根据产品规格选择、确定设备的规格。塑料机械用户在考虑生产一个新产品时,首先应根据市场的需求确定产品的规格范围,以及各个规格间数量的分布情况,然后才能够确定生产线的规格。
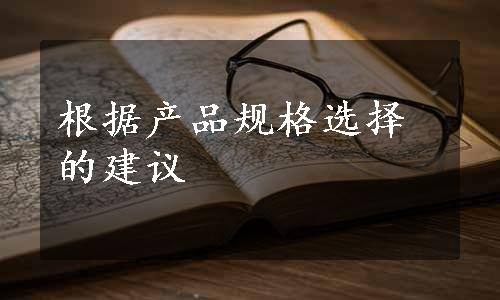
比如要生产HDPE管材,首先应该确定是生产给水管还是燃气管。如果是生产给水管,则需要决定是室内给水管道还是室外埋地给水管道。如果确定生产室外埋地给水管道,还需要进一步确定是以住宅区内室外埋地给水管道(支线)为主,还是以市政室外埋地给水管道(干线)为主,前者一般最大口径为400~450mm,后者所需要的管材口径可能达到630~800mm。以“德科摩华大机械有限公司”的PE(PP)管材生产线为例,生产住宅区内室外埋地给水管道只需要螺杆直径100mm的挤出生产线,而生产市政室外埋地给水管道则需要螺杆直径120mm的挤出生产线。120生产线当然也可以生产管材口径400~450mm的管材,但是这不仅增加了固定投资,并且在120生产线上生产400~450mm的管材时,是不可能达到1050kg/h(生产800mm管材时)产量的,同时用120生产线生产400~450mm管材时,单位产量的能耗也比用100生产线大很多,这就是通常说的“大马拉小车”。因此,如果特定的市场对口径450mm以上管道的需求不多,就应该选择100生产线;如果有少量的管材口径在450mm以上的管道生产需求,可以采用委托其他企业加工的方式来解决,而不要轻易选择120的生产线。这就是对设备“就小不就大”的原则。表3-1为德科摩华大机械有限公司的PE(PP)管材生产线技术参数表。
表3-1 德科摩华大机械有限公司PE(PP)管材生产线技术参数表

(续)
注:真空箱和喷淋箱的数量,通常按照长度5~6m/台考虑。(www.daowen.com)
在PP-R管材的发展过程中,由于早期对产品认识不足,许多企业在决定产品规格时,都是把产品标准中的规格从小到大(16~110mm或者160mm)全部包括,因此在选择生产线时都是大配置。一种是一大一小配置,一条小线(65挤出机)生产63mm以下管材,一条大线(75、80或者90挤出机)生产75~110mm(160mm)管材;另外一种是大线配置,一条大线(80或者90挤出机)生产从16mm(20mm)到110mm(160mm)的管材。后来市场的需求逐渐集中到63mm(40mm)以下的管材,这些企业就只能用大线来生产小管,造成生产成本的增加,直至今日也无法改变。再以国内开发的铝塑复合管生产线为例,许多企业都是内、外管挤出机采用同样大小的65挤出机。由于铝塑复合管外层比内管用料要少得多,会造成外管挤出机转速很低,在生产热水管使用交联料时,会使物料因在挤出机中停留时间太长而引起预交联,以至最后无法正常生产。一些企业只好把用于挤出外管的65挤出机螺杆换成浅槽螺杆,当作45挤出机使用,既多出了许多支出又增加了能耗。
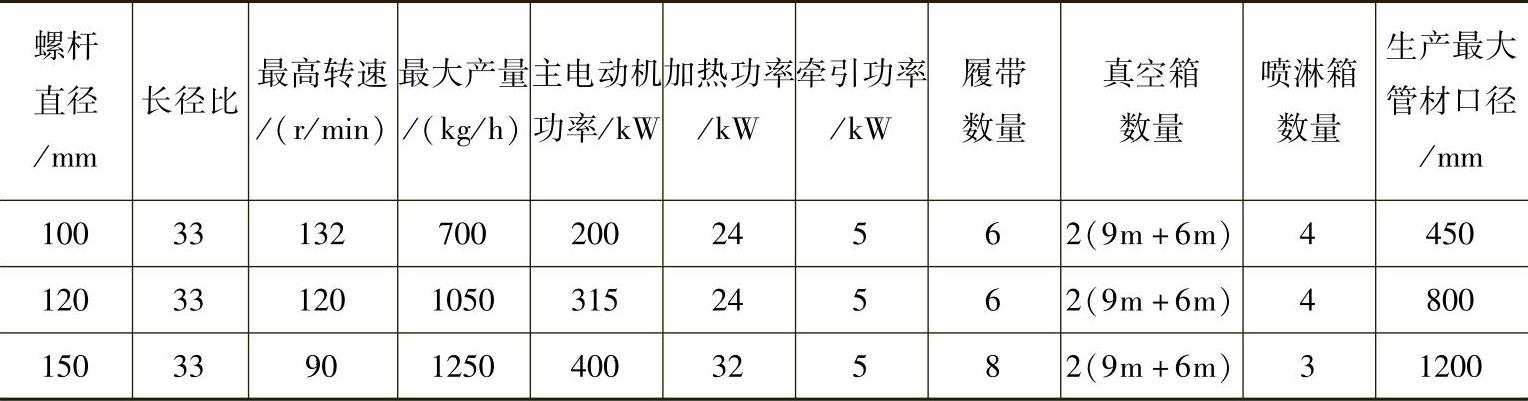
下面以聚乙烯薄膜生产线为例,进行挤出生产线选择说明。表3-2列出了相关的技术参数。
表3-2 广东金明塑胶设备有限公司MB系列聚乙烯薄膜吹塑机组技术参数表
注:带(T)是采用旋转机头。
选择薄膜生产线时,如果生产地膜或者折径小于750mm的包装膜,建议选择MB-900生产线;生产1m左右的包装膜,建议选择MB-1100生产线;生产大棚膜,由于现在市场上多数要求折径7~8m以上的产品,应该选择专用的农用棚膜生产线。这里主要考虑的是挤出机的塑化能力,MB-600和MB-900生产线,分别配置了45或者55挤出机,不适宜生产较宽幅、较厚的薄膜,但是“就小不就大”的原则仍然适用。由于薄膜在使用时可以进行分切,从而扩展了宽幅膜的适用范围。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






