U-PVC型材是我国化学建材三大品种之一(另外两个是塑料管材和防水材料),主要用于制作塑钢门窗。我国U-PVC型材和塑钢门窗的发展经历过很大的起伏。
1)20世纪80年代初,我国就引进了欧洲U-PVC型材的生产技术和设备,但是当时在实际生产中错误地把塑钢窗和钢窗比价格,因此为了追求低成本添加了过多的无机填料,造成型材和门窗质量低劣,最终被市场淘汰,行业全军覆没。
2)到90年代初,欧洲U-PVC型材和门窗技术有了很大的发展,出现了多腔型材以替代过去的单腔型材,并且在腔内衬以钢衬,大大提高了塑料门窗的刚性,国内又重新引进了欧洲最新的技术。这一轮的发展由于能够正确处理价格和性能的关系,重视了产品质量和配套技术,总体发展是比较健康的。
经过十几年的发展,我国到2007年底,全国型材生产有350家企业,生产线达到4000余条,总能力达400万t/年以上。2007年国内销售型材约350万t,此外还有约80万t的非标型材,门窗制品超过2亿m2,已经超过全国门窗用量的30%。建成了一批有国际化规模的型材厂和门窗组装厂,它们装备有国际90年代后期最先进水平的生产线及质量检测设备。
近几年,一方面由于国际原油价格不断上扬,乙烯价格在不断攀升,影响到采用乙烯法生产聚氯乙烯树脂的价格,而国内的以电石法工艺为主体的PVC树脂的价格相对比较稳定,因此国内PVC树脂生产能力急剧扩大,到2008年年生产能力已经超过1500万t,实际产量接近1000万t,其中电石法要占70%以上,为国内U-PVC型材发展提供了较低价位的原料保障。
另一方面,进入新世纪以来为实现可持续发展的国策,国家住房与建设保障部提高了建筑节能标准,为塑钢门窗开拓了巨大的国内潜在市场。2000年原建设部76号部令发布了《民用建筑节能管理规定》,规定要求新建民用建筑必须按照新的节能标准和规范进行设计,第一步就是新建民用建筑在节能指标上要比1980年的设计标准再节约能耗30%以上;新建或者改造后房间外窗的传热系数在严寒地区不应大于2.6W/(m2·K),在寒冷地区不应大于3.2W/(m2·K);阳台窗的传热系数在严寒地区不应大于2.8W/(m2·K),在寒冷地区不应大于3.4W/(m2·K)。
表2-16是节能的新老标准对建筑围护结构中外窗保温性能——传热系数要求的对比值。表2-17列出了不同等级塑钢窗的传热系数值。塑钢窗传热系数的合格指标为5.00W/(m2·K)。
表2-16 节能标准对建筑外窗传热系数的要求 [单位:W/(m2·K)]
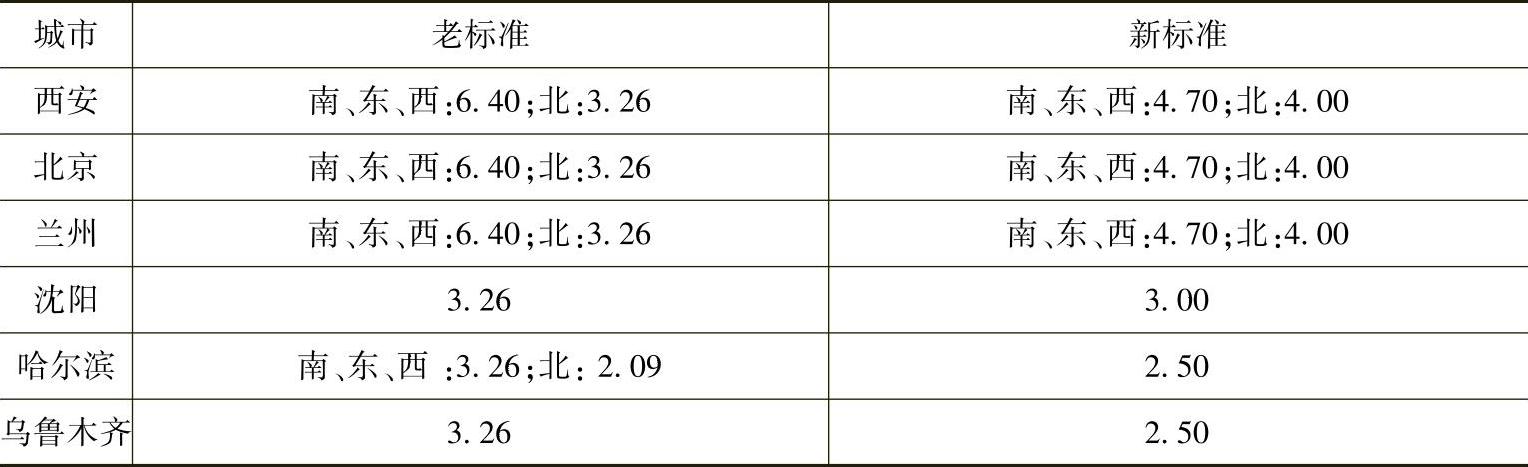
注:表中所列数据含阳台门上部。(www.daowen.com)
表2-17 塑钢窗的传热系数值 [单位:W/(m2·K)]

对于建设领域来说,最关心的还是塑料窗的保温节能性能和价格比。据国家建筑工程质量监督检验中心门窗检测部对各类门窗保温性能检测结果分析,单层玻璃塑料窗的传热系数一般在4.7W/(m2·K)左右,双层中空玻璃塑料窗的传热系数在2.4~2.7 W/(m2·K)之间。而单层玻璃金属(钢、铝)窗的传热系数为6.4W/(m2·K),断热型材的金属窗加中空玻璃后,传热系数在4.1W/(m2·K)以上,一般断热型材的金属窗使用中空玻璃后,传热系数仍在3.1W/(m2·K)以上。在价格方面,正常情况下白色中空玻璃塑料平开窗的价格在280~300元/m2。如果进一步提高保温性能,塑料窗与金属窗的价格差距将会进一步拉大,传热系数值小于2.0W/(m2·K)的窗,塑料窗的价格在600~700元/m2,而断热金属窗将会超过1300元/m2。由此可以看到塑料门窗不仅在节能性能上比金属门窗有优势,并且在经济指标上也有一定的优势。
从节能减排的角度来讲,每生产1t塑料型材要比生产1t铝型材节约用电10000度左右(从原料制造算起)。根据国家发改委发布的数据:每发1度电,要耗煤0.36kg。因此每多生产1t塑料型材并且少生产1t铝型材就能够节约煤炭3.6t,少排放CO2气体9340kg,少排放SO2气体30.6kg,少排放氮氧化物气体26.64kg。目前国内塑料门窗与铝门窗在市场上占有比率是3.2∶6.8,如果通过国家的节能减排政策导向,扩大塑料型材用量,将给国家、社会带来巨大的利益,同时也给塑料型材带来可观的市场。因此带来了U-PVC型材和塑钢门窗又一次大发展的机遇。2005年以来,国内U-PVC型材生产线市场一直非常火暴,是塑料机械市场的一个亮点。
塑料型材的高档化、高性能化是目前型材业关注的问题,其中以彩色型材发展比较快,彩色型材可以使型材室内室外两面分别有不同的颜色,以求得与建筑及装饰风格的统一。可以在定型后,通过贴膜设备贴彩色膜,也可以采用喷涂工艺喷涂彩色涂料。涂料的种类很多,有耐候性非常好的氟碳树脂,有附着力和色彩比较突出的丙烯酸/聚氨酯双组分涂料等。但是在国际上发展最快的还是彩色面层的共挤出,早期的共挤出同样使用U-PVC,后来发展为使用PMMA(甲基丙烯酸甲酯,有机玻璃),近年又出现使用专用的彩色型材共挤出用料ASA(丙烯氰-苯乙烯-丙烯酸酯弹性体共聚物)。与这些材料的共挤,不仅改变了型材表面的颜色和光洁度,同时也提高了型材的表面硬度和耐候性,提高了塑钢门窗的档次。此外还有高性能的PVC合金型材、高性能高填充PVC型材。
对共挤出材料的要求主要考虑:耐候性、冲击性能、表面硬度和光泽性、与U-PVC相溶性等方面。PMMA在耐候性和表面硬度、光泽性上要优于ASA,ASA在抗冲击性能上要优于PMMA。
通常用于PVC型材共挤出的PMMA需要共聚接枝丙烯酸酯弹性体,因此无论是PMMA还是ASA在与PVC兼容性即粘合强度上相差无几。
共挤出生产线需要增加一台单螺杆挤出机,并在挤出口模开设共挤通道,定型冷却技术是一样的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





