型腔温度是快速热循环注塑工艺的一个重要参数,它对塑件外观品质具有十分重要的影响。在电加热快速热循环注塑试验线上,我们通过调控熔体填充前的型腔温度,得到不同型腔温度下的塑件,从而分析型腔温度对塑件表面质量的影响规律。
试验中我们通过改变模具加热时间,达到调控模具型腔表面温度的目的,从而实现塑料材料在不同温度条件下的注塑成型。模具加热时间将由0s等间隔地逐渐增加至80s,间隔时间为10s,而模具冷却时间一直保持为50s。图9-17所示为试验获得的模具加热时间与模具型腔表面温度之间的对应关系。快速热循环注塑的其他工艺参数可参见表9-2。
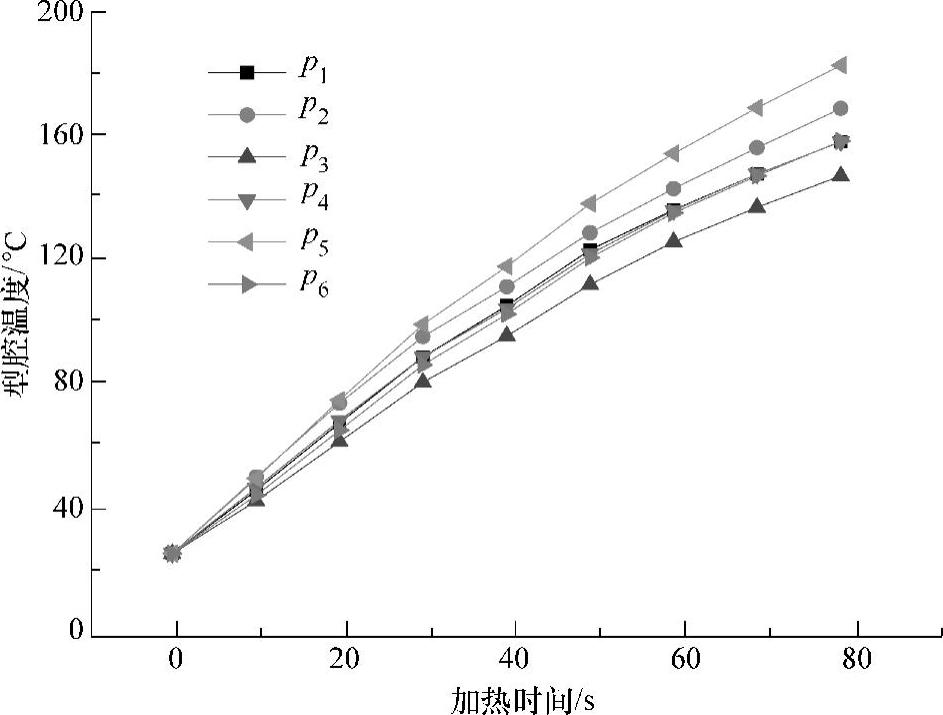
图9-17 模具加热时间与模具型腔表面温度之间的对应关系
为了研究快速热循环注塑工艺的型腔表面温度对塑件表面粗糙度和光泽度的影响,模具的型腔表面进行了镜面抛光处理,抛光后的模具型腔表面粗糙度Ra值为56.19nm。图9-18所示为模具型腔表面粗糙度的分析测试结果。
表9⁃2 快速热循环注塑成型试验中不同塑料材料的工艺参数

试验中共选用了7种塑料材料。其中,高光ABS/PMMA合金、半透明高光ABS/PMMA合金、高光ABS是目前在高光注塑成型工艺中应用比较广泛的三种塑料材料,它们均属于混合型塑料;PS是一种典型的透明非结晶型塑料;PP是一种典型的结晶型塑料;纳米碳酸钙增强ABS/PMMA和玻纤增强PP属于两种不同类型的增强塑料。上述塑料的详细信息如下:
高光ABS/PMMA合金,牌号为RS300HF,由广州金发科技有限公司生产,其熔体流动速率为14g/10min(220℃/10kg),密度为1.15g/cm3(23℃)。(https://www.daowen.com)
半透明高光ABS/PMMA合金,牌号为RS400,由广州金发科技有限公司生产,其熔体流动速率为15g/10min(220℃/10 kg),密度为1.13g/cm3(23℃)。
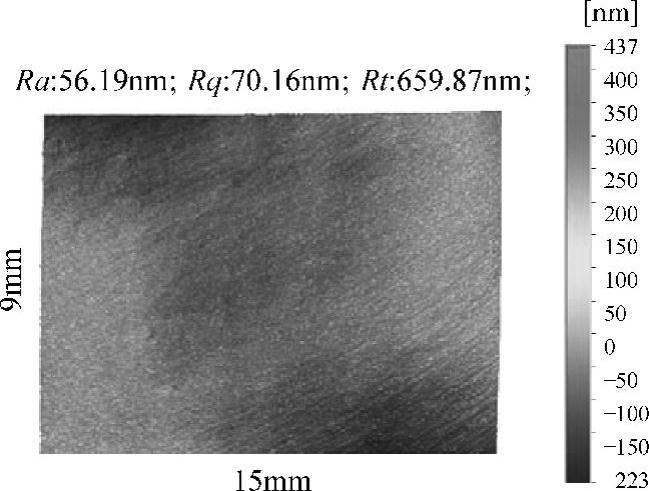
图9-18 电加热快速热循环注塑试样模具型腔表面粗糙度的测试结果
高光ABS,牌号为RS800,由广州金发科技有限公司生产,其熔体流动速率为24g/10min(220℃/10kg),密度1.06g/cm3(23℃)。
PS,牌号为GPPS 165H,由扬子巴斯夫苯乙烯系列有限公司生产,其熔体流动速率为2.5g/10min(20℃/5kg),密度为1.05g/cm3(23℃)。
PP,牌号为EP300M,由中海壳牌石油化工公司生产,其熔体流动速率为9g/10min(200℃/5kg),密度为0.9g/cm3(23℃)。
纳米碳酸钙增强ABS/PMMA,由ABS、PMMA和纳米碳酸钙按质量比80:20:10在双螺杆挤出机中共混造粒制备。
20%玻纤增强PP,牌号为GP2201F,由韩国LG化学有限公司生产,其熔体流动速率为24g/10min(220℃/10kg),密度为1.06g/cm3(23℃)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





