挤出机用户最终关心的还是产量以及相关的功率消耗,以追求最高的生产效率和最低的生产成本。挤出机产量最终表现为单位时间通过挤出机口模稳定挤出的已经完全塑化的塑料数量,并且辅机的能力可以使这部分塑料冷却成型成为合格的挤出塑料制品,否则就只能被称为是挤出机的塑化能力。多数挤出机样本上所介绍的最大挤出量或者最大产量,都是指塑化能力而不是实际产量。
挤出机产量必须与具体的确定口模一起讨论才有意义。产量首先和挤出机输送已经塑化的塑料能力有关(图1-13),可以看到对某一确定的挤出机,螺杆的转速越高(n1>n2>n3),塑料输送得越多(螺杆特性曲线)。此时从口模中被挤出的塑料数量(产量)则是口模特性曲线和螺杆特性曲线的交点C,口模的阻力越小,口模曲线与水平轴线夹角越大,产量也越大。
螺杆挤出段所输送的是已经完全塑化的塑料熔体。熔体的输送是和颗粒塑料或者是处于塑化过程中的塑料不同的,输送的效率与摩擦力关系已经不大,主要和螺杆的转速以及挤出段螺槽深度(螺槽容积)有关。一般螺槽越深,螺杆每转输送的熔体也越多。但是必须注意:在螺杆向前输送熔体时,向前的熔体流是正流;由于存在机头压力,会出现沿螺槽旋转反向的回流(压力流);正流和螺槽深度成正比,压力流和螺槽深度的立方成正比。因此,一味地加深挤出段螺槽有时不一定能够增加产量(图1-14)。
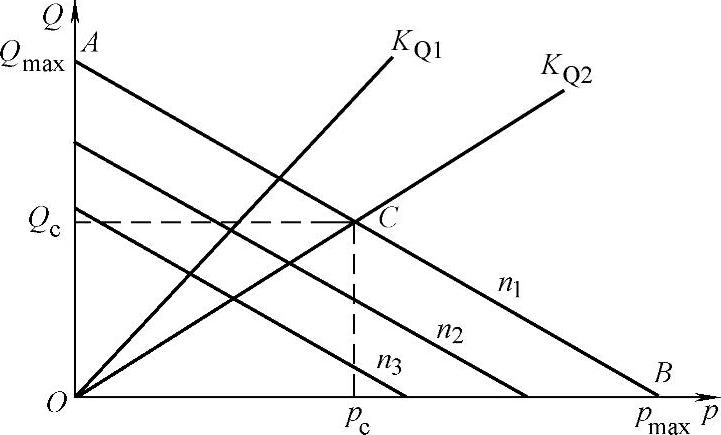
图1-13 螺杆特性曲线和口模特性曲线
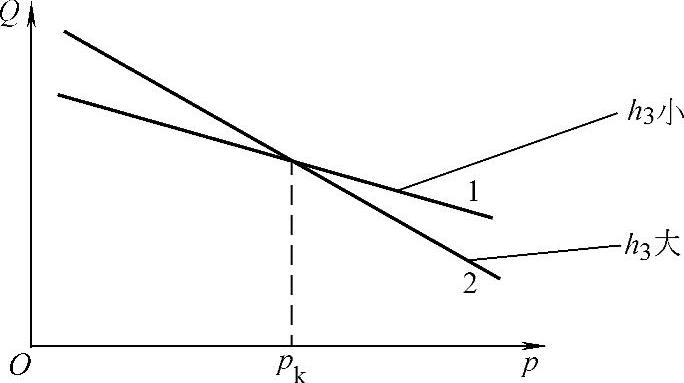
图1-14 计量段槽深h3对产量Q的影响
为此合理确定挤出段螺槽深度是很重要的,但是从理论上很难计算,通常是使用经验公式:
H=kD
式中 H——螺杆挤出段螺槽深度,单位为mm;
D——螺杆直径,单位为mm;
k——槽深系数。
一般情况下,槽深系数k取0.02~0.07。
1)当螺杆直径较小时,k取较大值;当螺杆直径较大时,k取较小值。
2)热稳定性好的塑料,如聚乙烯、聚丙烯,k可以取较大值;热稳定性差的塑料,如聚氯乙烯,k要取较小值。
3)长径比比较大的螺杆,k可以取较大值;长径比比较小的螺杆,k要取较小值。
4)塑料熔体粘度大的,如PP-R、PB,k可以取较大值;塑料熔体粘度小的,比如PA,k要取较小值。
5)机头阻力小的,k可以取较大值;而机头阻力大的,k要取较小值。
图1-15是一个根据不同螺杆挤出段螺槽深度统计数据作出的曲线,对塑料制品加工企业有参考的价值。随着技术的进步,槽深系数k值有加大的趋势。
一般来说,在一个确定的挤出机规格下,如果选择了比较大的长径比、比较深的挤出段螺槽深度,并且能够有比较高的螺杆转速,挤出机将会有比较高的产量,但是这时挤出机将要配备功率较大的电动机,有比较大的能源消耗。可以用比流量(比产量)来衡量产量和能耗之间的关系。比流量就是螺杆转速每增加一转时产量的增加数,单位用(kg/h)/(r/min)表示。它反映了一台挤出机的设计和加工水平。还有一个指标是比能,是指单位产量的能耗,单位用kW·h/(kg/h)表示。我国挤出机标准中对这项指标规定为比功率,用kW/(kg/h)表示,是指单位产量的装机容量,这是由于实际消耗功率要比装机功率难以测定。我国挤出机标准对比流量值和比功率都有明确的规定;规定挤出机的比功率不得大于标准规定值,而挤出机的比流量不得小于标准规定值。表1-6是我国挤出机标准规定的比流量与国外数值的对照表。
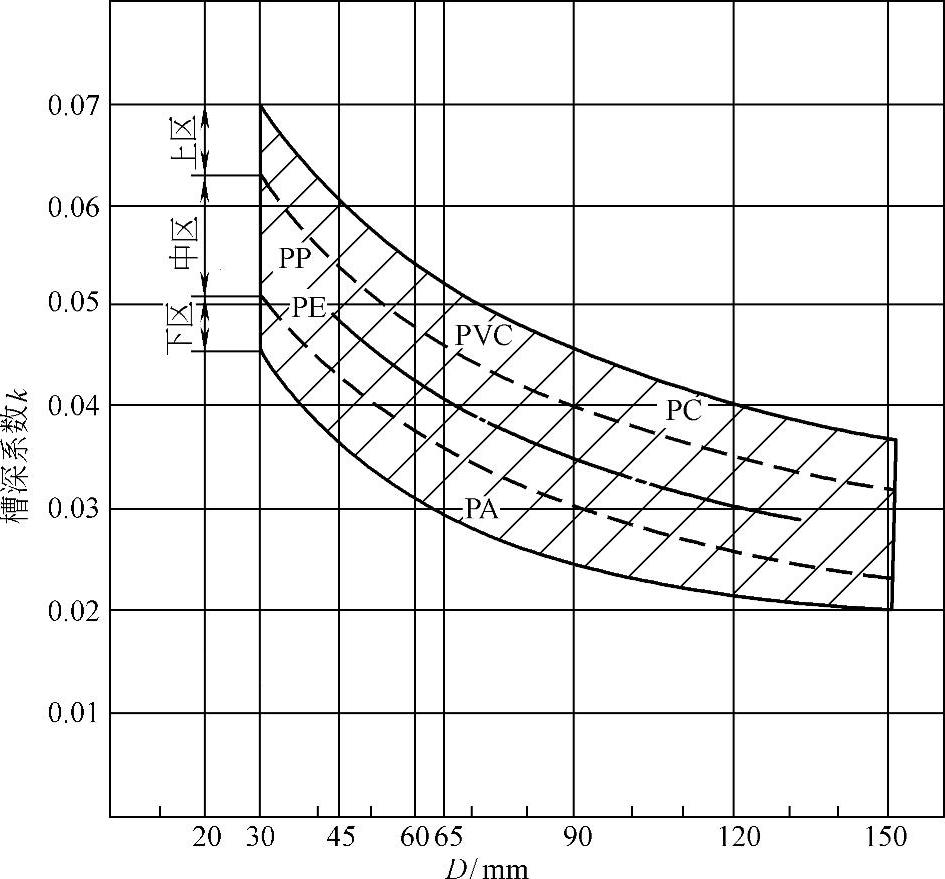
图1-15 槽深系数k的确定
表1-6 比流量(比产量)对照表
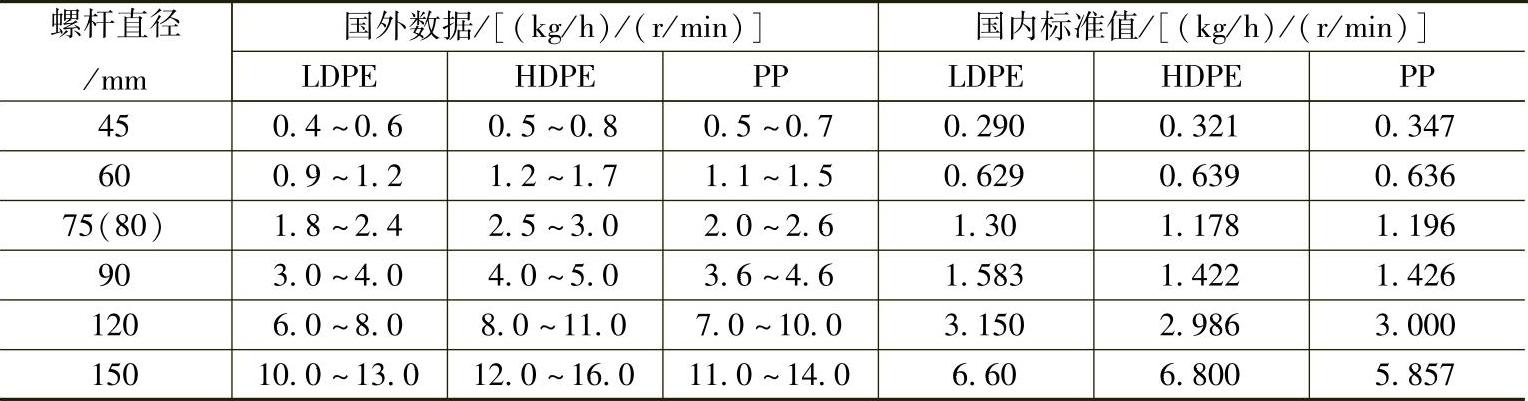
注:1.我国挤出机标准规定值是考核挤出机在最高转速的60%时,比流量不能低于此值。
2.比流量值和挤出机螺杆长径比有关,在国外资料中对此没有标明,国家标准中所取长径比L/D为:28~30。另外国家标准中螺杆直径没有75mm规格,因此采用的国内标准值是螺杆直径80mm的数据。
3.国外数据是在机筒加料段开槽条件下取得的。(https://www.daowen.com)
由于我国挤出机标准制定于1996年,之后我国的塑料挤出机制造业有了很大的发展,特别是20世纪90年代后,随着我国聚乙烯、聚丙烯管材生产的快速发展,我国单螺杆挤出机的设计、制造水平有了很大提高,因此目前和国外的水平差距没有表列的这么大。而且,必须再强调一次,标准中规定的数值仅是挤出机生产厂必须达到的基本要求,挤出机出厂时该项指标要高于标准规定值。
表1-7是国外挤出机比能的统计数据表。表1-8是我国挤出机标准规定的比功率,挤出机的装机功率和最大产量之比不得大于该数值。由于装机功率要远大于实际能耗,因此比功率要大于比能。
表1-7 国外挤出机比能统计数据
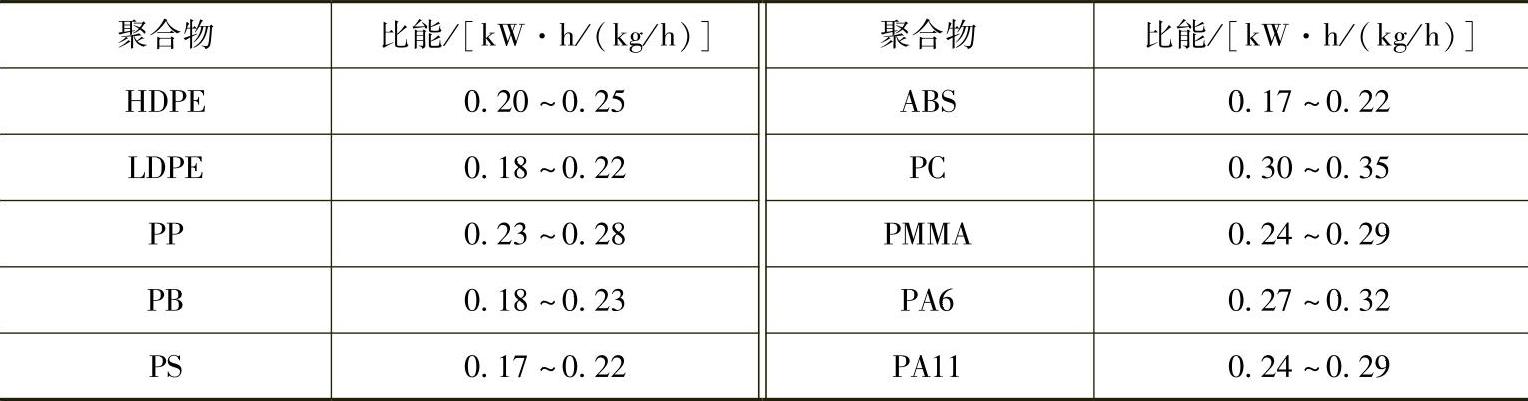
表1-8 我国挤出机标准比功率规定值

有资料表明,国产挤出机的比能在0.4~0.53 kW·h/(kg/h)。我国有一种电磁动态挤出机,在节能方面有明显优势,其比能在0.28~0.45 kW·h/(kg/h)。
近年来,国内制造的挤出机螺杆转速越来越高,产量也越来越大,与此同时挤出机的装机功率也越来越大,甚至有的比功率值达到1kW/(kg/h),这样的做法显然是不合理的,给用户带来的不是随同高产量而来的经济效益,而是加大能耗和生产成本的提高。但是我们高兴地看到,一些技术领先的塑机制造厂,它们生产的小管(16~32mm)管材生产线的产量达到了160~250kg/h这一惊人的数据,其主机选择75mm或者80mm挤出机,装机功率达110~120kW,可以看到其比功率值已经降到0.5kW/(kg/h)以下。在能源越来越紧张,能源价格也越来越高的时代,发展节能挤出机将是必然的趋势。挤出机用户在选择挤出机时必须要进行比较,不能只看产量,还必须考虑能耗。
挤出机的生产能力主要和螺杆直径、螺杆转速、均化段长度以及槽深有关。使用理论公式计算挤出机生产能力比较复杂,可以借助于以下的经验公式进行计算。
当螺杆直径>90mm时
Q=0.01D3nk
当螺杆直径≤90mm时
Q=0.66D2.5
式中 Q——生产能力,单位为kg/h;
k——经验出料系数,一般取0.3~0.7,高转速下取偏小值;
D——螺杆直径,单位为cm;
n——螺杆转速,单位为r/min。
挤出机螺杆总功率同样可以借助于以下的经验公式进行计算。
当螺杆直径>90mm时
N=0.08D2n
当螺杆直径≤90mm时
N=0.0354D2n
式中 N——螺杆总功率,单位为kW;
n——螺杆转速,单位为r/min;
D——螺杆直径,单位为cm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





