图9-19所示为我们试验获得的模具型腔表面温度对多种塑料塑件表面粗糙度的影响规律。从图中可以看出,随着模具型腔表面温度升高,塑件表面粗糙度Ra值逐渐减小,当模具型腔表面温度升高到一定水平后,塑件表面粗糙度Ra值逐渐趋于稳定。对于每一种类型的塑料材料,型腔表面温度都存在一个阀值温度或称之为关键型腔表面温度。当模具型腔表面温度低于阀值温度时,提高模具型腔表面温度可以显著降低塑件表面粗糙度;而当模具型腔表面温度高于阀值温度时,继续提高模具型腔表面温度,塑件的表面粗糙度基本维持在同一个水平。对于高光ABS/PMMA合金和高光ABS,型腔表面阀值温度约为95℃;对于PP,型腔表面阀值温度约为100℃;对于ABS/PMMA/nano-CaCO3,型腔表面阀值温度约为110℃;对于玻纤增强PP,型腔表面阀值温度同样约为110℃。与普通材料相比,增强材料的型腔表面阀值温度提高了10~15℃。
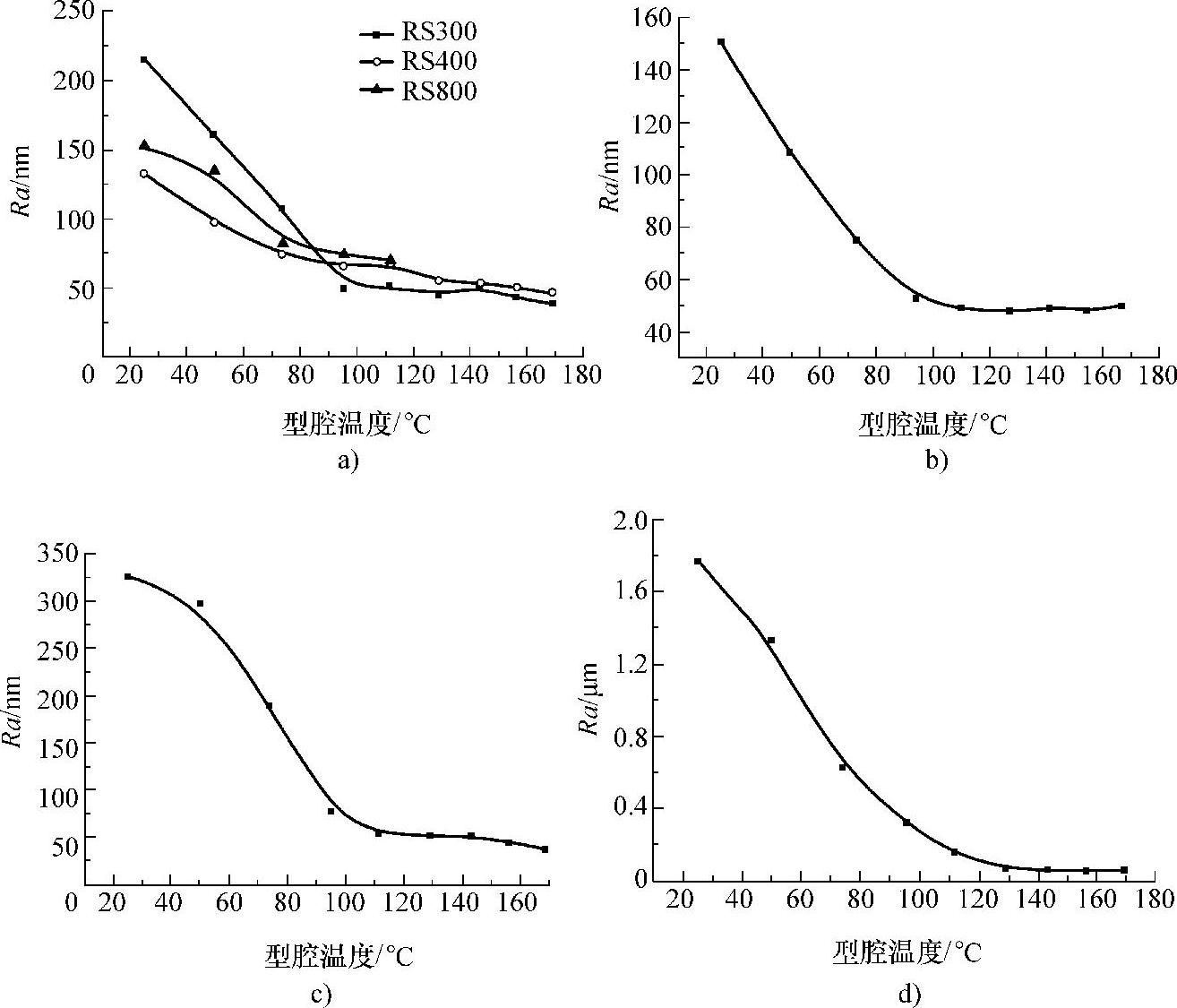
图9-19 模具型腔表面温度对多种塑件表面粗糙度的影响规律
a)高光ABS/PMMA与高光ABS b)PP c)ABS/PMMA/nano-CaCO3 d)玻纤增强PP
通过对比发现,当型腔表面温度处于较低水平时,增强塑件的表面粗糙度明显高于普通塑件的表面粗糙度;而当型腔表面温度升高至各自对应的阀值温度以上时,增强塑件与普通塑件的表面粗糙度基本处于同一个水平。例如,当型腔表面温度为25℃时,玻纤增强PP塑件的表面粗糙度Ra值高达1.8μm左右,而PP塑件的表面粗糙度Ra值仅为150nm左右,当型腔表面温度高于各自对应的阀值温度后,两种材料塑件的表面粗糙度Ra值均可降低至50nm左右。图9-20所示为我们试验获得的高、低型腔表面温度下成型塑件的表面微观形貌的对比。通过对比可以发现,表面悬浮颗粒或浮纤是低型腔表面温度下增强塑件具有高表面粗糙度的原因。对于普通塑料,随着型腔表面温度升高,在注塑填充阶段与型腔表面接触的塑料熔体温度也随之升高,表面熔体具有更低的黏度和更高的流动性,从而可以更加精确的复制光滑的型腔表面,使得塑件的表面粗糙度得到有效改善。另外,表面熔体温度升高和黏度降低,还将有利于增强压力传递效果,增大表面熔体承受的填充压力,有效减小塑件表面微观上的不均匀收缩和凹凸不平现象,这也将有利于降低塑件的表面粗糙度。图9-21所示为我们总结的高型腔表面温度下塑件表面增强材料消失的原理示意图。随着型腔表面温度升高,增强塑料中树脂熔体的黏度逐渐降低,流动性逐渐增强,在注射压力和保压压力的作用下,熔体进入增强颗粒或纤维与型腔表面之间接触缝隙的能力将逐渐增强,当所有接触缝隙全部流入树脂熔体以后,增强材料将被全部包覆在树脂熔体之内,从而塑件表面的增强材料也将完全消失。
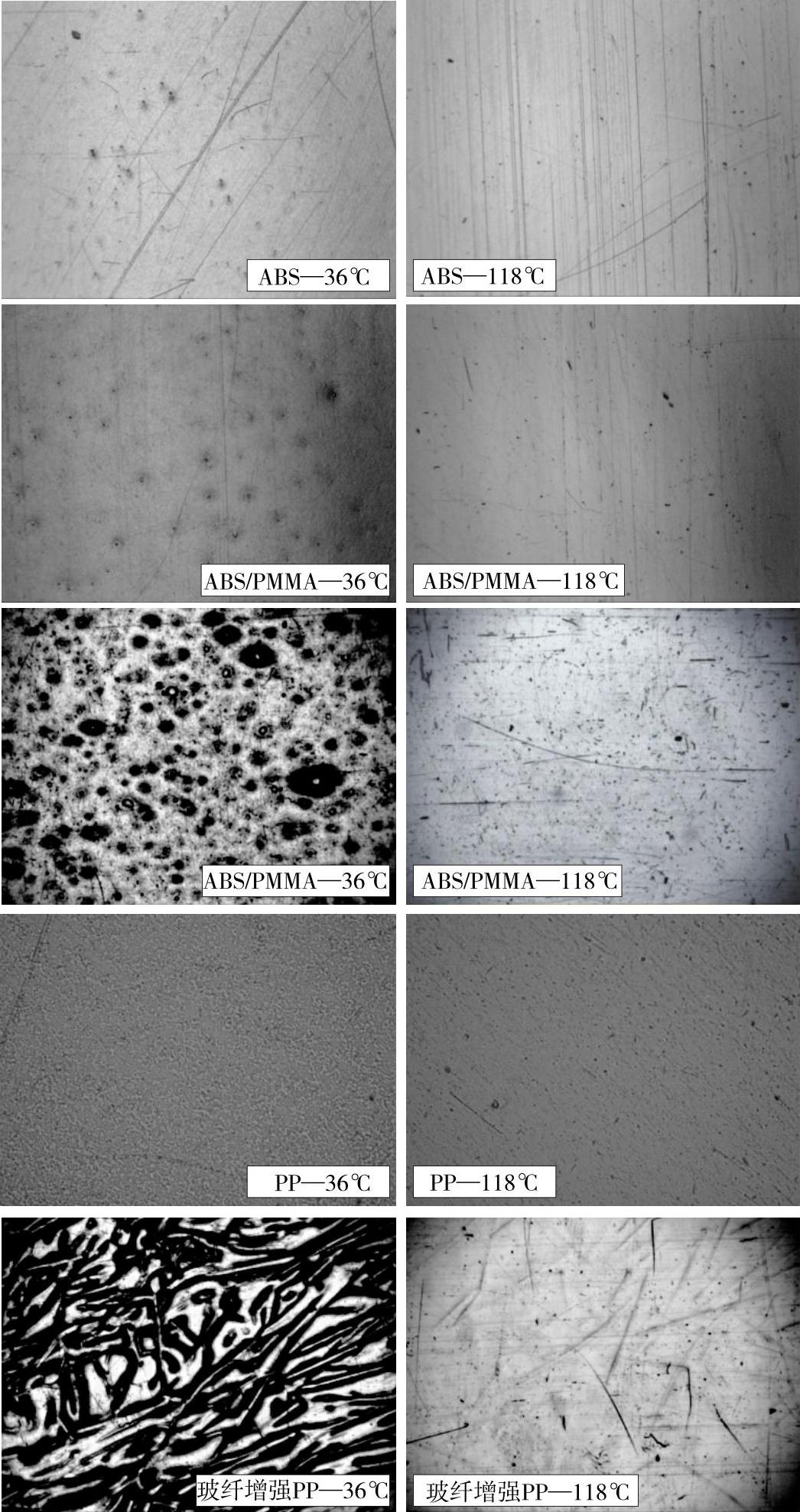
图9-20 高、低型腔表面温度下塑件表面微观形貌的对比(100倍)
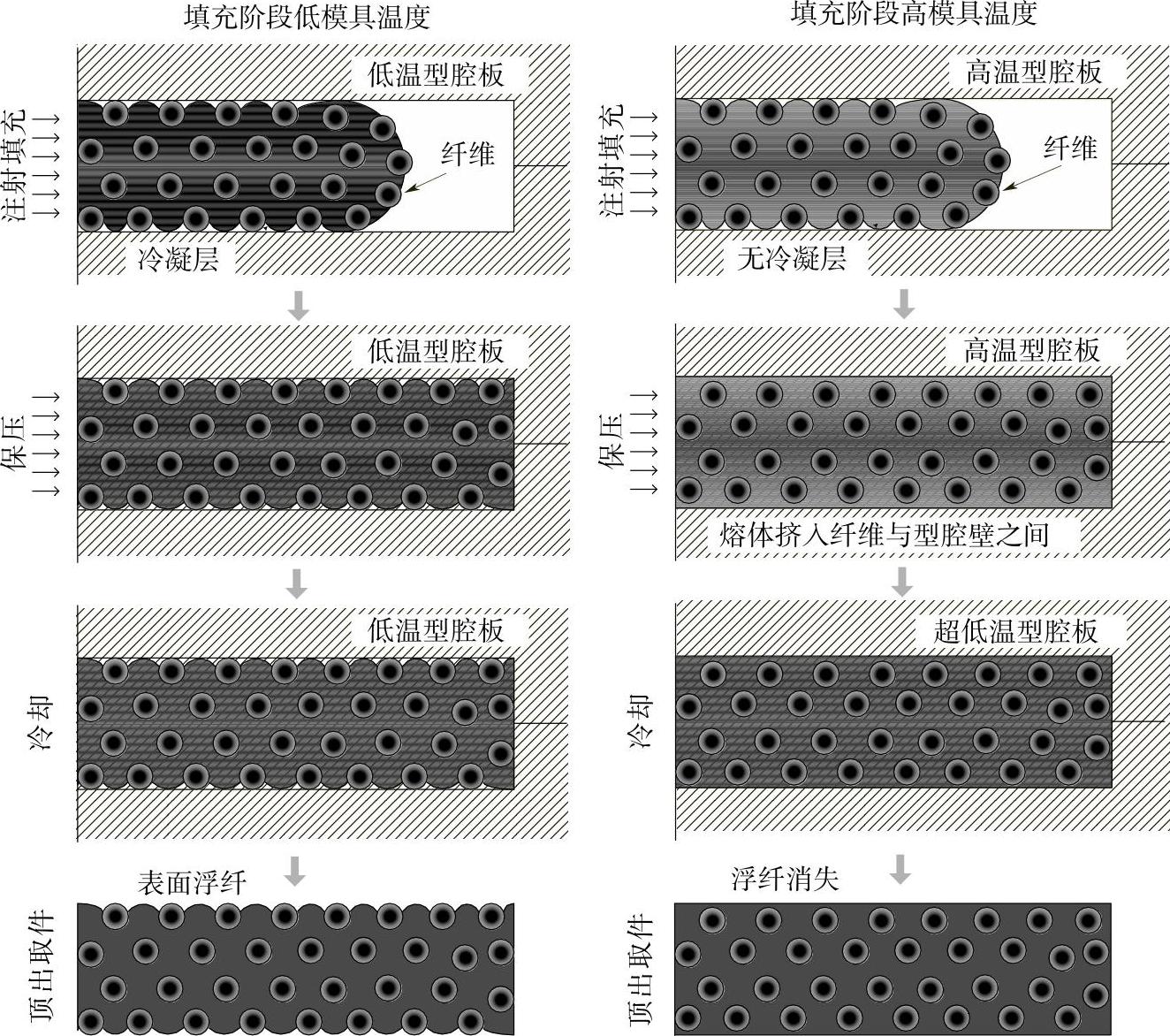
图9-21 高型腔表面温度下塑件表面浮纤消失的原理示意图
a)低模具温度 b)高模具温度
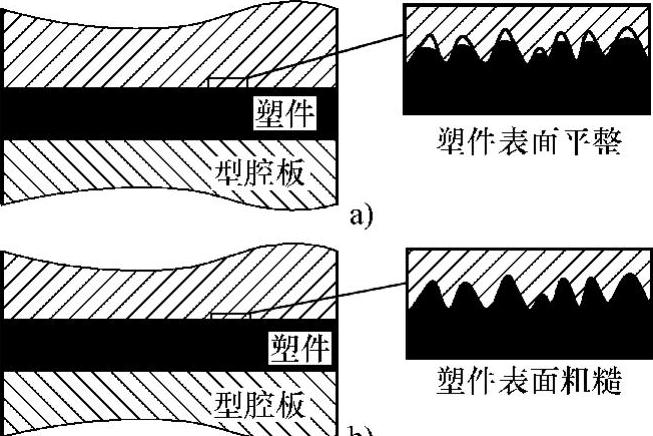
图9-22 高、低型腔表面温度下熔体填充型腔表面微结构的示意图(https://www.daowen.com)
研究表明,对于纳米碳酸钙增强ABS/PMMA合金、纤维增强PP等增强塑料,在低型腔表面温度下裸露于塑件表面的增强材料及其引起的乱流痕是造成塑件表面粗糙的主要原因。而对于高光ABS/PMMA、高光ABS和PP等塑料,在低型腔表面温度下相对粗糙的塑件表面则是由其他原因造成的。当型腔表面温度较低时,与型腔壁接触的塑料熔体温度低、黏度高、流动性差,无法精确复制型腔表面轮廓形貌;而当型腔表面温度较高时,与型腔壁接触的塑料熔体温度相对较高、黏度低,流动性好,可精确复制型腔表面轮廓形貌。如果从熔体复制型腔表面轮廓形貌的精确度角度,评价型腔表面温度对塑件表面粗糙度的影响,得出的结论应当是低型腔表面温度下塑件具有更平整的表面和更低的表面粗糙度,如图9-22所示。但上述结论与实际表面粗糙度测量结果是截然相反的,这表明熔体复制型腔表面轮廓形貌的精确度并不能作为评价塑件表面粗糙程度的主要判据。根据图9-20中所示的高、低型腔表面温度下塑件表面的显微图像,我们推测低型腔表面温度下塑件表面微观上收缩差异大是造成混合型塑料高光ABS/PMMA、高光ABS和结晶型塑料PP塑件表面凹凸不平和粗糙的主要原因。图9-23所示为低模具型腔表面温度下混合型和结晶型塑料塑件表面凹凸不平的形成机制。对于高光ABS/PMMA合金和高光ABS,塑件表面微观上收缩不均是由各共混材料间的收缩差异造成的;而对于结晶型塑料PP,塑件表面微观上收缩不均则是由结晶相和非结晶相的收缩差异造成的。
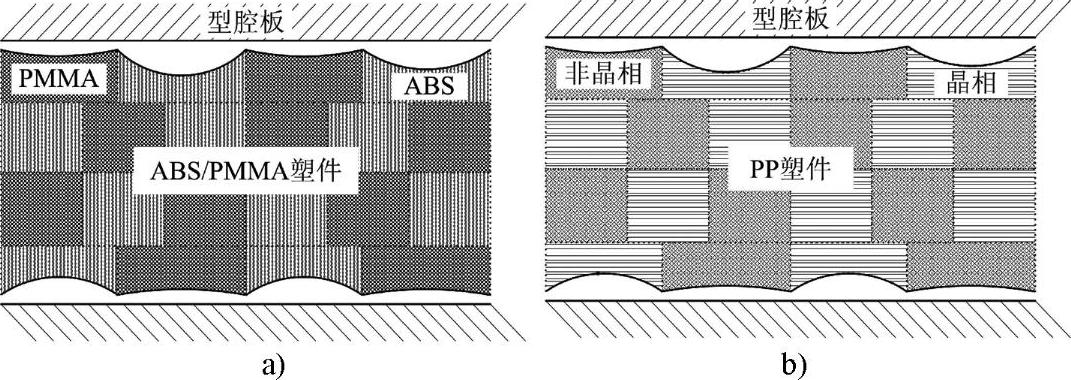
图9-23 低模具型腔表面温度下混合型塑料和结晶型塑料制品表面凹凸不平的形成机制
a)混合型塑料 b)结晶型塑料
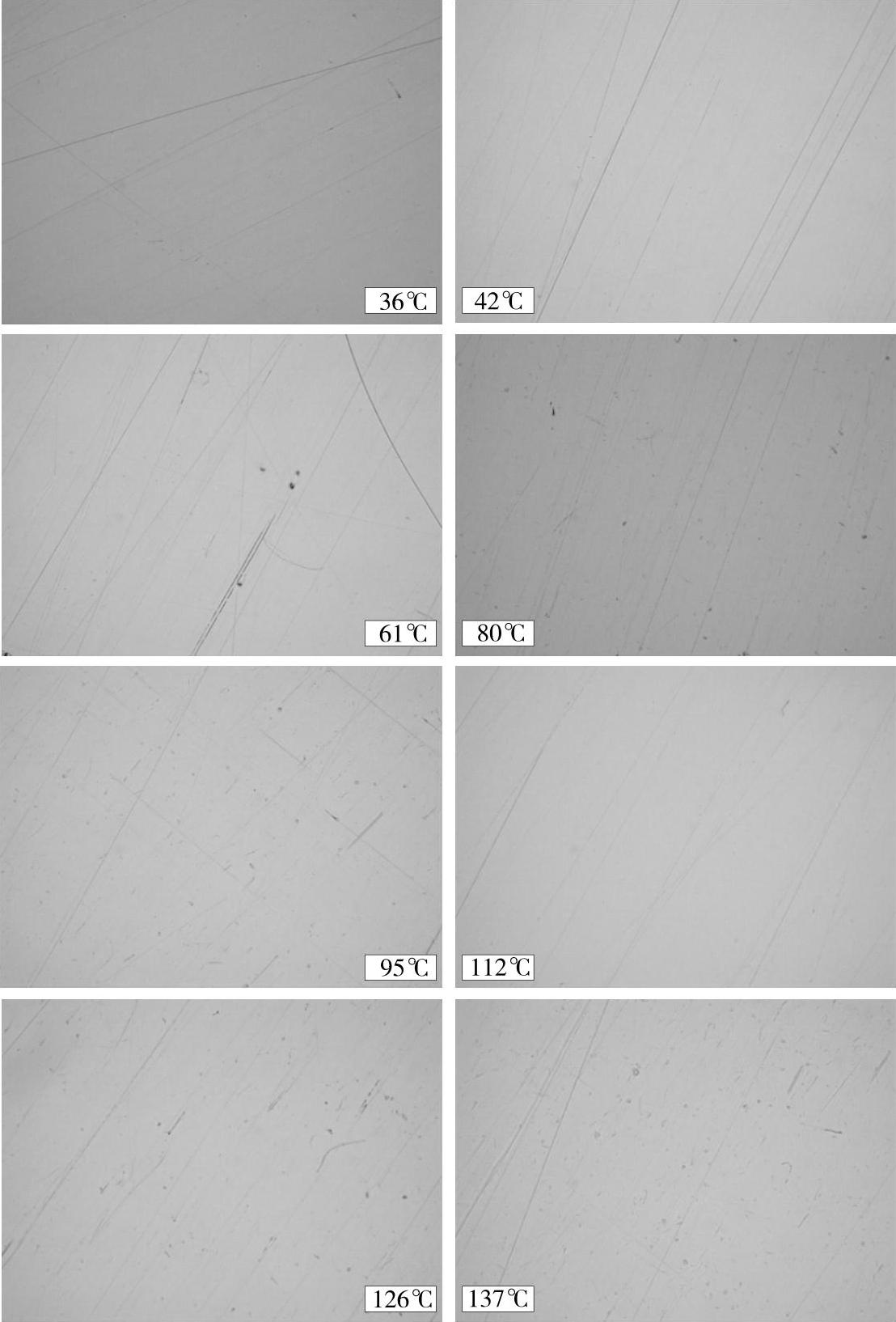
图9-24 不同模具型腔表面温度下成型的PS塑件的表面微观形貌(100倍)
基于上述论断,对于纯的非结晶型塑料,由于注塑冷却阶段塑件表面微观上收缩差异很小,所以在低模具型腔表面温度下注塑成型的塑件也应当具有比较平整的表面和低的表面粗糙度。图9-24所示为我们试验获得的不同模具型腔表面温度下成型的PS塑件的表面微观形貌。从图中可以看出,低、高型腔表面温度下成型的塑件均具有非常平整的表面。另外,表面粗糙度测试结果同样表明,无论是低型腔表面温度下还是高型腔表面温度下PS注塑件均具有较低表面粗糙度,Ra值为30~45nm。
值得注意的是,对于结晶型塑料PP,当模具型腔表面温度较高时,由于注塑过程中熔体表面的冷却速度非常快,使得成型的塑件表面存在大量的非晶相,非晶相和结晶相交织在一起形成了粗糙的塑件表面。当型腔表面温度逐渐升高时,熔体表面的冷却速度逐渐变缓,导致塑件表面的非晶相逐渐减少,直至最后基本消失,从而获得了较为平整的塑件表面。图9-25所示为我们试验获得的不同型腔表面温度下成型的PP塑件的表面显微形貌。从图中可以明显看出,随着模具型腔表面温度升高,塑件表面的非晶相逐渐减少,当型腔表面温度升高至129℃时,塑件表面的非晶相已经全部消失。
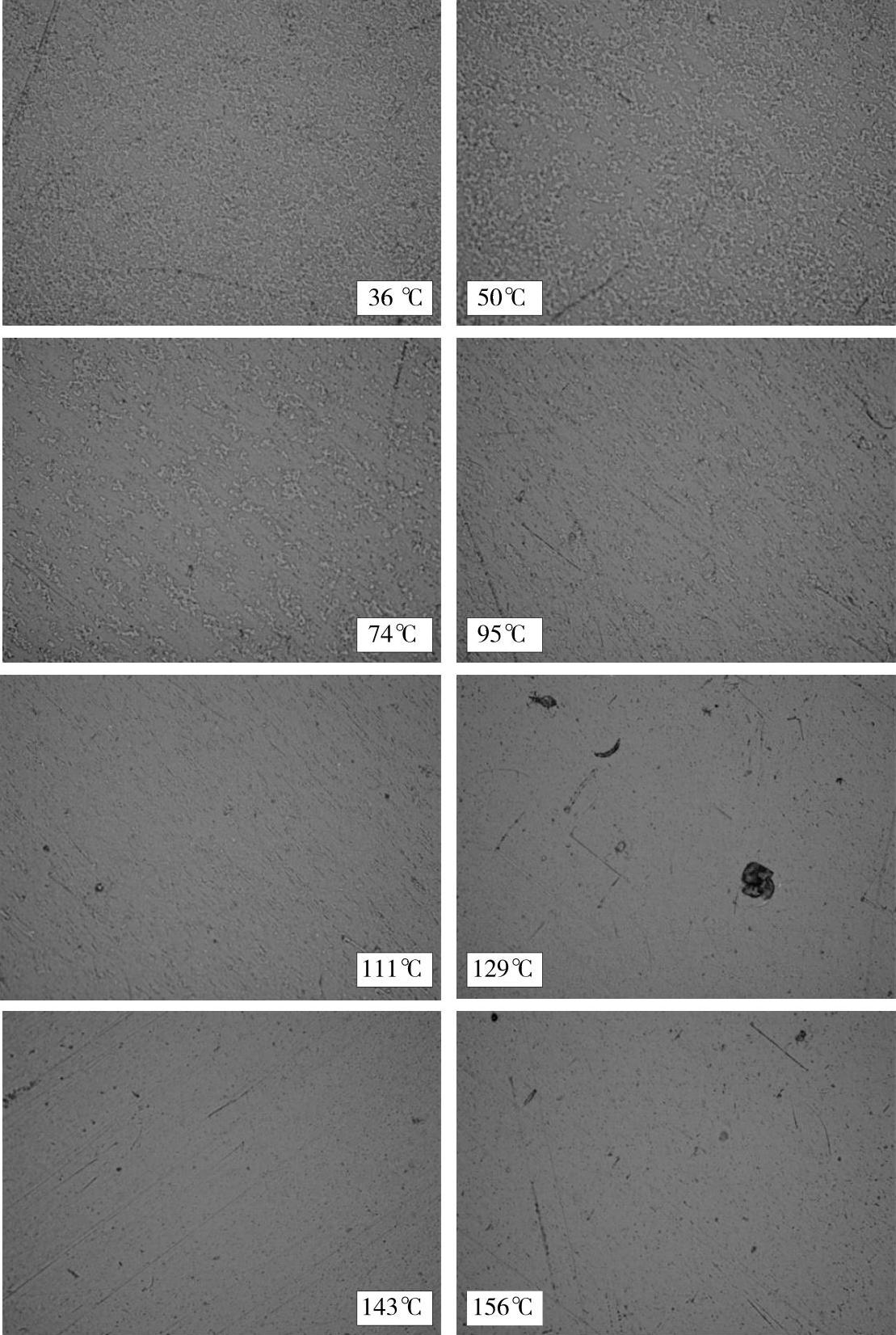
图9-25 不同模具型腔表面温度下成型的PP塑件的表面微观形貌(100倍)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






