管材生产线的辅助装置主要有加料装置、在线测径、测厚装置、管材标识印字装置等。这些装置在其他的挤出生产线中也是需要的。
管材生产线的加料装置,首先要能够保证挤出机连续生产的需要。最简单的是用料斗和上料器配合使用,料斗的容积要能够满足挤出机1~1.5h工作的需要。用于单机的上料器多种多样,最常见的有真空上料器(图2-11)、弹簧上料器(图2-12)。适合于多机台集中上料的装置是压缩空气上料,需要配备旋风分离器。还有脉冲气力上料,这种方式输送管道直径比较小,工作无噪声,不需要旋风分离器,是一种比较经济的集中上料方式。
对U-PVC挤出生产线,由于需要对树脂进行混配料处理,因此在多条生产线同时生产时,往往需要配套以混配料及配送系统。图2-13是U-PVC混配料及配送系统示意图。
料斗普遍使用的是烘干料斗(图2-14)。这是一种带电加热、带风机的加料斗,利用不断的热风驱除原料中的水分;烘干料斗可以解决原料一般性的潮湿问题,但是如果真的受潮严重,需要用“除湿干燥机”。管材的生产一般不需要“除湿干燥机”,即使是黑色的混配料,一般情况下使用烘干料斗,或者辅助一些方法,比如烘箱,就可以满足生产的要求。“除湿干燥机”不仅需要投资,并且能耗也高。烘干料斗的规格是按照料斗容积来表示的,最大可以到800L。
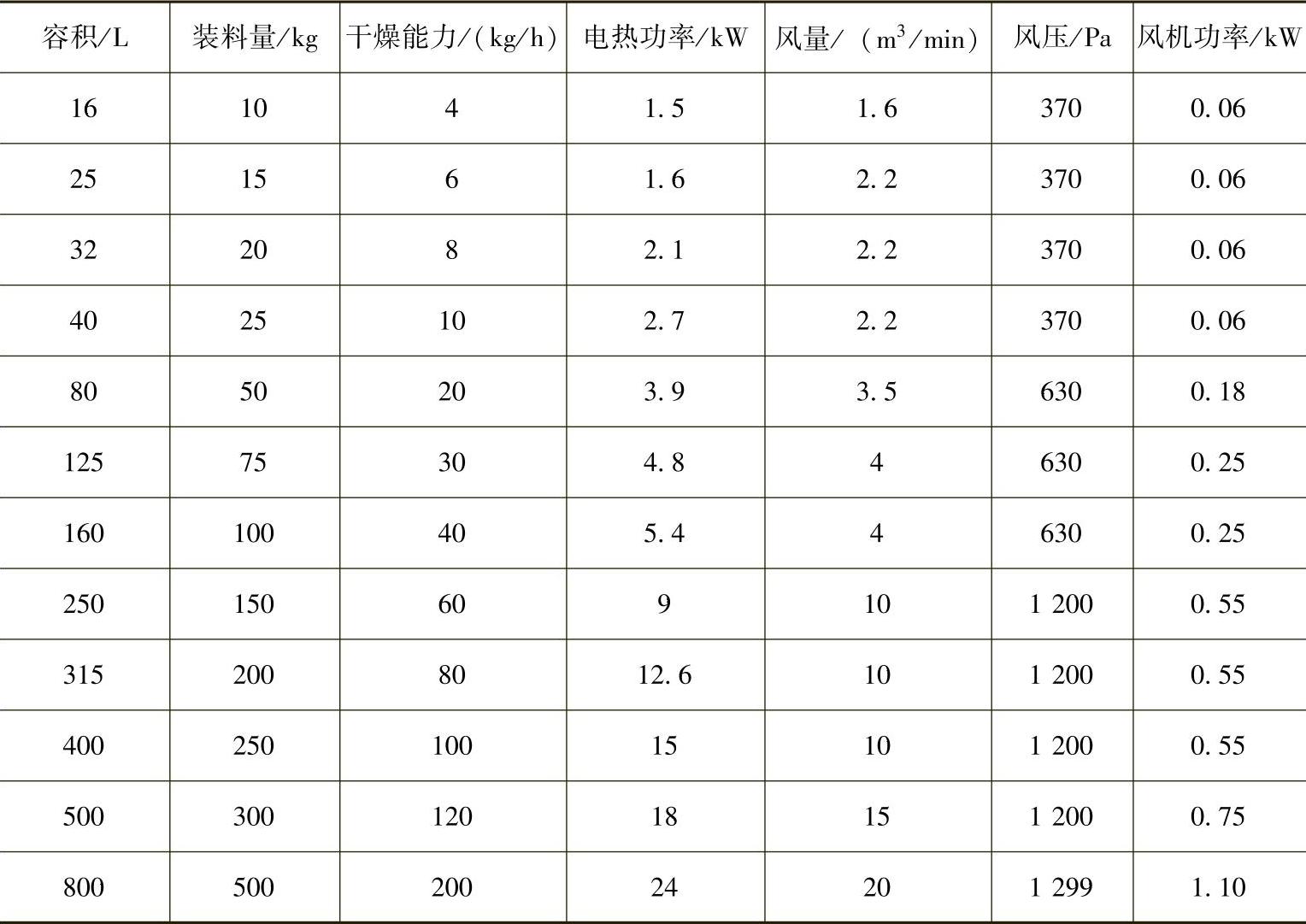
一般情况,一满斗的料需要2~2.5h才能烘干。烘干料斗已经有行业标准:JB/T 6494—2002《料斗式塑料干燥机》,标准中规定的主要技术参数见表2-9。
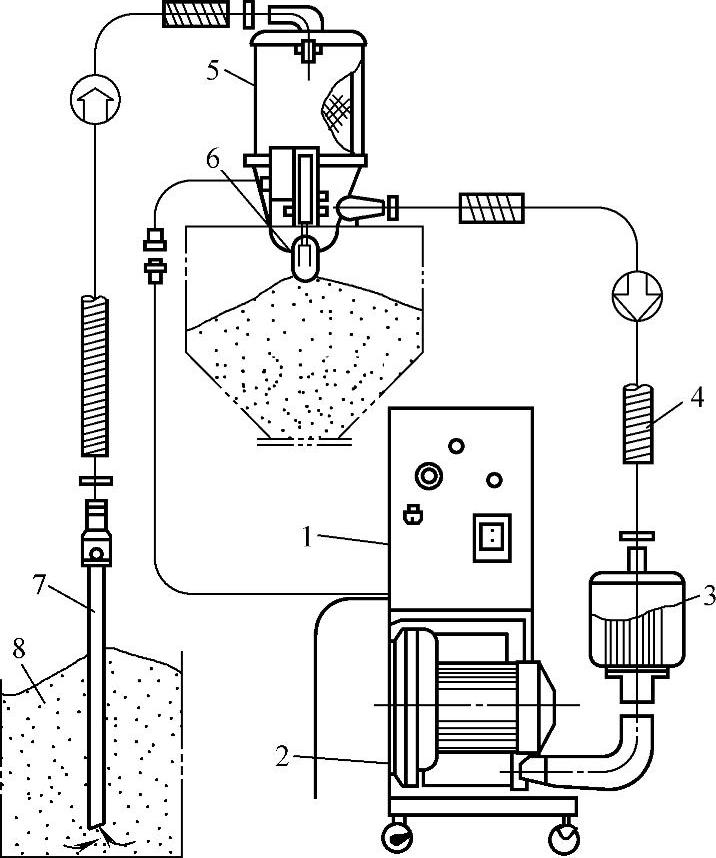
图2-11 真空上料器
1—电控箱 2—风机 3—过滤网 4—吸气管 5—中间贮料仓 6—排料活门 7—吸料管 8—原料箱
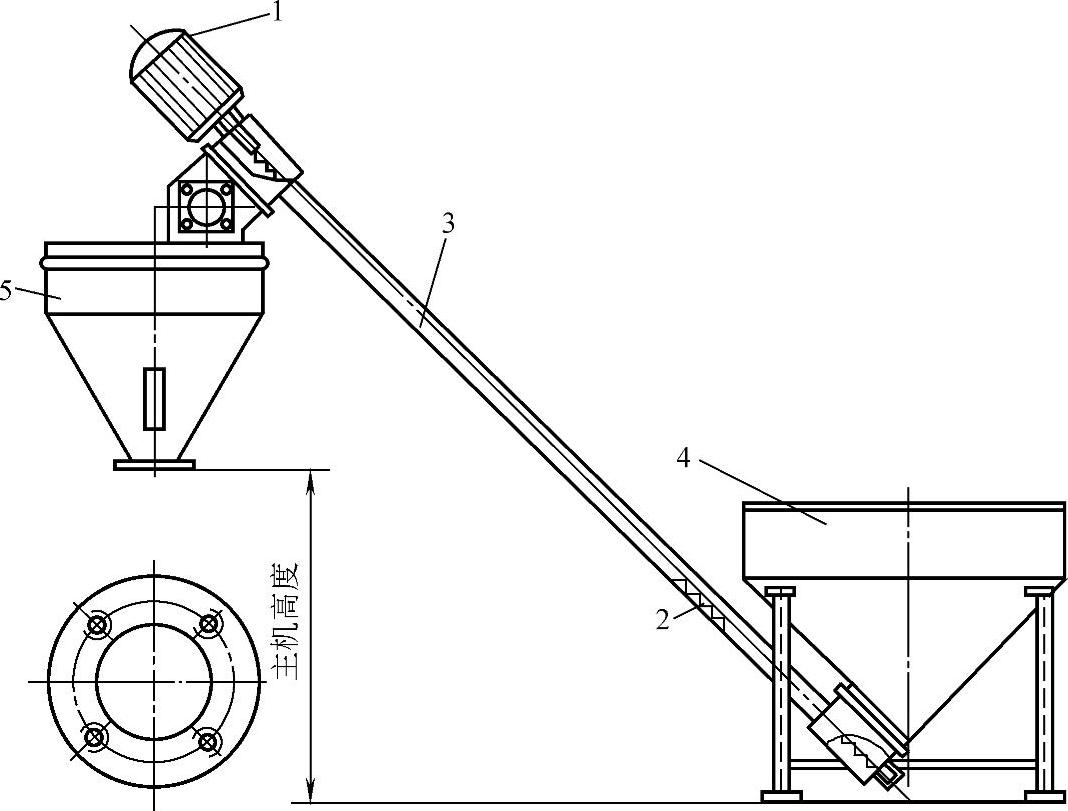
图2-12 弹簧上料器
1—电动机 2—上料弹簧 3—输料管 4—料箱 5—料斗
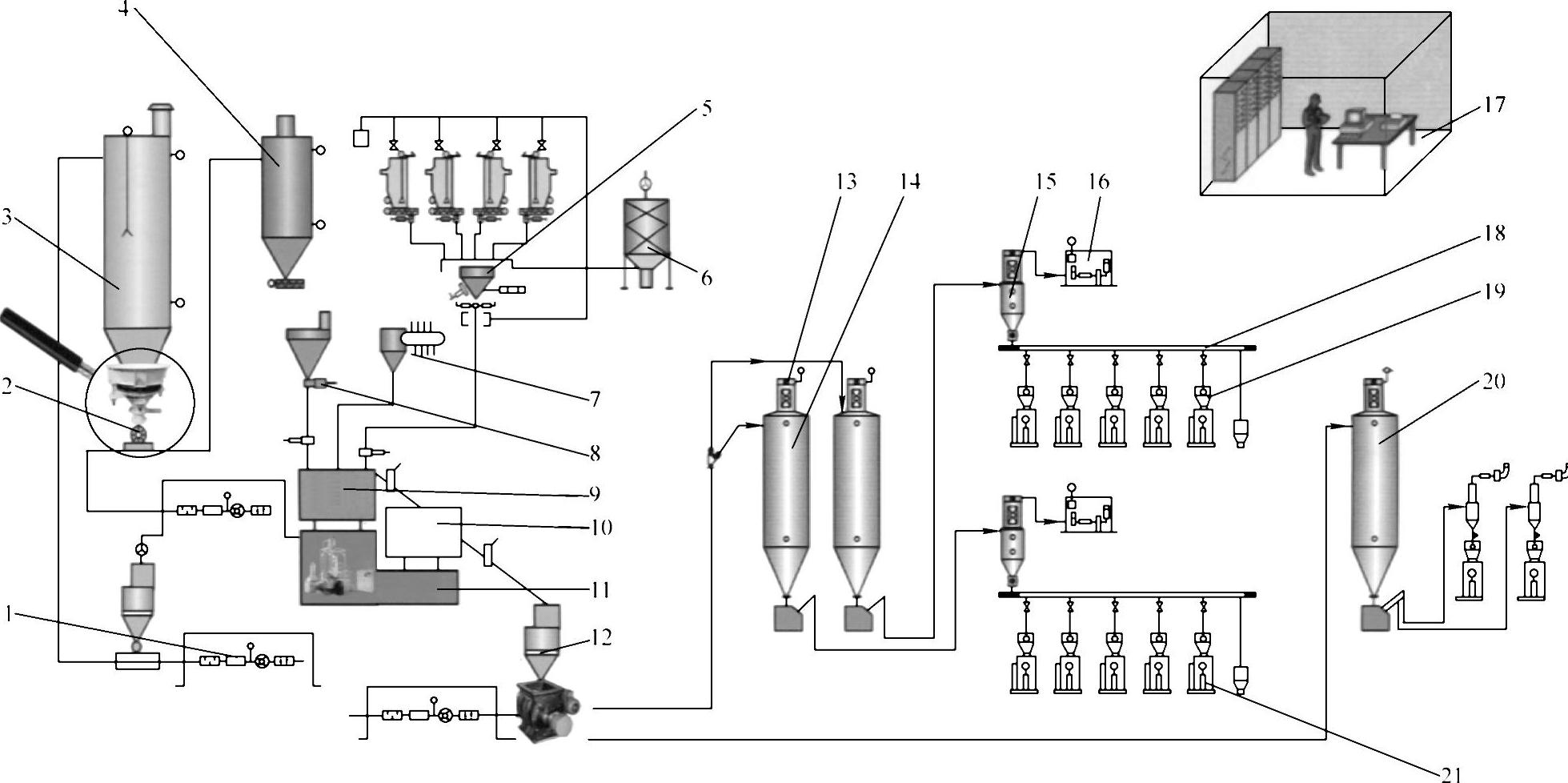
图2-13 U-PVC混配料及配送系统示意图
1—风机 2—防架桥装置 3—主料仓 4—螺旋加料机 5—辅料称重系统 6—中央集尘器 7—顺序投料器 8—主料称重系统 9—热混合机 10—冷混合机 11—混合机组 12—过渡料斗 13—排气过渡器 14、20—混合料仓 15—料仓 16—真空泵 17—电控系统 18—螺旋送料器 19—手动蝶阀 21—挤出机
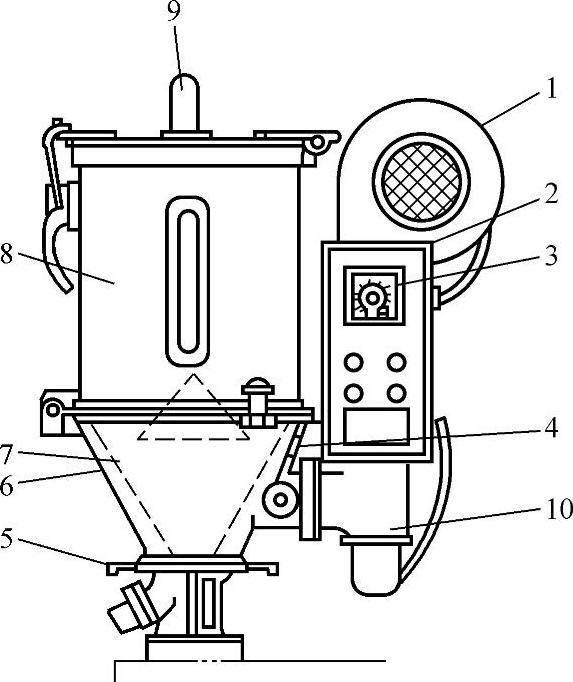
图2-14 烘干料斗
1—风机 2—电控箱 3—温度控制器 4—热电偶 5—放料闸板 6—集尘器 7—网状分离器 8—干燥室 9—排气管 10—电热器
表2-9 料斗式塑料干燥机技术参数
除湿干燥机是一种在许多领域都有应用的通用机械,用于塑料颗粒的除湿干燥机仅是其中一种比较简单的机械。如图2-15所示是国产某品牌塑料颗粒除湿干燥机的外形。图2-16所示是除湿干燥系统。

图2-15 塑料颗粒除湿干燥机
塑料颗粒除湿干燥机与传统的热风干燥方式不同,传统的热风干燥方式进入的热风没有进行过预先干燥除水,仅能去除物料表面的水分和潮气,对物料内部的水分无法驱除。除湿干燥机利用对水分子有极高吸附作用的分子筛来除湿,将经过放在干燥料斗1中的潮湿塑料颗粒而饱含水分的空气经回风管4,被风机(6)抽回到处理箱中经冷却器11降低温度目的是降低露点,再经干燥器8用分子筛去除水分后,重新变成干燥的空气,用干燥风机14加压,从出风管5进入干燥加热箱2加热后,使干燥的热风进入干燥料斗(1),循环使用。此时工作气流具备塑料干燥的三大要素:流速、温度和低露点。这股气流穿过料斗时,不但能使塑料表面水分得以蒸发并被带走,而且能去除塑料分子内部的部分结晶水,达到降低塑料含水率、快速干燥的目的,以保证塑料加工成型对水分含量的要求。
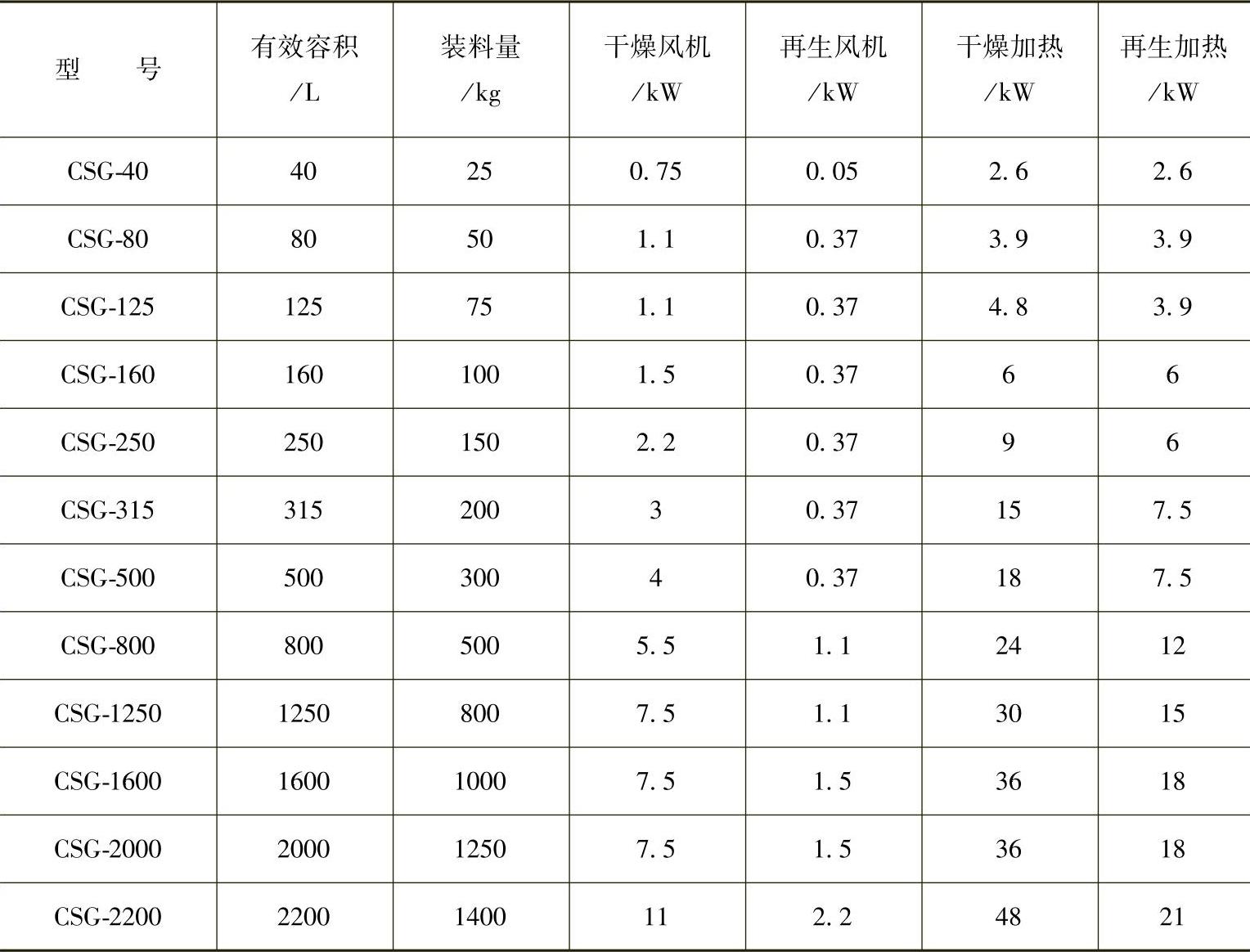
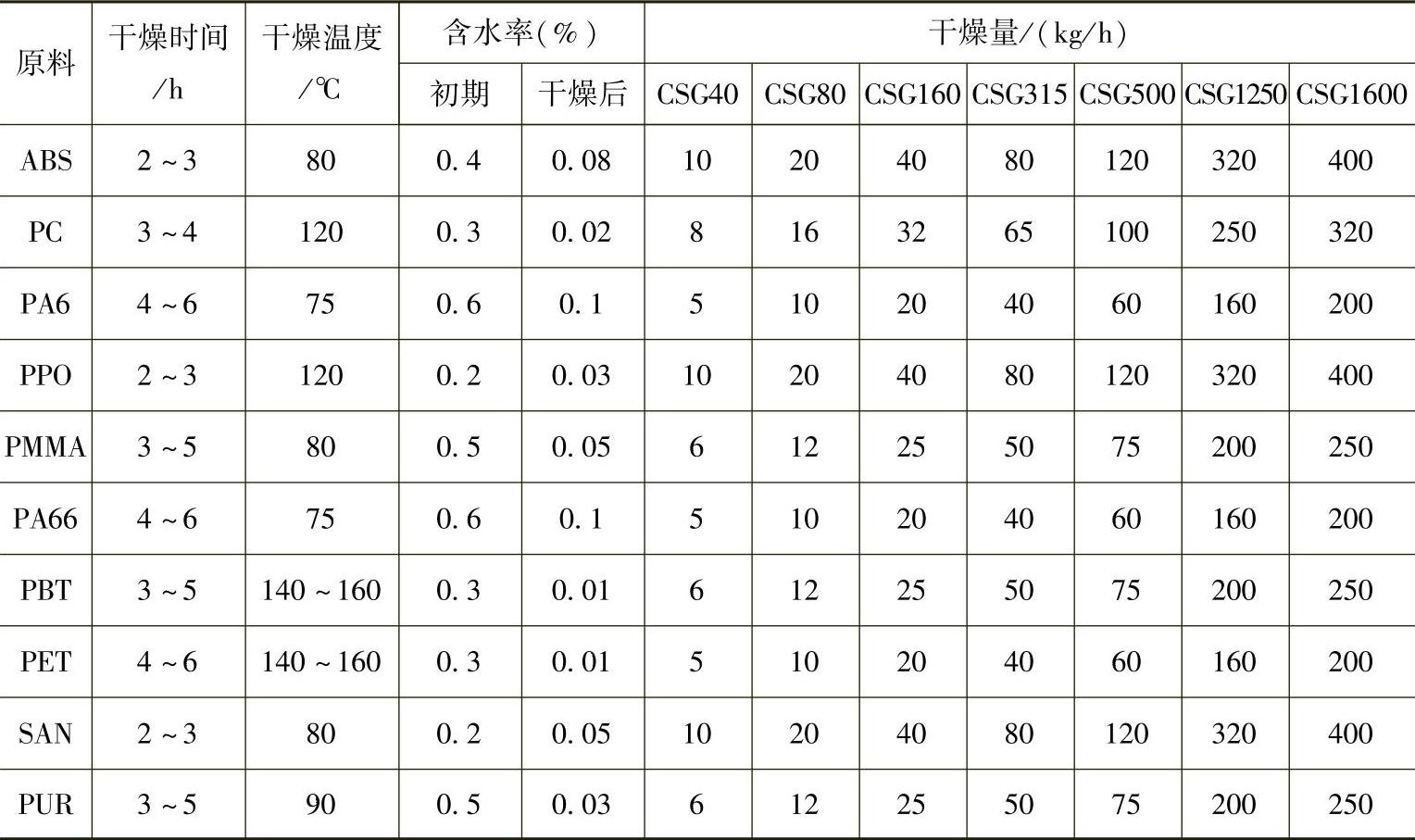
塑料颗粒除湿干燥机是连续加料并连续出料的,一般可以把塑料颗粒水分含量减小到0.003%~0.006%,是一种非常有效的干燥机。塑料颗粒除湿干燥机的规格以干燥料斗的容积表示。国产某品牌的塑料颗粒除湿干燥机主要技术参数见表2-10。表2-11是不同型号塑料颗粒除湿干燥机,在应用于不同塑料时的干燥能力。
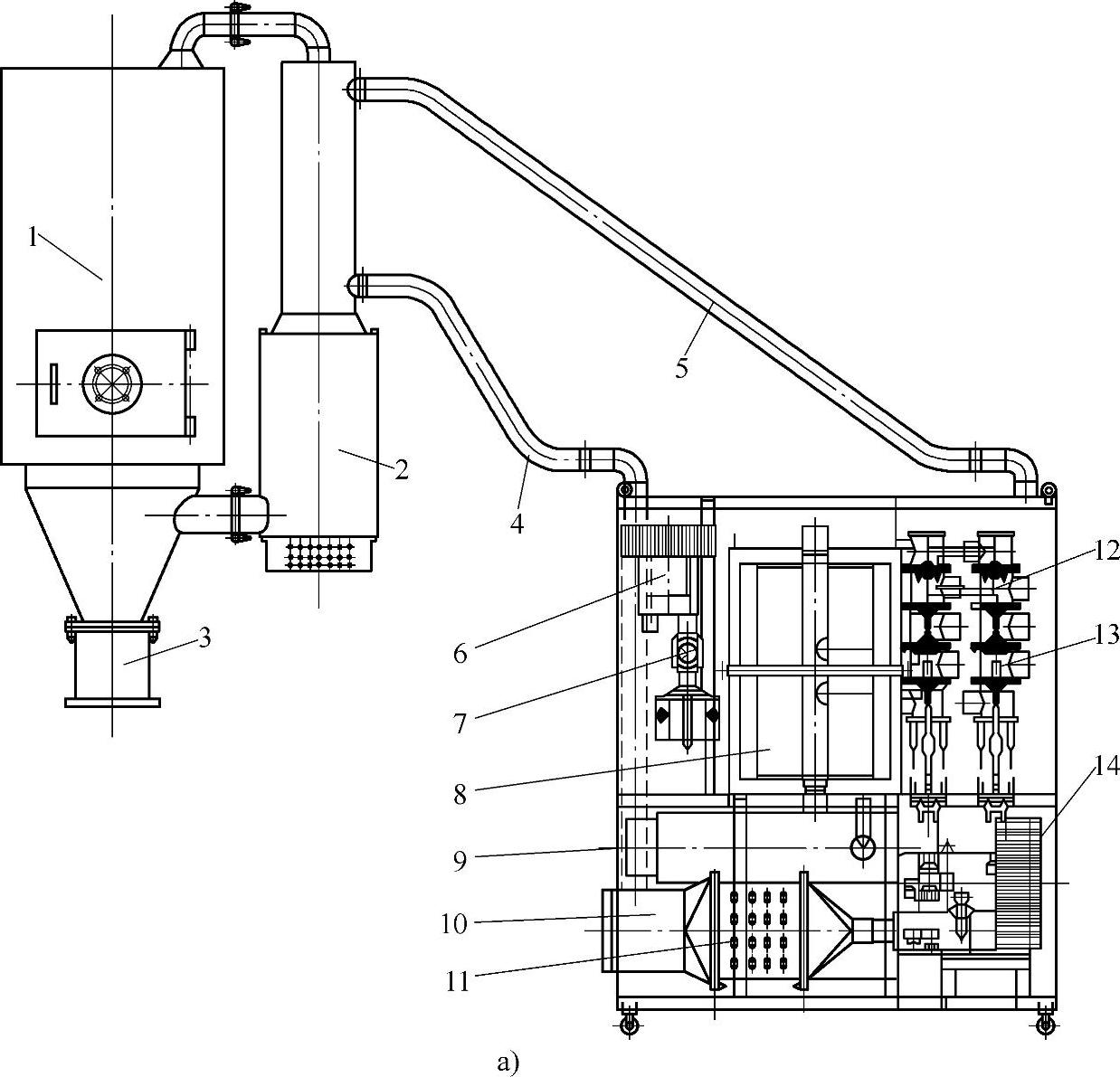
图2-16 除湿干燥系统
a)标准配置除湿干燥系统工作原理图
1—干燥料斗 2—干燥加热箱 3—料斗座 4—回风管 5—出风管 6—再生风机 7—三通阀 8—干燥床 9—再生加热箱 10—过滤箱 11—冷却器 12—控制器 13—四通阀 14—干燥风机
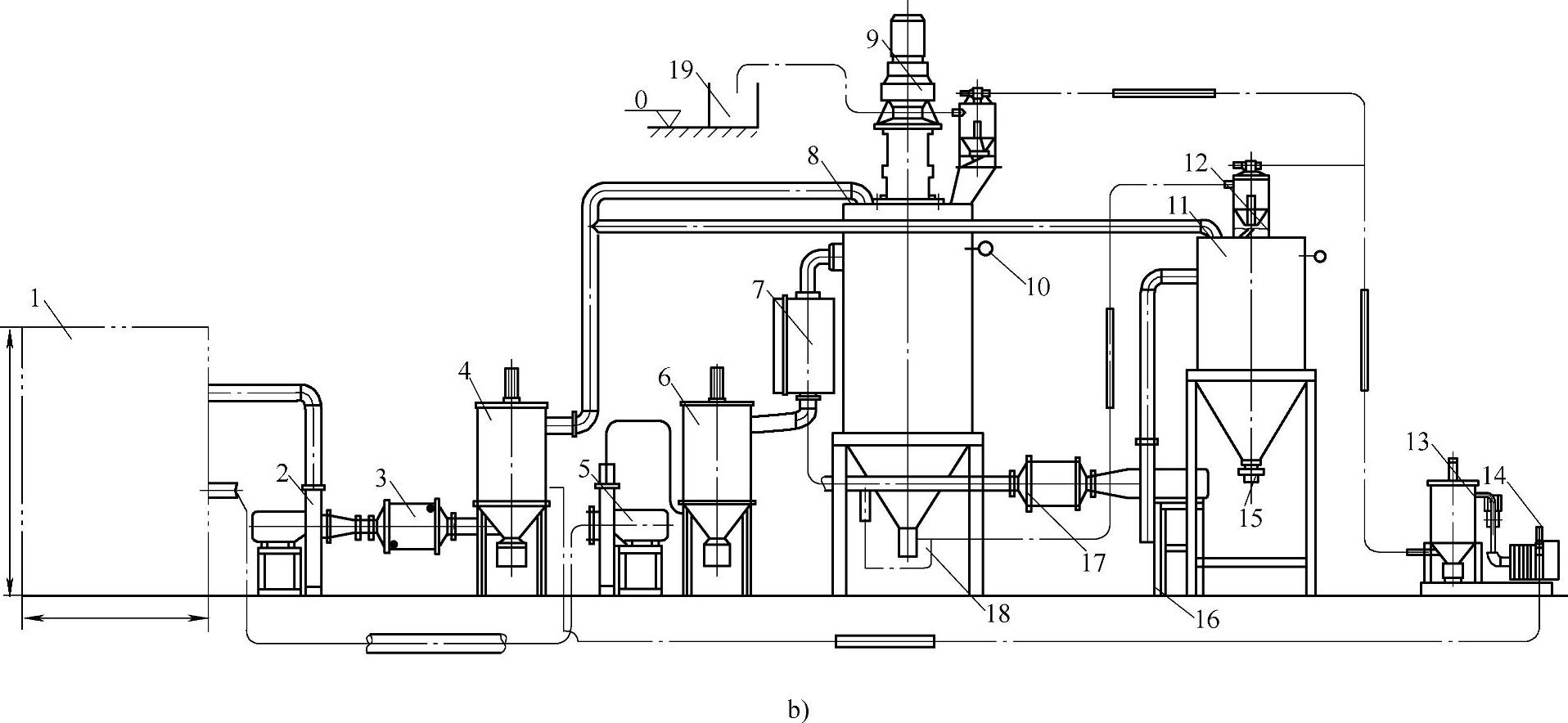
图2-16 除湿干燥系统(续)
b)200kg/h的除湿干燥系统展开图
1—除湿机 2—循环风机 3—回风冷却器 4—回风除尘器 5—干燥风机 6—进风除尘器 7—干燥加热箱 8—干燥塔 9—原料上料斗 10—料位计 11—冷却料仓 12—干燥上料斗 13—真空吸料机 14—自然风换向阀 15—手动蝶阀 16—冷料风机 17—冷料冷却器 18—干燥气补气阀 19—原料仓
表2-10 除湿干燥机主要技术参数
 (www.daowen.com)
(www.daowen.com)
表2-11 除湿干燥机干燥能力
采用料斗加料完全是自由加料,加料量容易发生波动,影响挤出的稳定性,特别是在使用粉料或者是回收料时容易发生架桥,造成下料困难或者是下料不均匀,因此最好是使用强制加料(图2-17)。
强制加料并不能解决加料的均匀性问题,为控制挤出制品的质量和降低产品成本,近年来发展了一种被称为“称重技术”的计量加料技术。计量加料技术就是通过对进入挤出机料斗的加料量进行连续控制,保持挤出过程加料量均匀一致,达到控制挤出制品的米重波动最小的目的。这种方法的优点可以用图2-18表示:通过适当减小挤出产品的米重,控制制品尺寸公差在下差范围,可以节约原料2%~3%。
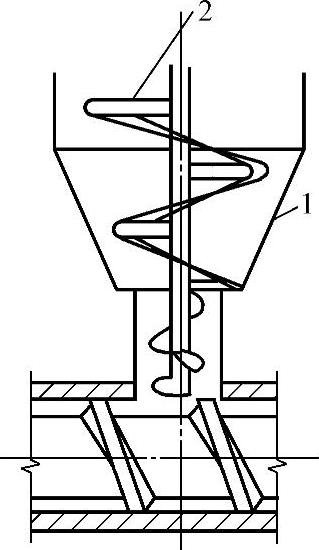
图2-17 强制加料
1—料斗 2—螺旋

图2-18 挤出机使用计量加料后制品精度的变化
近年来,在生产HDPE燃气管时,通常采用计量(失重)加料装置来控制管材的米重,控制的精度可以达到0.5%,可以得到沿管材纵向壁厚非常均匀的管材,对管材生产企业,能够在保证产品质量的前提下,最大限度地节省原料,降低成本。因此在燃气管工程招标中,越来越多的标书有规定:管材生产商的生产线有没有失重加料装置要加分或者减分。
计量加料分为体积式和重量式两种形式,体积式(图2-19)有轮转式或者螺杆式,这种方式往往需要有一个调整过程,并且对材料颗粒密度均匀性有一定的要求,因此目前直接使用比较少。重量式(图2-20)有失重式或者增重式,它适宜于各种形态原料的称重,经常被应用于各种需要计量加料的挤出生产线上。
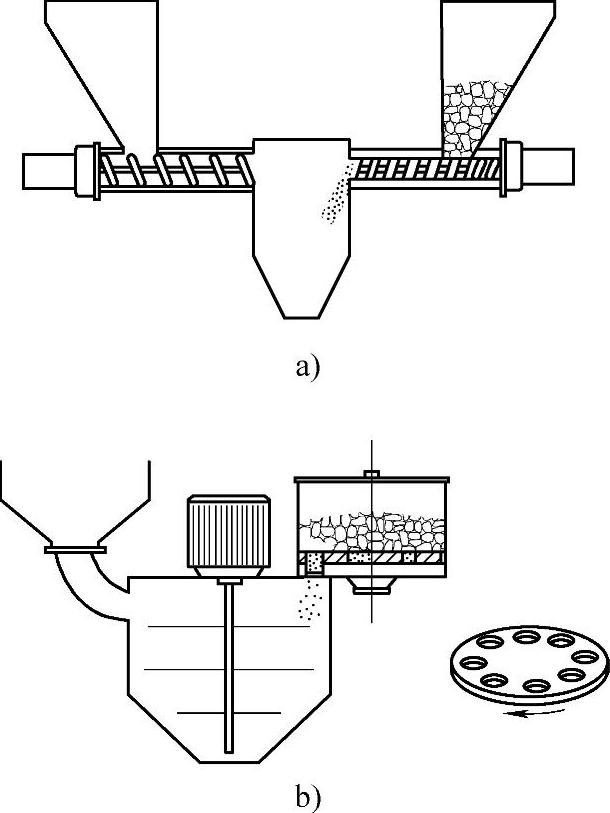
图2-19 体积式计量加料器
a)轮转式计量 b)螺杆式计量
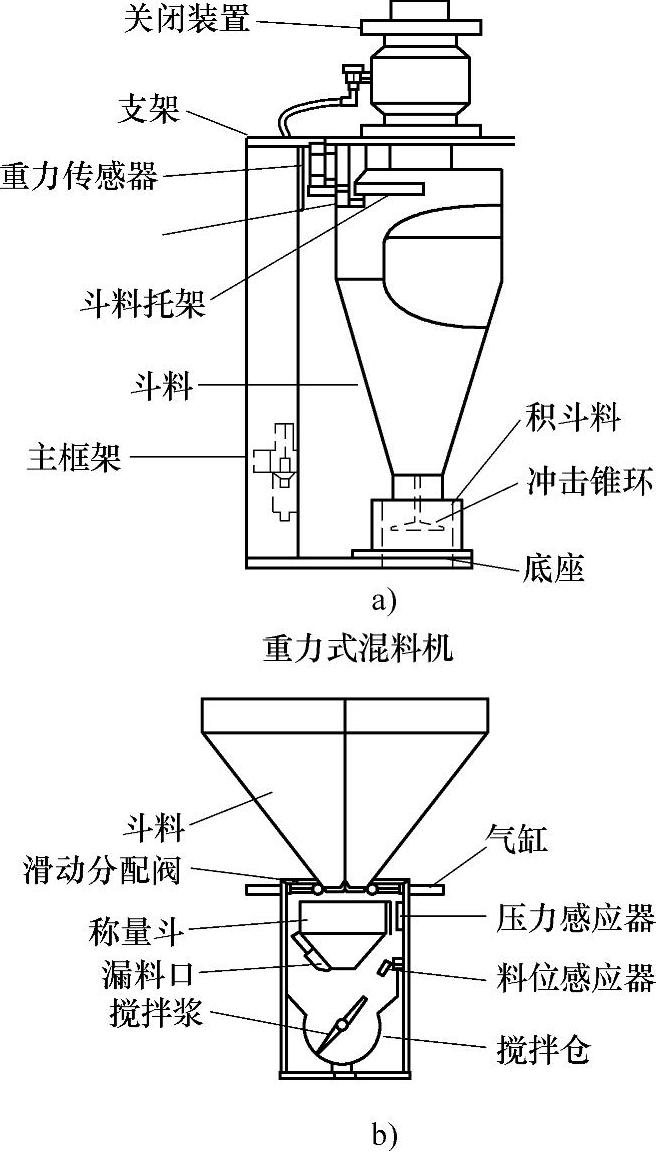
图2-20 失(增)重式加料器
a)失重式计量 b)增重式计量
在挤出加工中,有时需要将多种原辅料混合在一起加入挤出机。在连续的挤出生产过程中,各种原料都要连续地同步加入,因此各种原料的加入速度必须依据相应的配比(配方)来加。每种原辅料要用一台计量加料机。
失重或者增重式计量控制系统是通过对加料机的控制,达到精确定量加料的目的。失(增)重式计量控制系统通过测定把加料量实际值反馈,与设定值作比较,来不断调节加料机的加料量,实现精确加料。控制流程图如图2-21所示。
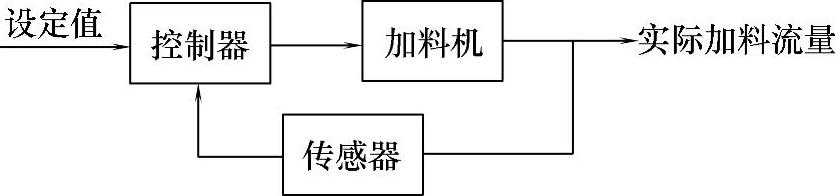
图2-21 计量控制系统控制流程图
从图2-21可以看到,传感器采集实际加料流量,然后反馈给控制器,再与设定值作比较,如果实际值小于设定值,控制器就增加加料机的转速,反之就减小加料机的转速,从而使实际值与设定值接近。因此传感器的精确度和采样速度与控制的精度密切相关。
传感器是一台荷重元(秤),荷重元测量整个加料机的重量(包含料桶中的原料和加料机自重),加料机工作时重量就会减少,减少的值就是排出原料的量。若在一小段时间内(Δt)重量的减少量为ΔG,那么这段时间内的平均加料流量就是ΔG/Δt。如果Δt足够小,就可以看做是实时的加料流量。由于实际流量是靠重量的减少来测定的,故这种计量方式称为失重式计量。同样如果实际流量是靠重量的增加来测定的,这种计量方式称为增重式计量。
荷重元是失重式加料机的核心部件,荷重元最重要的性能指标就是测量精度和速度。加料机工作时重量在不断变化,要准确测得实时的重量值就要求荷重元的测量速度极快,稍有延迟重量就已经发生变化。而我们通常使用的称重组件都是静态称重,测重物放上去后要等一小段时间后才能称出重量。因此普通的测重装置不能用在加料机上,即使它的测量精度很高。因此目前世界上能够生产失重式加料机的厂商还不是很多。以Colortronic等品牌的失重式加料机制造商代表着当今世界上荷重元技术的最高水准,其荷重元采用振动弦式,响应速度极快,分辨率达1/1,000,000s。不仅如此,荷重元还内置有微处理器,测量数据全部采用数字化传输,进一步保证了测量的速度与精度。荷重元本身还具有软件滤波和温度补偿功能,可消除一般的振动和温度变化对测量精度的影响。
应用这一原理控制的加料机都称为失重式计量加料机,其机械形式有螺杆式、皮带式、振动盘式、计量泵(液体)等,均可采用失重式控制以得到精确的加料精度。
在实际生产中,所使用的原辅料千变万化,原辅料的性质也各有不同。从形态上有:颗粒、粉末、微粒、碎片、纤维、针状、束状、液体等,从物理性质也有粘结、硬度、熔溶、磨蚀性等的区别,可以说没有任何一种加料机可以适应所有的原料,为此,设备制造商针对不同的需求开发了各种类型的加料机(图2-22)。比如螺杆式加料机就分为单螺杆和双螺杆的,螺杆的形式又分为螺旋形的和实心的,甚至还可以再细分。对于流动性差,易于架桥的原料,通常采用在料桶内部加水平搅拌器或垂直搅拌器的方式解决。还有一种弹性料斗加料机,这种加料机采用弹性树脂制成料桶,在料桶外侧装上蠕动机构,通过挤按料桶壁外侧来破坏料桶内原料的架桥。这种设计的优点之一就是在更换和清理原料时比较方便,无需清理内部搅拌器。这些形式多样的加料机一般只用于挤出造粒中,对挤出管材,特别是挤出聚烯烃管材,由于使用的是颗粒料,因此一般将荷重元直接安装在挤出机加料口上,不再设置特殊的加料装置。从上所述可知加料机的形式有很多种,对于不同的原料要搭配何种形式的加料机是一门非常复杂的学问,不仅要了解原料的各种性质,还要了解不同形式加料机的性能特点,除此之外还需要有大量的实际经验。

图2-22 各种类型的加料机
失重式加料在HDPE燃气管生产线、建筑冷热水管材高速生产线、薄膜挤出生产线、PC板材挤出生产线等上都得到了广泛的应用,并为制品企业取得显著的经济效益。
管材生产线的在线测径,是为了严格控制管材径向壁厚的均匀以及外径公差。测径测厚装置,国内采用超声波技术和激光技术的最多。超声测径测厚装置需要附加一个短的浸泡水槽,并且要用纯净水;国外采用的射线或者红外线测径测厚装置,结构比较简单。测径测厚装置的显示精度是0.001mm。对于塑料制品精度是非常高了。图2-23是美国SIKORA公司在线壁厚检测系统的可视化界面,图中右侧四格,从上到下依次表示的是管材内径、管材外径、壁厚公差、公称壁厚。
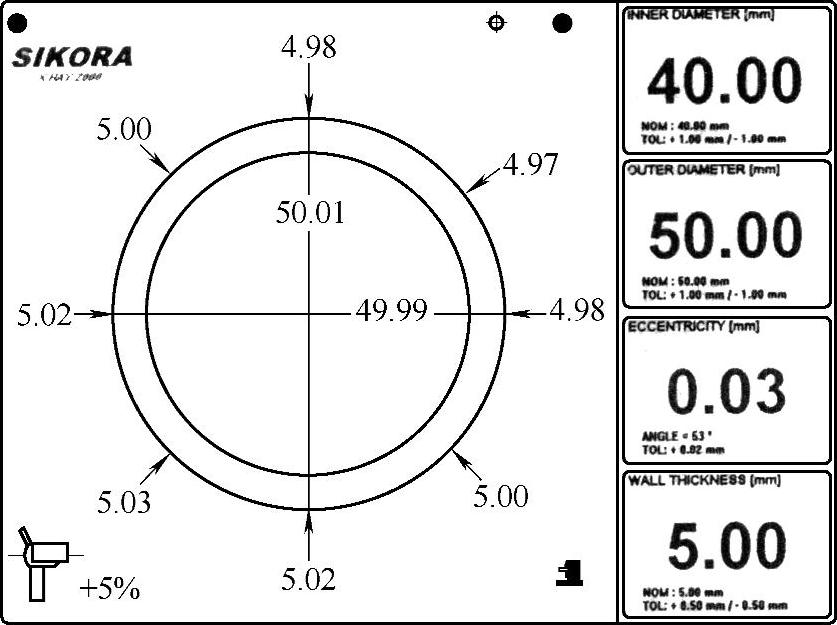
图2-23 在线壁厚检测系统可视化界面
在实际管材生产中,测径测厚装置只在开机时使用。它可以使操作人员在管材走出第一个真空水槽后,就可以准确地知道管材壁厚和外径是否合乎要求,并且去调整机头或者是牵引速度。如果没有测径测厚装置,操作人员则需要在生产线的末端,也就是出了几十米管材后,把管材锯下来才能够量出管材的几何尺寸。在管材检查合格进入正常生产后,如果生产线中有失重加料装置,就可以保持管材几何尺寸的稳定。因此,可以几条生产线共用一台测径测厚装置。通常的做法是每条生产线有一个测头,而显示装置和数据处理则只有一套。
但是在流延膜和板、片材生产中,测厚装置是自始至终都工作的,并且是非常重要的质量监控手段。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






