,并按工艺规定的制品长度进行切割,再由存料台翻卸存料。
设备到位后,应按照装箱清单检查各单机及备件是否齐全,检查设备在运输过程中是否发生损坏。检查无误后,在安装现场按照生产安装图,将各单机依次安装就位;然后仔细地调整主机、真空定型箱、喷淋箱、牵引机、切割机及存料台之间的中心高达到一致,左右位置在一条直线上,以及各单机之间间距的合适位置;检查外接气路、水路及电气接线是否正确。
2.开机前准备工作
1)认真阅读使用说明书及操作手册等有关资料,否则不允许进行设备操作。
2)按设备平面布置图安装、调整好设备位置。
3)按安装图接好水、电、气线路,分水器管路最好采用软管连接。
4)在挤出机减速箱中加入润滑油,润滑油为工业油L-CKC 150或其他粘度相似的优质齿轮油。加入的油必须经过过滤。
5)在主机料斗或干燥料斗内放置磁力架,以免螺钉、螺母、垫片等铁制金属物品进入挤出机。
6)按所要生产的管材规格,安装口模、芯模、定径套、密封盘、密封垫等部件。
7)装入牵引管,可用牵引机反转,将牵引管送入喷淋箱和真空定径箱。注意放置牵引管时,不可强行推入,一定要有操作人员在牵引管头部位置照看,以免撞坏喷淋箱和真空定径箱内的托辊架(尤其是大管时更应注意)。
8)调整好真空定径箱和喷淋箱内的托辊位置,以适应所生产的管材。
9)调整好设备中心高及直线度。
10)调整真空定径箱和喷淋箱合适水位(不能盖住下部喷头),并将水、电、气线路接通。
11)调整各单机参数,以满足所生产管材的要求。
12)开机前,操作人员应将手擦洗干净,禁止脏手操作设备。
13)各单机开机前应检查电控箱内接线螺钉,特别是过大电流部位的螺钉有否因运输等原因而松动,并依次重新拧紧,以免因接触电阻增大,造成发热,烧毁器件。
14)各单机机壳(PE端子)必须用黄、绿双色导线单独可靠地接地,不能将各单机机壳串联后接地,以防干扰信号影响设备正常工作。生产厂房应有符合电气安全要求的电气接地桩,所有用电设备的外壳均应与电气接地桩可靠连接,以保证设备及人身安全。
15)对各单机逐个开机试运行,以检查水、电、气线路连接是否正确,机器运转是否正常。应该注意,因主机在生产厂已经过试机,机筒内部存有余料,故必须升温至工艺温度并达到保温时间后方可开机。
16)为生产线提供的供电容量,应满足整条生产线的用电负荷,且电压波动应≤±10%。
17)为提高管材生产量和产品质量,应对生产线配置冷冻水供给系统。
18)生产线应使用软化水,水质差的用户应配置水处理设备,否则会影响设备的正常使用。
3.操作注意事项
1)不能在主机转动时停机,尤其是不能在主机高速转动时停机。需停机时,必须将主机转速降至零后,再按停机按钮。不能在主机设定有转速时按起动按钮,必须在主机设定为零转速时,按主机起动,然后再升速,以免损坏主机。
2)非指定人员及非专业操作、维修人员不得操作、维修设备。
3)主机加热、保温时间未到,一般情况下,不允许强制起动主机。
4)共挤机加热、保温时间未到(一般保温时间应为1h),不允许开启变频器。共挤电动机的开、停机操作,也必须遵循第1)条的规定。
5)主机直流调速、共挤机和牵引机变频调速器,出厂时已由专业调试人员对参数作了修改,未经许可任何人不得对其参数进行修改,以免影响生产。
6)除工艺人员、操作人员外,未经许可,其他人员不得设定、修改PLC内的工艺参数。
7)更换管材规格时,应在加热状态下对口模、芯模进行更换。拆下的口模、芯模,应立即趁热进行清理,清理干净后在涂抹防锈油后入库备用;拆卸下的螺钉、螺母、垫片等金属件,应集中放置并远离挤出机料箱及加料口,以防金属物进入机筒。
8)更换、清理模具时,拆卸的螺钉重新组装、使用时必须涂抹二硫化钼高温润滑脂。
9)更换模具、口模、芯模、定径套等时,应轻拿轻放,以防止发生磕碰损伤。
10)加热圈重新安装时,应注意将螺钉压紧,使加热圈能紧紧地贴在模具上,并注意接线柱应接触良好。
11)正常生产时,真空定径箱、喷淋箱应将旁通管路关闭,主管路通水(因旁通管路无过滤器)。不停机清洗过滤器时,可将旁通管路先打开,再关闭主管路过滤器两端的球阀,拆下过滤器内滤网进行清洗。清洗完的滤网重新装入过滤器后,先打开主管路上过滤器两端的球阀,再关闭旁通管路上的球阀。
12)真空定型箱和喷淋箱应定期检查,清理水路、过滤器、喷嘴等,以免水路阻塞造成管材质量缺陷。检查清理的周期因水质不同而异,可根据具体条件决定。
13)在开始生产时,当管材外形尚未调整规则前,请勿将牵引机上的测米轮放下,以免损坏测米轮上的旋转编码器。
14)在开始生产时,当管材的外形尚未调整规则前,应注意对牵引机压紧气压的调整。不允许切割机切割外形不规则的管材,以免损坏设备。如确需切割时,可用手锯切割。待生产出的管材外形规则后,将牵引机压紧气压根据管材规格调整合适,以使管材在平稳牵引的同时,不会被压变形。
15)更换原料的牌号、批次时,必须重新调整生产工艺参数。注意:同一工艺参数,有时也不适用于同牌号、不同批次的原料。
16)应特别注意操作安全。在设备开机时,不得触及加热部位、牵引部位、传动部位、切割部位等有危险及存在危险的部位,以免造成人身安全事故。
4.生产操作程序
1)接通电源,打开主机、共挤机(选配),设定工艺参数,开启机筒、机头等各段加热开关,使主机、共挤机机筒和模具开始升温。开启加料机(选配)、干燥机(选配),对料斗进行加料、干燥操作。
2)按所生产的管材规格,装好定径套、定型法兰、喷淋法兰、密封垫等。
3)根据所生产的管材规格,安装切割机哈夫块(刀片切割机、行星切割机),调整切割机进刀限位(注意:调整时必须关闭切割机总电源开关,以保证操作人员安全)。
4)装入牵引管,调整好喷淋箱和真空定径箱内托辊的位置。
5)调整生产线的中心位置(如以前已进行调整,则可不做此项工作)。
6)接通水路、气路。(www.daowen.com)
7)真空定径箱、喷淋箱加水至规定位置。
8)预调整定径套分水器,使其沿圆周方向出水均匀。
9)模头温度到达设定温度后,更换口模、芯模(如所装口模、芯模符合所生产管材规格,则不需要做此项工作)。
10)调整口模与芯模之间的间隙,左、右间隙应调为一致;上、下间隙按所生产管材的大小,上部间隙应略大于下部(按经验数据调整)。
11)锯割牵引管粘接。
12)主机保温时间到后,打开加料口挡板,开启主机,升速至10r/min左右。
13)共挤机保温时间到后,打开加料口挡板,开启共挤机,变频器频率调至20Hz左右(一般情况下共挤机应提前10min开启)。
14)检查主机的出料情况,塑化是否良好,小管可以根据出料偏移情况调整壁厚。
15)将牵引管紧贴模具头部进行预热,同时打开真空定径箱水泵、真空泵,调整分水器对定径套供水。
16)将牵引机上的履带压下,同时根据主机转速设定牵引机的牵引速度(此时牵引机应处于关闭状态)。
17)将主机挤出的管材坯料与牵引管粘接(注意必须将牵引管粘接封闭内孔,以免漏气),粘接牢固后起动牵引机。
18)对主机挤出管坯表面打上记号进行调试,注意要及早调节管材壁厚,以免在其他参数调好后,由于管壁厚度不符合要求而造成大量废管。
19)根据管材的行进位置,依次打开各喷淋箱水泵,对管材进行喷淋冷却。
20)待管子表面规则后,放下牵引机右侧测米轮,主机设定应切割的管长,打开喷墨打印机等(选购)。
21)切割机在自动位置,存料台上的翻料行程开关移至合适翻料位置,调整牵引机和切割机的中心高度,生产线即能进行正常工作。
5.安全防护
(1)用电
1)当生产线通电或正在运行时,所有的保护罩、电气控制柜门、接线盒都不能打开,否则会有发生触电的可能。
2)在电气控制柜门、接线盒打开时,不能运行管材生产线的设备,否则可能会接触到高电压端子或带电部分而造成触电事故。
3)即使电源处于断开时,除布线、定期检查外,也不能打开电气控制柜门、接线盒。否则,由于接触可能带电部分,有可能造成触电事故。
4)布线或检查,应在断开电源10min,并用万用表等检测电压消失以后进行。
5)电气控制柜柜体必须接地。
6)包括布线或检查在内的工作,都应由专业技术人员进行。应在安装后进行布线。否则会造成触电或受伤。
7)不能用湿手操作开关旋钮,以防止触电。
8)不要损伤电缆,不要使电缆承载重物或对它钳压。否则会导致触电。
9)不能在通电过程中进行元、器件的更换,否则会发生危险。
10)设备直接安装在易燃物上或靠近易燃物品,会导致火灾。设备发生故障时,应断开电源。否则,若持续地通过大电流,会导致火灾。
11)设备上各端子上加的电压只能是规定的电压。
12)确定电缆与正确的端子相连接,应始终保持正负极连接的正确。
13)正在通电或断开电源不久,电动机处于高温状态时不能接触,以免引起烫伤。
(2)搬运和安装
1)当搬运产品时,应使用正确的提升工具以防止损伤。
2)设备包装箱堆叠层数不要高于限定的数量。
3)确认安装位置和基础能经得起设备的重量。安装时应按照使用手册的说明进行。
4)如果设备被损坏或缺少元器件,不能安装运行。
(3)布线
1)正确连接输出端子与各电动机之间的电缆,正确连接输入端子与进线开关之间的电缆,否则将影响电动机的旋转方向。
3)正确连接各种信号输入、输出线缆,否则将影响设备的正常运行。
(4)试运行 在试运行前确认、调整各参数,防止机械发生意想不到的动作。
(5)操作
1)报警后复位时,应确认起动信号断开。否则电动机会突然恢复起动。
2)不能随意对设备进行改造。
3)不要频繁地起动/停止电动机。
4)在运行前确定参数的正确设置。
5)设备长时间保存后再使用,使用前必须进行检查和试运行。
(6)紧急停止 如果设备发生故障,为防止机械和设备处于危险状态,应按下“紧急停止”按钮。
(7)维护 不要用兆欧表(绝缘电阻表)测试PLC、TP170(触摸控制屏)、591(直流调速器)和FR-E540(交流调速器)的控制回路。拆开或部分拆开相关元器件后,不能运行设备。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







