表4-2为U-PVC型材和管材的配方实例。
表4-2 U-PVC型材和管材的配方实例(质量份)

1.配方的点评
(1)适用范围 表4-2中所列的配方,适用于锥形双螺杆挤出生产线。
(2)配方原则U-PVC制品的配方有成千上万种,但是配方的设计基本原则只有一个,即混配料是由基本树脂(PVC)、抗冲击性能改性剂、加工性能改性剂、稳定剂、润滑剂、填充剂和颜料等组成。
(3)PVC树脂PVC树脂有许多不同的牌号以满足不同制品的需要。国家标准GB/T 3402.1—2005《塑料 氯乙烯均聚和共聚树脂 第1部分:命名体系和规范基础》规定了PVC树脂的类型、聚合方法和主要性能,以供用户选择。PVC树脂的不同牌号可用4个特征单元来表示:
(第一单元)*(第二单元)*(第三单元)*(第四单元)
第一单元表示树脂的类型和聚合方法,以PVC表示均聚物,以VC/****表示共聚物。共聚物中,前二位“**”表示共聚树脂,后二位“**”表示共聚树脂含量。以S表示悬浮法,E表示乳液法,以M表示本体法,以X表示其他方法。
第二单元表示树脂用途,以G表示通用型树脂,以P表示糊用树脂。
第三单元表示树脂的主要性能。通用型树脂的主要性能是粘数类别,糊用树脂的主要性能是粘数类别和糊粘度。表4-3是通用型树脂的类别区分指标。表4-4是糊用树脂的类别区分指标。
表4-3 通用型树脂的类别区分表
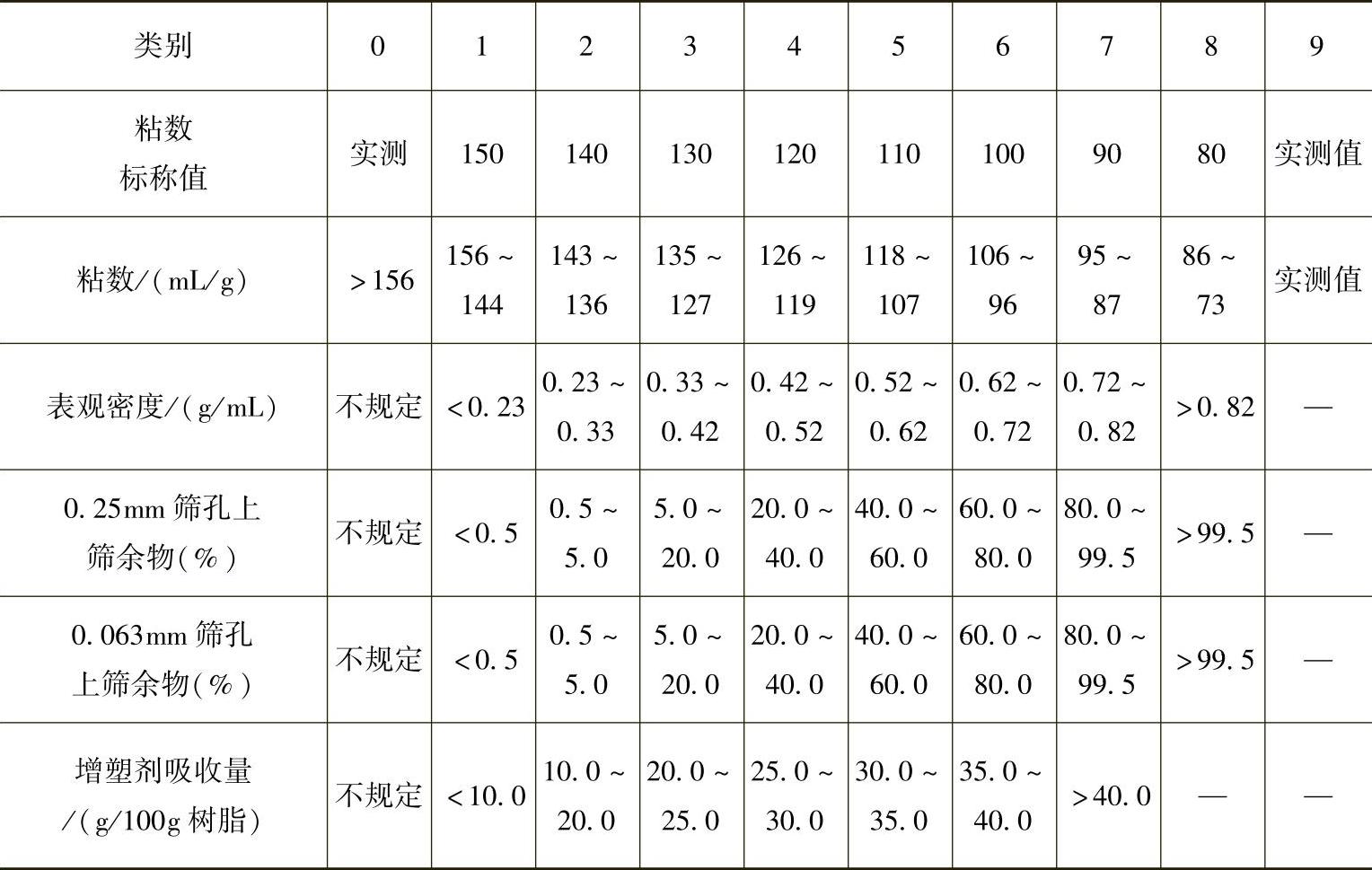
表4-4 糊用树脂的类别区分表

第四单元表示选择性能,由四个类别数字组成:第一个数字表示表观密度类别号,第二个数字表示0.25mm筛孔上筛余物类别号,第三个数字表示0.063mm筛孔上筛余物类别号,第四个数字表示增塑剂吸收量类别号。
例如:PVC-SG-5表示悬浮法的PVC均聚物,第5类别的通用型树脂。
PVC-SG-5-4262表示悬浮法的PVC均聚物,第5类别的通用型树脂,表观密度0.42~0.52g/mL的类别号,0.25mm筛孔上筛余物为0.5%~5.0%类别号,0.063mm筛孔上筛余物为60.0%~80.0%的类别号,增塑剂吸收量(g/100g树脂)为10.0~20.0的类别号。
挤出PVC硬制品,包括管材、型材,一般选择中等相对分子质量的PVC树脂,PVC-SG-5是比较常用的。
(4)抗冲击性能改性剂PVC树脂尽管有许多优点,但是也有一些明显的缺点。其中脆性,特别是低温脆性的缺点就非常突出。因此,挤出PVC硬制品通常要加入一些含有弹性体成分的物质,来提高制品的抗冲击性能。
可以用作抗冲击性能改性剂的物质很多,主要有:MBS(甲基丙烯酸甲酯、丁二烯、苯乙烯的接枝共聚物)、CPE(氯化聚乙烯)、ACR或者PAE(甲基丙烯酸甲酯接枝于烷基丙烯酸酯弹性体的丙烯酸抗冲击性能改性剂)、ABS(丙烯腈、丁二烯、苯乙烯的接枝共聚物)、EVA(乙烯-醋酸乙烯共聚物)等。在国外,MBS用量最大。我国CPE的产量居世界首位,技术也处于领先地位,价格又比较低,因此CPE占据了我国抗冲击性能改性剂的主要市场。其他种类的抗冲击性能改性剂主要依靠进口。在表4-21#~4#配方中,CPE是作为抗冲击性能改性剂使用的,根据不同产品的不同要求,加入了不同的份数;基本的比率为8~10份。
由于用ACR作抗冲击性能改性剂,产品具有色泽好、低温抗冲击性能和耐候性能优良等优点,因此以ACR替代CPE生产高性能硬制品,是抗冲击性能改性剂市场的主要发展趋势。纳米技术的发展,提出了以刚性粒子增韧PVC的思路。用刚性粒子增韧PVC,不仅可以提高PVC的韧性,还可以提高强度、模量、热变形温度,改善加工流动性。其中热变形温度和加工流动性的改善是非常明显的,并且由于增韧的过程是在树脂厂合成中完成的,因此可以有效地控制产品的质量。目前国内已经有企业在生产纳米改性的PVC树脂。使用这种树脂可以不加或者少加抗冲击性能改性剂。此外国外已经开始研究能够提高PVC热变形温度的改性剂。
(5)加工性能改性剂 加工性能改性剂可以改善和加速树脂的加工过程,主要分为润滑剂和加工助剂两大类。
润滑剂通常可以分为外润滑剂和内润滑剂。外润滑剂的作用是防止熔体与金属表面粘接。外润滑剂与PVC树脂相容性比较差,只能涂布在颗粒表面,使之与金属分离。常用的外润滑剂有石蜡、硬脂酸、聚乙烯蜡等。内润滑剂的作用主要是减少树脂分子链之间的聚合力,增加流动性。常用的内润滑剂是金属皂类,比如硬脂酸铅、硬脂酸钙、硬脂酸钡、硬脂酸锌等。金属皂类不仅有润滑作用,也起一定的稳定剂作用。
同时使用两种以上的润滑剂,是配方设计中经常采用的方法,主要是希望同时使用不同熔点的润滑剂,有利于在整个加工过程中得到比较均衡的润滑效果。润滑剂的用量要适中,特别是在挤出型材时,过多的外润滑剂,会使型材断面中一些比较小的肋不能成型。除给水管之外,使用硬脂酸铅作内润滑剂,还可以提高制品的热稳定性。
高分子加工助剂,能够降低树脂的熔化温度,增加熔体强度和均匀性,减少熔体破裂。国内常用的加工助剂是丙烯酸树脂类-ACR。稀土化合物则是目前比较新型的加工助剂,稀土化合物同时还可以起稳定剂的作用。
(6)稳定剂 稳定剂的作用是阻止、延缓树脂的分解、变色和降解。常用的稳定剂是铅稳定剂,常用的有三盐基性(三碱式)硫酸铅、二盐基性(二碱式)亚磷酸铅、二盐基性(二碱式)硬脂酸铅、硬脂酸铅等。铅稳定剂价格最低,性能最好,有些还有润滑剂的功能,而且铅稳定剂的加工性能也最好。因此,除了生产给水管或者透明制品,铅稳定剂是PVC制品生产中用得最多的稳定剂,并且经常是复合使用。
三盐基性(三碱式)硫酸铅是白色粉末,不透明,热稳定性好,制品呈现瓷白色,电绝缘性能好;和二盐基性(二碱式)亚磷酸铅一起使用,能够改善制品的低温性能,是型材和护套管、穿线管的首选稳定剂。二盐基性(二碱式)亚磷酸铅是白色粉末,制品呈现乳白色;耐热性比三碱式硫酸铅稍差,但其耐光老化性能比三碱式硫酸铅好,价格较高,因此除去在型材中用量较大,在其他硬制品中经常作为辅助稳定剂使用。三碱式硫酸铅和二碱式亚磷酸铅都没有润滑功能,使用时要添加润滑剂。(https://www.daowen.com)
硬脂酸钙、硬脂酸铅、硬脂酸钡和硬脂酸锌都属于金属皂类稳定剂,在例举的配方中是作为润滑剂使用的。但是,它们同时又兼有稳定剂的功能。硬脂酸钙价格较低,稳定和润滑效果不如硬脂酸铅。硬脂酸铅在配方中一般不能超过1.5%(质量分数),否则制品表面容易起霜。硬脂酸钡的热稳定性能不如硬脂酸铅,但是可以和硬脂酸镉一起用于透明制品。
一些生产助剂的企业和搞配方的公司都有复合稳定剂作为商品出售,一般已经配好润滑剂,并且有许多种类适合于不同制品的生产需要。制品生产企业可直接应用,非常方便。这种形式适合小型企业使用。
近年来,由于环境和饮水安全的原因,世界各国都在开发无铅稳定剂。在美国,用得最多的无铅稳定剂是有机锡类(月桂酸二丁基锡)稳定剂;在欧洲,主要是复合钙锌稳定剂;我国则是利用丰富的稀土资源,主要在开发稀土稳定剂。稀土稳定剂主要是镧(La)、铈(Ce)、镨(Pr)、铷(Rb)等轻稀土元素的羧酸盐或者氧化物。但是,目前在PVC无铅配方中,用得最多的还是有机锡类稳定剂。无论是复合钙锌稳定剂还是稀土稳定剂,单独使用时效果还不十分理想,常常还要加入适量有机锡类稳定剂。
(7)填料 填料在塑料加工中应用得非常广泛。填料有两个作用:其一是作为增容剂。填料能够增加物料的重量和体积。由于填料的价格远低于树脂的价格,因此有降低生产成本的作用。其二是作为改性剂。适量优质的填料,能够提高制品的强度、刚度和表面硬度。某些填料的加入,还可以生产出特殊性能的复合材料。比如,一般聚丙烯的拉伸强度不到30MPa,加入玻璃纤维做成增强聚丙烯(GF-PP)后,拉伸强度可以达到70~80MPa,热变形温度可以提高60°C左右。
近年来,由于环保的要求,在一些塑料包装物中被要求加入一定比例(质量分数一般在40%~50%)的无机填料,以利于使用以后的焚烧处理。因此在塑料加工中加入填料是正常的。现代纳米技术的出现,将对聚合物改性技术产生革命性的影响。但是应该知道,纳米级填料在聚合物中均匀的分散,是一项相当难的技术,建议一般企业不要轻易去尝试。
在我国塑料加工企业中,在对填料的使用过程中,往往只强调其降低成本和作为增容剂的作用。提高填料加入的比例,已经成为一些企业降低生产成本,获取利润的主要手段。研究高填充的配方,成为这些企业技术人员的主要工作任务。必须强调,填料过多地加入,会严重影响制品强度、抗冲击性能以及表观质量,更为致命的是会严重影响制品的使用寿命。我国20世纪80年代的塑料型材,就是由于为压低生产成本,盲目提高填料比率,造成塑料门窗质量下降,最终被市场淘汰,几乎导致塑料型材、门窗行业全军覆没。目前的塑料型材、门窗行业是20世纪90年代以后重新建立起来的,能够发展到今天成为塑料制品中的一个大品种,其中一个重要原因就是重视了产品质量,控制了填料加入的比例。这个历史的教训应该牢牢记住。1#~4#配方所介绍的都是比较合理的填料比例。
填料的种类很多。由于碳酸钙的来源最广,价格最低,因此是用得最多的。填料需要预先经过活化处理。可以直接购买已经活化的碳酸钙,也可以用偶联剂自己处理。未经活化处理的填料,不能很好地在聚合物中分散,也不能和树脂很好地结合,会严重影响制品性能,因此不能直接使用。
2.U-PVC型材挤出工艺
以使用异向锥形双螺杆挤出机(65/132)挤出U-PVC型材为例,说明挤出工艺。挤出温度设定见表4-5。
表4-5 U-PVC型材挤出温度设定

生产设备:上海申威达机械有限公司的异向锥形双螺杆(65/132)挤出机。
螺杆转速:15r/min。
产量:100kg/h。
熔体压力:25MPa。
熔体温度:175°C。
定型真空度:0.06~0.08MPa。
冷却水温度:<15°C。
温度、压力、螺杆转速是最重要的三个工艺参数,并且不是一个固定的参数。随着制品改变,或者是设备、口模、原辅料的变化,工艺参数都要作相应的调整。比如U-PVC管材,由于填料加入的比例比型材大,因此温度还要高一些。
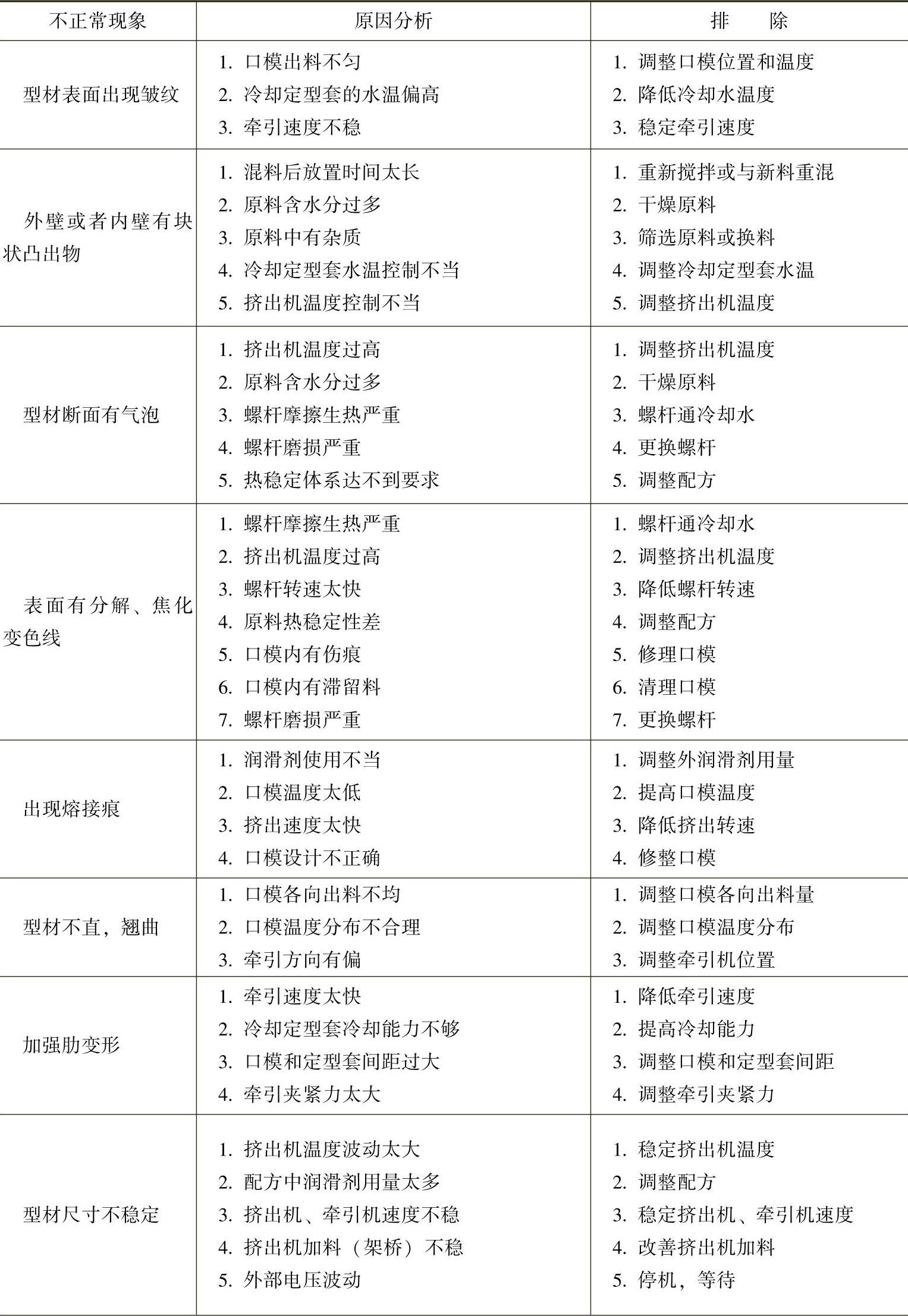
3.U-PVC型材挤出的不正常现象、分析及排除(见表4-6)
表4-6 U-PVC型材挤出的不正常现象、分析及排除

(续)
(续)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






