铝塑复合管技术是在20世纪70年代末由英国学者KITI首先申请专利,历经10年的工业化研究,80年代末期在德国和英国首先实现了工业化的规模化生产。在我国,铝塑复合管也已经经历了10多年的发展,1995年以佛山日丰,安徽百通等为代表的几家企业先后从德国“尤尼克”全套引进铝塑复合管设备和技术,按照ASTM标准生产铝塑复合管。1997年住房与城乡建设部下文推荐使用铝塑复合管等新型管材以替代镀锌钢管以后,铝塑复合管在国内进入了一个高速增长期,很快国内就开发成功铝塑复合管挤出生产线,并且在1~2年的时间内就达到有20多家设备生产厂、600多家铝塑管生产厂、近千条生产线、30多家配套管件生产厂的产业规模。但是好景不长,铝塑复合管的市场到20世纪末就走向衰落,大量铝塑复合管挤出生产线被闲置,不少企业被迫转产甚至倒闭。究其原因并非铝塑复合管本身出现了什么问题,而是铝塑复合管的连接技术被忽视,管道系统泄漏严重,被市场淘汰出局。
铝塑复合管外层塑料比较薄,不能采用热熔连接,采用的是一种机械式的螺旋压紧连接,用一个螺母通过压环压住管材外层,达到密封连接的目的。由于塑料的蠕变性能,压紧后会自然松弛,因此这种压紧就不这么可靠,特别当管材直径比较大的时候,这个缺点就更加突出。我国引进铝塑复合管技术时,美国标准ASTMEn81《交联聚乙烯∕铝∕交联聚乙烯—复合压力管》和ASTM F1282《聚乙烯/铝/聚乙烯—复合压力管》所规定的最大管材规格只有32mm,国内所引进的设备也是只能生产规格最大为32mm的铝塑复合管。但是国内一些铝塑管生产厂和设备制造企业,没有经过严格的科学论证和调研,就开发了到110mm的系列铝塑复合管,并推向市场。而连接技术仍然采用仅适合小规格铝塑复合管的螺旋压紧式管件,于是引起灾难性的后果,几乎整个行业全军覆没。
进入21世纪后,由于铝塑复合管具备一些纯塑料管所没有的优点,欧洲铝塑复合管市场一直在稳步上升,国内几家一直坚持生产的铝塑复合管生产厂,如日丰、金德、铭仕相继引进了比较可靠的铝塑复合管卡压式连接技术,并且理性地把铝塑复合管产品规格限定在32mm以下。国内铝塑复合管市场也逐渐恢复,成为暖气片采暖用管的主要选择之一。
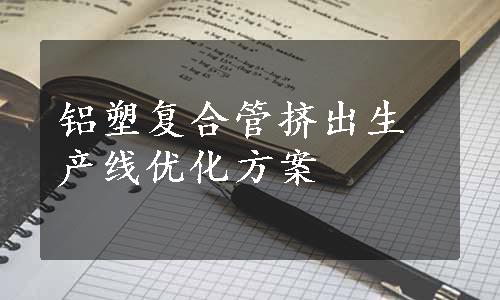
铝塑复合管分搭接焊和对接焊两大类。我国又开发了称为“铝塑PP-R管”的另一种铝塑复合管,其管材结构和生产工艺与搭接焊铝塑复合管基本一样,挤出生产线的组成也基本一样。相比之下,对接焊铝塑复合管生产成本要高于搭接焊铝塑复合管,虽然性能有所提高(搭接焊铝塑复合管最高工作压力为0.98MPa,对接焊铝塑复合管最高工作压力1.6MPa),但是在市场竞争中这个性能上的差异并不为用户注意。因此,在我国铝塑复合管市场上,是以搭接焊铝塑复合管为主。我国铝塑复合管生产的主要企业如日丰、金德也都只生产搭接焊铝塑复合管。图2-31所示是搭接焊铝塑复合管(铝塑PP-R管)挤出生产线的平面布置图。
如图2-31所示,搭接焊铝塑复合管生产线主要由铝带放带机、铝带成型机、内层塑料挤出机、内层胶挤出机、超声焊机、内层共挤模具、外层塑料挤出机、外层胶挤出机、外层共挤模具、冷却水箱、牵引机、收卷机等组成。另外还有辅助机械接带机、储带机、喷码机等。
铝塑复合管主要用在暖气片采暖管上,基本上全部是热水管道,因此其内、外层塑料都要用交联聚乙烯料(PEXb)。在20世纪90年代末曾经推荐的采用耐热非交联聚乙烯料(PE-RT),由于其耐热蠕变性能不如交联聚乙烯料(PEXb),现在已经基本不使用了。为适应交联聚乙烯(PEXb)的加工特性,生产线所配置的挤出机应该长径比不要太大,以(26~28)∶1最合适,螺杆的形式也是以简单的三段式最好用。特别是挤出外塑层的挤出机,由于外层塑料比较薄,所需挤出量较小,挤出机螺杆设计要考虑避免物料在挤出机中停留时间过长。
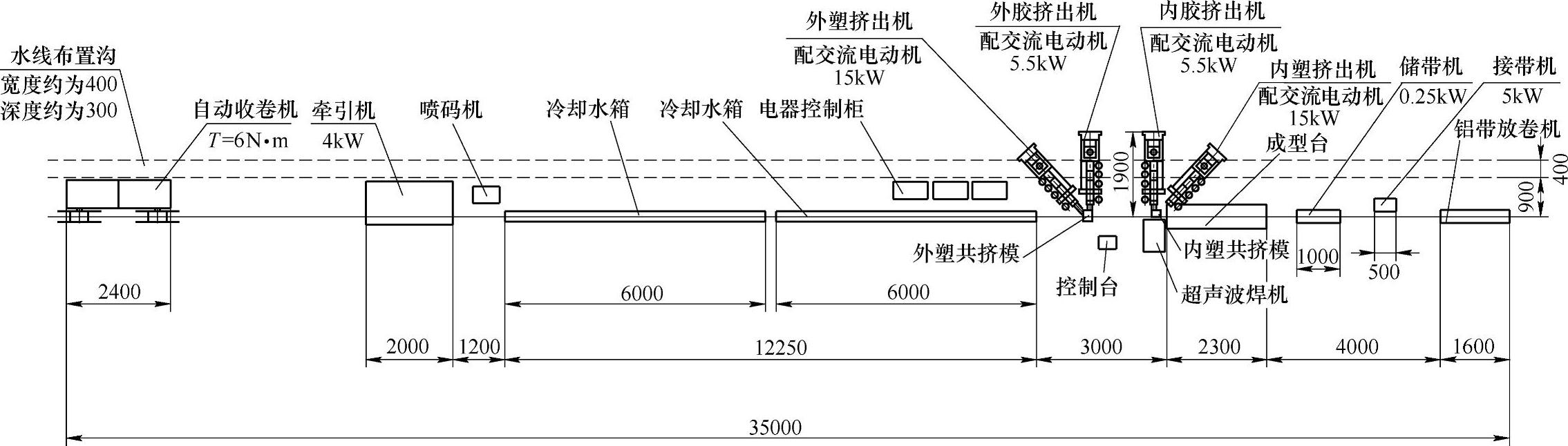
德国尤尼克生产线是使用三台挤出机,一台用于挤出内、外层热熔胶,一台挤出内层塑料,一台挤出外层塑料;包括铝层在内,用一个五层共挤模具,五层共挤一次完成。这种工艺,设备结构和布置紧凑、美观,但是操作调整不便,五层共挤模具加工制作比较复杂。国内早期开发也是采用这种工艺,但是从21世纪以来,国内搭接焊铝塑复合管生产线已经都是选择四台挤出机的配置(图2-31)。四台挤出机各司其责,即:内层塑料挤出机、内层胶挤出机、外层塑料挤出机、外层胶挤出机。五层共挤模具也是一拆为二(图2-31、图2-32),分为内层共挤模具(图2-32)和外层共挤模具(图2-33)。这种组合明显减小了铝塑复合管生产线制作、组装、调整的难度。尽管多用了一台挤出机,还是普遍为国内外用户接受,因此现在我国搭接焊铝塑复合管生产线基本都是采用四台挤出机的配置。这种四台挤出机的机组以杭州双林机械有限公司的产品最有代表性。
 (www.daowen.com)
(www.daowen.com)
图2-31 搭接焊铝塑复合管(铝塑PP-R管)生产线平面布置图
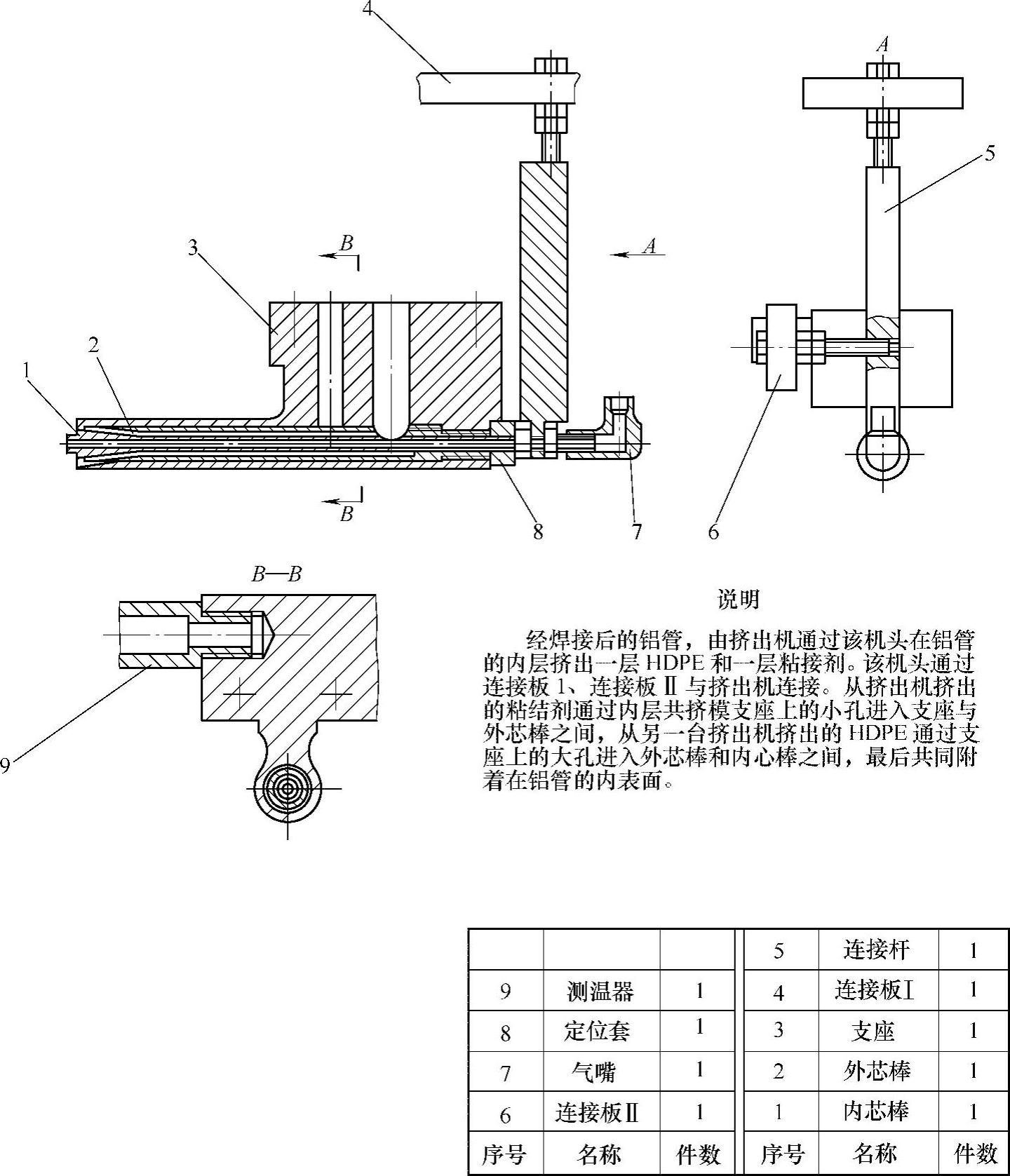
图2-32 铝塑管内层共挤模具
搭接焊铝塑复合管生产线另外一个关键部分是超声波焊机。铝塑管生产速度主要取决于焊接速度,一般情况下,生产20mm管材时,为7~8m/min。早期主要使用美国“ATOME”焊机,之后国内开发成功,二者价格相差十倍,并且焊接速度相差不大,因此目前基本都配套国产焊机。
图2-33 铝塑管外层共挤模具
德国尤尼克曾经推出过25m/min的生产线,国内也曾经有企业引进过,但是从铝塑管这个产品的市场需求来看,这种高速线并没有给企业带来明显的效益,因此这种高速线后来也就退出市场了。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





