把挤出造粒机组的基本组成再加上配料、混料、输送等准备工序,以及冷却、输送、干燥、过筛、包装等后处理工序,就组成用于实际生产的挤出造粒生产线。以下我们通过几个不同的挤出造粒生产线的实例,来介绍在实际生产应用中不同组合的一般原则。
对PVC软颗粒(电缆料)的挤出造粒机生产线,必须具备的是:混配料、预塑化、挤出造粒、冷却、过筛、包装等工序。
图2-64所示是一个用高、冷混机组混配料,平行同向双螺杆挤出机预塑化、单螺杆造粒的双阶布置方案的PVC软颗粒(电缆料)造粒机生产线。双阶布置使用两台挤出机的目的是充分利用不同类型挤出机的不同优势,达到最佳的混炼塑化效果,并且生产最稳定、产能最大、能耗最低。双阶布置的优点还在于预塑好的料不经冷却就直接进入造粒挤出机,可以减小能耗,并且在热料迁移中会把水分和挥发物自然排去。双阶布置在制品挤出,比如木塑制品挤出中也经常被采用。这里的造粒选择了最简单的干热切,适宜生产PVC软颗粒(电缆料),风送颗粒经二级旋风分离器充分冷却后,过筛包装。
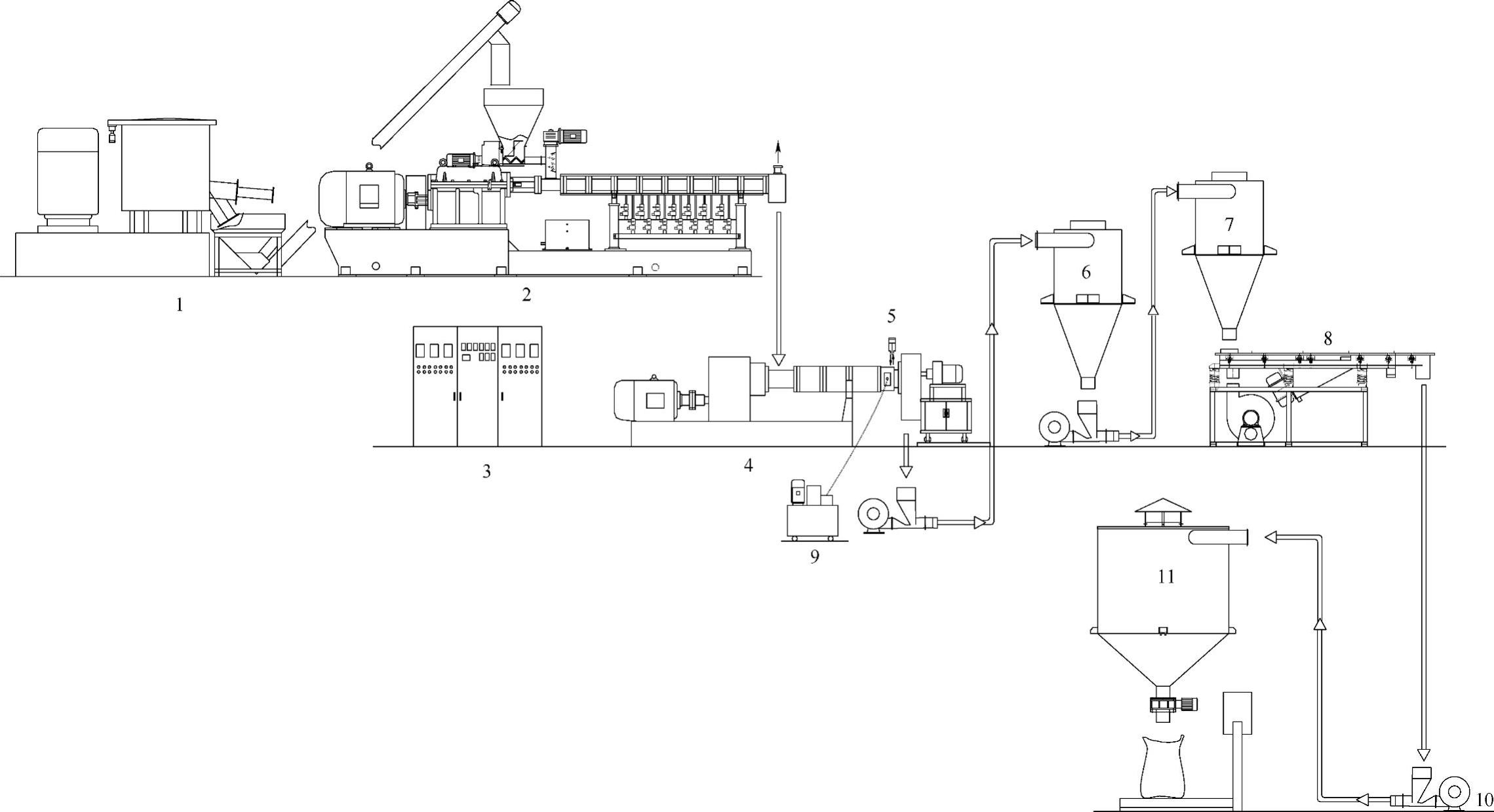
图2-64 PVC电缆料挤出造粒
1—高、冷混机组 2—平行同向双螺杆挤出机 3—控制柜 4—单螺杆挤出机 5—热切装置 6—一级旋风分离器 7—二级选风分离器 8—振动筛 9—换网器液压站 10—风机 11—储料仓、包装机
选择平行同向双螺杆挤出机预塑PVC软颗粒(电缆料),是利用平行同向双螺杆挤出机效率高、混炼效果好的长处。用它以替代劳动条件恶劣、强度大的密炼机是近年的发展趋势。用平行同向双螺杆挤出机用来预塑PVC软颗粒(电缆料),最重要的是螺杆组合要选择高混合低剪切的螺杆元件,不设置回流元件,以防止发生PVC过热分解。在造粒用的单螺杆挤出机上一般都配置有液压换网器,使用比较密集的网把料中的杂质过滤出去。
图2-65(见插页)是半自动上料的PVC软颗粒(电缆料)造粒生产线,所用增塑剂和小辅料通过电子自动秤计量后加入到高混机中,树脂、填料等主要原辅料由人工搬运到上料机3,加进高混机中,因此称为半自动上料。这里选择了分开配置的高、冷混机,是考虑厂房高度不够的一种变通的做法,实用中,如果条件许可,最好还是高、冷混机连体布置为妥,以避免混合好的热粉料在转运过程发生结块现象。造粒工艺、挤出机的选择、配置与上一个方案是完全一样的。颗粒冷却则选择了效率更高的传送带式的风冷机械。
图2-66(见插页)是自动上料的PVC软颗粒(电缆料)挤出造粒生产线,与上述半自动方案比较,全部的原辅料都由真空上料或者齿轮泵输送,通过多组分电子称计量后自动加入到高、冷混机组里,实现了上料的全自动化。这个方案把高、冷混机又放在一起了,说明在PVC软颗粒(电缆料)挤出造粒机组中,高、冷混机的安排方式不是重要的,高、冷混机组只要能够起到混料的作用,如何布置完全是取决于车间具体条件和操作的方便。(www.daowen.com)
PVC软颗粒(电缆料)造粒生产线的核心部分是双阶布置的挤出机组,上料、混料以及冷却、包装都是辅助部分。不同的配置,可以组合成为不同的生产线,供不同的用户选择。
用于聚烯烃塑料的挤出造粒机组在实际应用中,同样多数选择高混机混料,平行同向双螺杆挤出机预塑化、单螺杆造粒的双阶布置方案;然后同样用二级旋风分离器冷却,振动筛过筛,最后包装。在聚烯烃塑料挤出造粒机组中使用的平行同向双螺杆挤出机依据材料的不同,填料的性能和粒径形态不同,螺杆元件一般要选择强混合、强剪切的组合。特别是用于无机物高填充造粒时,更要充分考虑这些因素。
图2-67(见插页)是一个聚烯烃塑料挤出造粒工艺流程图和生产线组成,主料经高混机混合后进入侧向喂料机,另外配置有辅助喂料机,将主辅料喂入平行同向双螺杆挤出机。如果需要在平行同向双螺杆挤出机上还可以设置几个辅料加料口,经平行同向双螺杆挤出机充分混合及塑化后,进入单螺杆挤出机挤出造粒。本方案采用的是热切造粒,是因为这是一个硅烷交联聚乙烯电缆料的生产线方案,产品不能接触水,只能热切。经二级旋风分离器冷却后包装。如果是其他产品,也可以选择水下造粒、水环造粒等方式,只是后面的冷却、干燥方案不同而已。
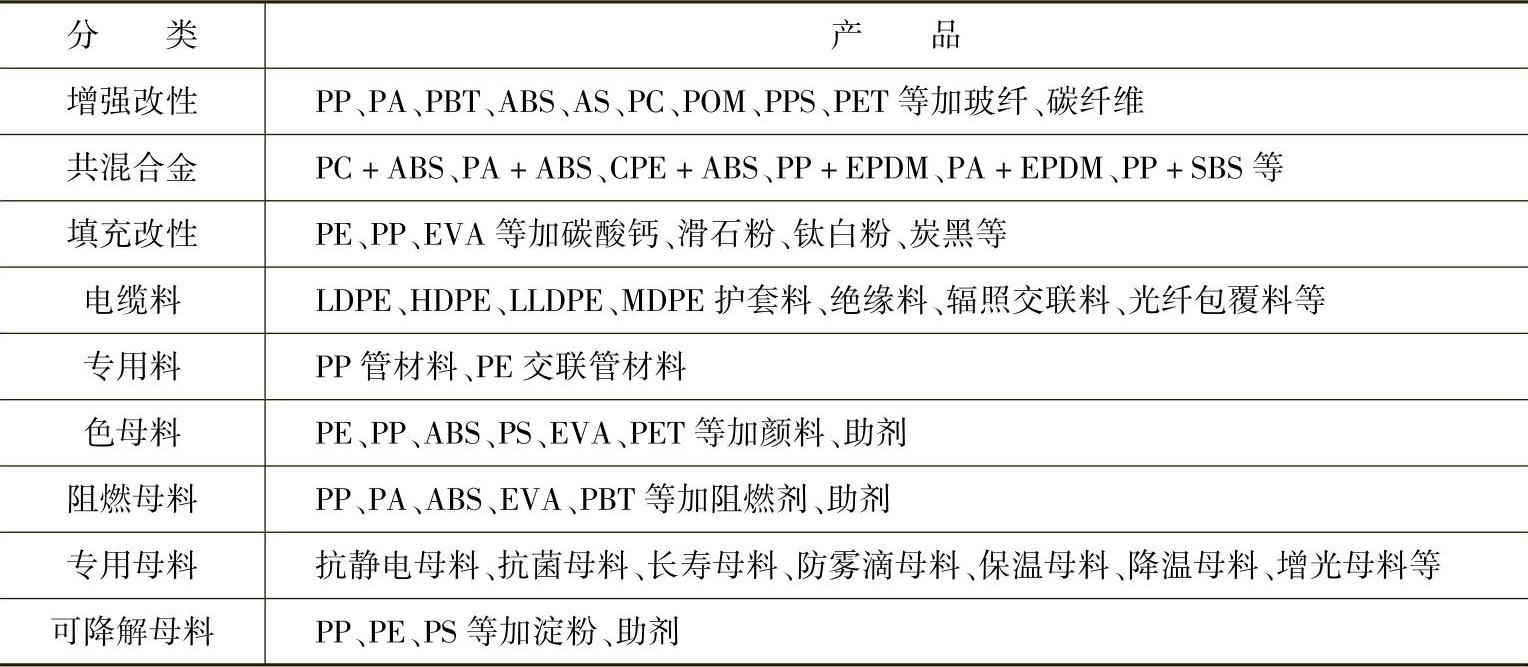
图2-68(见插页)是用一台平行同向双螺杆挤出机组成的冷拉条造粒机组,这种工艺一般用在产品附加值比较高,产能不很大的情况下,适应的产品品种很多,见表2-22。
表2-22 适用于冷拉条造粒的产品
当要求高填充、大产能时,传统的密炼机将被选择(图2-69)(见插页)。通过密炼机预塑化,平行同向双螺杆挤出机进一步均化,单螺杆挤出机挤出造粒,等于是三阶布置。其他部分与上面介绍的双阶造粒机组基本一样。
图2-70(见插页)是一个木塑制品的造粒机组,造粒采用了平行同向双螺杆挤出机和单螺杆挤出机各一台。平行同向双螺杆挤出机螺杆直径92mm,长径比为48∶1,350kW直流电动机驱动,加热功率为155kW,螺杆转速为40~400r/min,在机筒上设有两个侧向喂料口,加偶联剂和增韧剂用。单螺杆挤出机螺杆直径200mm,长径比为7∶1;90kW直流电动机驱动,加热功率为20kW。两台挤出机双阶布置。真空排气装置设置在双螺杆挤出机机头与单螺杆入料口之间的连接体上,使用水环式真空泵将排放的气体抽走。切粒是热切,一般木塑造粒都采用热切,避免木纤维吸水,影响制品的挤出。经两级旋风分离器冷却后,振动筛过筛,最后送至料仓。此线设计能力为450~550kg/h。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






