管材料坯要依靠牵引机向前运动。牵引目的不完全在于完成管材的向前运动,更重要的是在牵引过程中对未完全定型的管材料坯形成一定的拉伸比。这是在管材挤出生产中非常重要的一个环节。合理的拉伸比使高分子的分子链定向排列,可以提高塑料管材的强度。
现在市场上的挤出牵引机绝大多数是履带式的。根据管材的直径,可以有上下履带式,有三、四、五、六、八履带式(或者称为几爪式)。管材直径从小到大,履带(爪)的数量也越来越多。当生产管径为1000mm的管材时,就要用8~10履带牵引机。各个履带之间速度的同步是履带式牵引机正常工作的关键所在。早期的多履带式牵引机是用一台电动机拖动的,用链传动来带动各个履带。近年来,由于交流电动机变频调速技术的发展,现在的多履带式牵引机已经是各个履带采用单独电动机拖动,用变频调速技术来保证各个履带之间速度的同步。
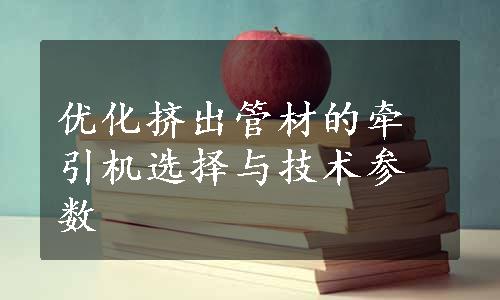
牵引机的主要技术参数是牵引力和牵引速度。牵引力要能够克服管材和真空定径套之间,以及管材和真空水箱密封装置之间的摩擦力,由此在机械设计上,就要考虑电动机功率大小以及履带的有效工作长度。牵引速度要能够满足管材生产时的工艺要求,最低速度是为开始生产时能够顺利地拉出管材,最高速度则是为了能够在最经济的状态下生产管材。牵引力和牵引速度都应该考虑有20%~25%的余量。表2-7是多履带式牵引机在生产不同口径管材时推荐的技术参数。
表2-7 多履带式牵引机技术参数
 (www.daowen.com)
(www.daowen.com)
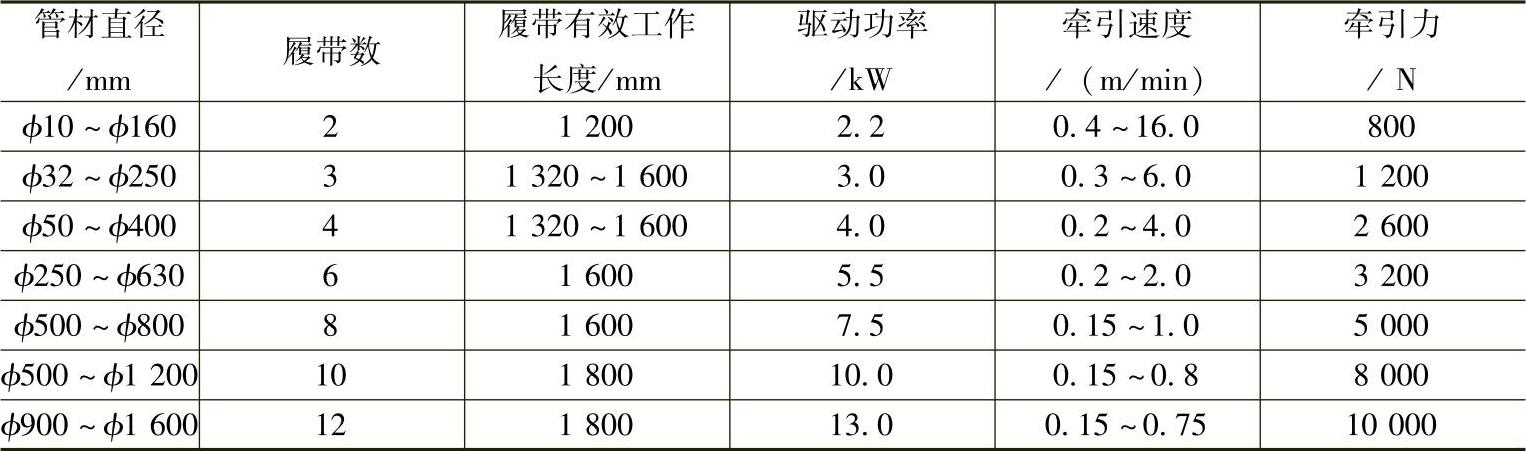
在生产小口径管材时,经常采用皮带牵引机。皮带牵引机成本比较低,维护、保养费用也比较低,能够有比较高的牵引速度,适合需要高速生产小型管材时使用。表2-8是皮带牵引机推荐的技术参数。
表2-8 皮带牵引机的技术参数
通常的选择以生产线设计最大挤出管材口径来决定履带(皮带)的数量,并且这个数量不是严格不可变更的。由于履带(皮带)的数量越多,牵引机加工难度越大,成本也越高,所以挤出生产线的用户和制造厂都会选择最少的数量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





