20世纪70年代我国PVC硬制品刚刚兴起,当时我国还不能制造锥形异向双螺杆挤出机,因此生产企业普遍采用了单螺杆挤出机挤出PVC硬制品。由于多数单螺杆挤出机的混炼能力不够,需要对原料进行预塑化,因此在挤出工艺中就增加了预混造粒工序,出现了人们称为二步法的生产工艺。随即,有技术人员开发了单螺杆挤出机的PVC粉料直接挤出技术(一步法的生产工艺)。国内开始能够制造锥形异向双螺杆挤出机后,开发单螺杆挤出机的PVC粉料直接挤出技术的研究并未停止,并且取得了相当程度的成功,但是螺杆的转速比较慢,产量也比较低。因此,单螺杆挤出机在PVC粉料直接挤出领域不能成为主流机型。
随着锥形异向双螺杆挤出机在我国的逐步普及,许多塑机企业都能够制造锥形异向双螺杆挤出机,并且价格也趋向合理。因此,我们今天在生产U-PVC干粉料直接挤出制品时,一般应该首选锥形异向双螺杆挤出机。
国外一些塑料机械制造商对于较大制品的挤出,也推荐平行异向双螺杆挤出机。平行异向双螺杆挤出机不仅适合挤出PVC管材、型材干粉料的直接挤出,也适合挤出HDPE管材。这种挤出机的产量很高,可以达到1000kg/h以上(KRAUSS-MAFFEI的160平行异向双螺杆挤出机)。
双螺杆挤出机在节能上和单螺杆挤出机相比具有明显优势,我国单螺杆挤出机标准(JB/T8061—1996)比功率的规定值为0.32~0.49kW/(kg/h),而双螺杆挤出机标准(JB/T T6492—2001)规定:锥形异向双螺杆挤出机的比功率值为0.13kW/(kg/h);平行异向双螺杆挤出机的比功率值为0.16kW/(kg/h)。但我国的平行异向双螺杆挤出机发展很慢,制造水平也比较低,这主要是由于在同等产量条件下,平行异向双螺杆挤出机的价格要高出单螺杆挤出机10~20万元,因此国内挤出塑料制品厂很少选择平行异向双螺杆挤出机。同时,平行异向双螺杆挤出机的操作和维修都比较复杂,也是选择较少的重要原因。但是,相信随着能源价格越来越高,降低能耗会越来越重要,选择双螺杆挤出机的用户会越来越多。
国内目前生产平行异向双螺杆挤出机的设备制造商不多,并且没有用于挤出HDPE的平行异向双螺杆挤出机。表3-3~表3-5是两个企业的平行异向双螺杆挤出机的技术参数,用于挤出PVC管材或者型材。
表3-3 上海金纬挤出机械制造有限公司用于PVC管材的平行异向双螺杆挤出机技术参数
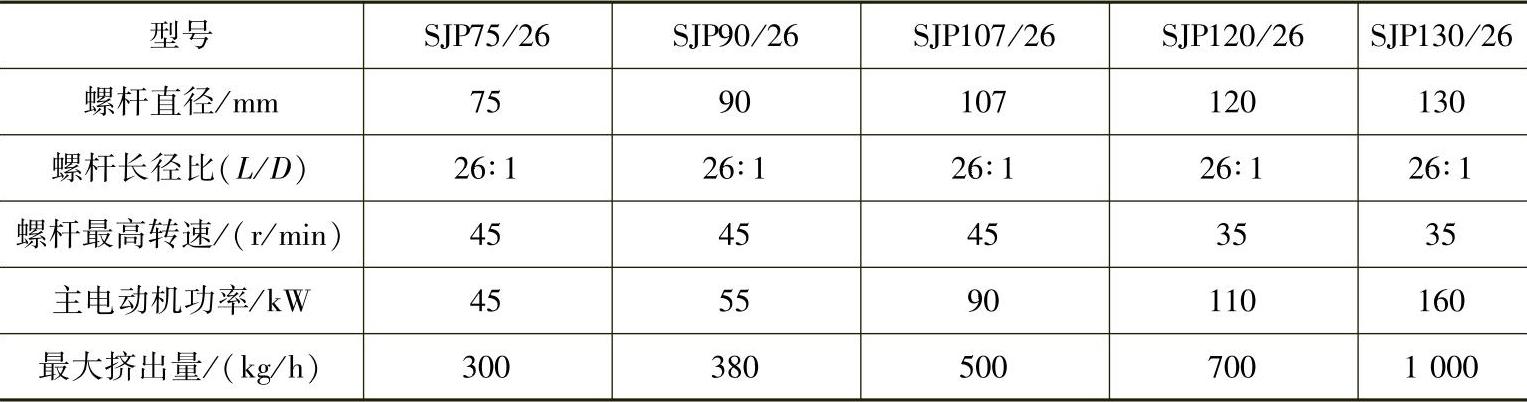 (www.daowen.com)
(www.daowen.com)
表3-4 上海金纬挤出机械制造有限公司用于PVC型材的平行异向双螺杆挤出机技术参数
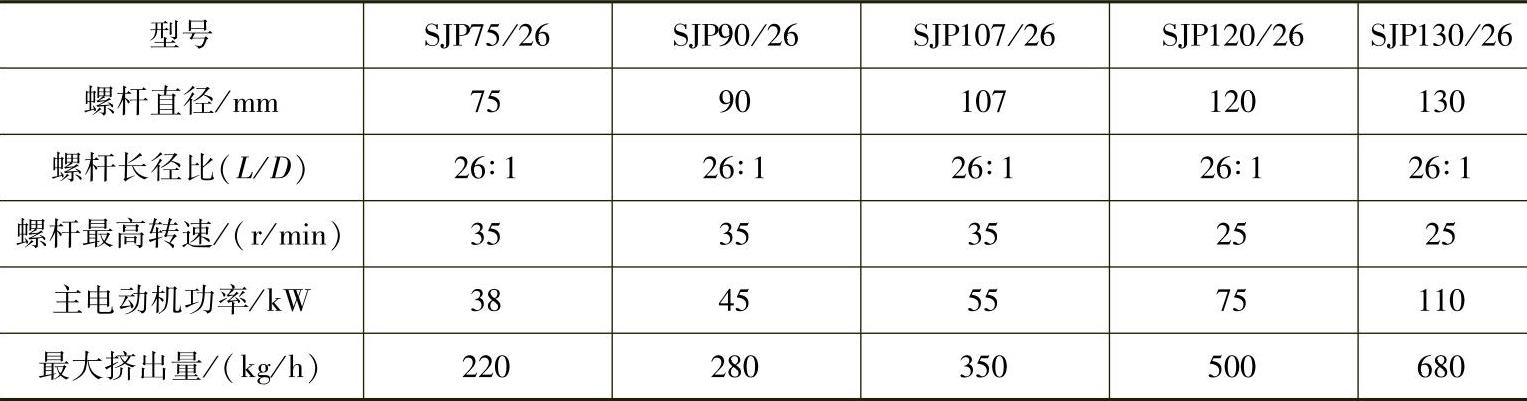
与用于成型PVC管材的平行异向双螺杆挤出机相比,用于成型PVC型材的平行异向双螺杆挤出机使用时的挤出压力比较高,螺杆的转速比较低,因此主电动机功率也比较小,最大挤出量也比较小。
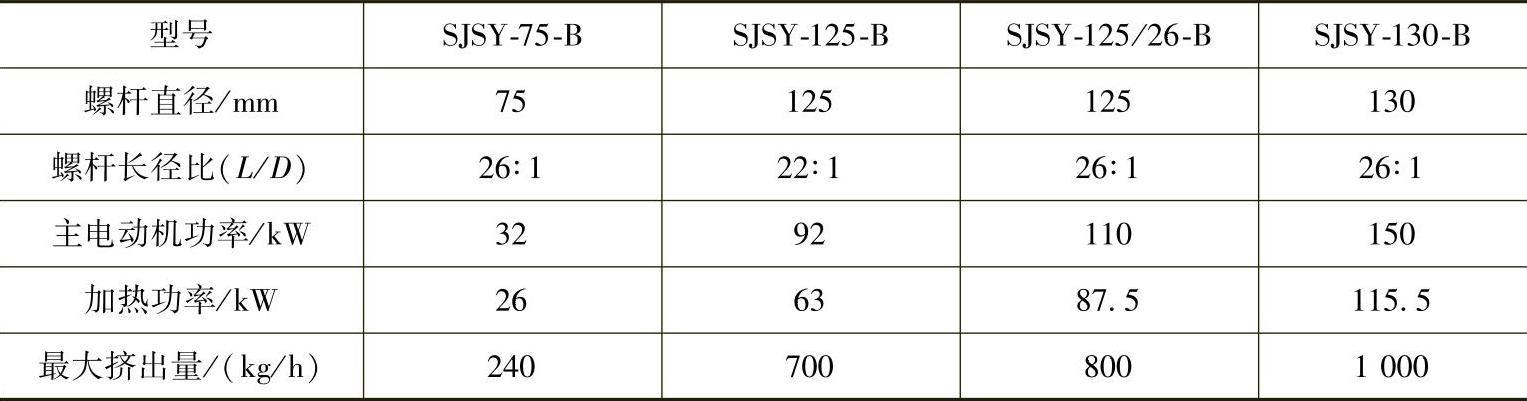
表3-5 上海申威达机械有限公司用于PVC型材的平行异向双螺杆挤出机技术参数
但是,如果是挤出软聚氯乙烯制品,由于需要加入增塑剂,因此预先造粒工序是不可缺少的。国内许多塑料挤出制品厂采用的是外购成品颗粒料的方法,特别对于生产医用输液袋或者输液管,要取得颗粒料生产的许可证要比取得生产制品的许可证难得多,因此塑料挤出制品厂多是选择单螺杆挤出机挤出软聚氯乙烯制品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






