通过对比表8-8和表8-3中的数据可以看出,表8-8中的塑件翘曲变量和缩痕深度的分布相对比较集中,最大翘曲变形量和缩痕深度仅为11.371mm和0.1022mm;而表8-3中塑件的翘曲变形量和缩痕深度则分布相对比较分散,最大翘曲变形量和缩痕深度则分别高达40.860mm和0.1366mm。从整体上看,表8-8中塑件的翘曲变形量和缩痕深度要明显低于表8-3中塑件的翘曲变形量和缩痕深度,其原因是表8-8中快速热循环注塑工艺采用的是优化的保压控制策略,而表8-3中快速热循环注塑工艺采用的是未经优化的保压控制方式,这也反映了保压控制方式对快速热循环注塑塑件的翘曲变形和缩痕深度具有至关重要的影响。
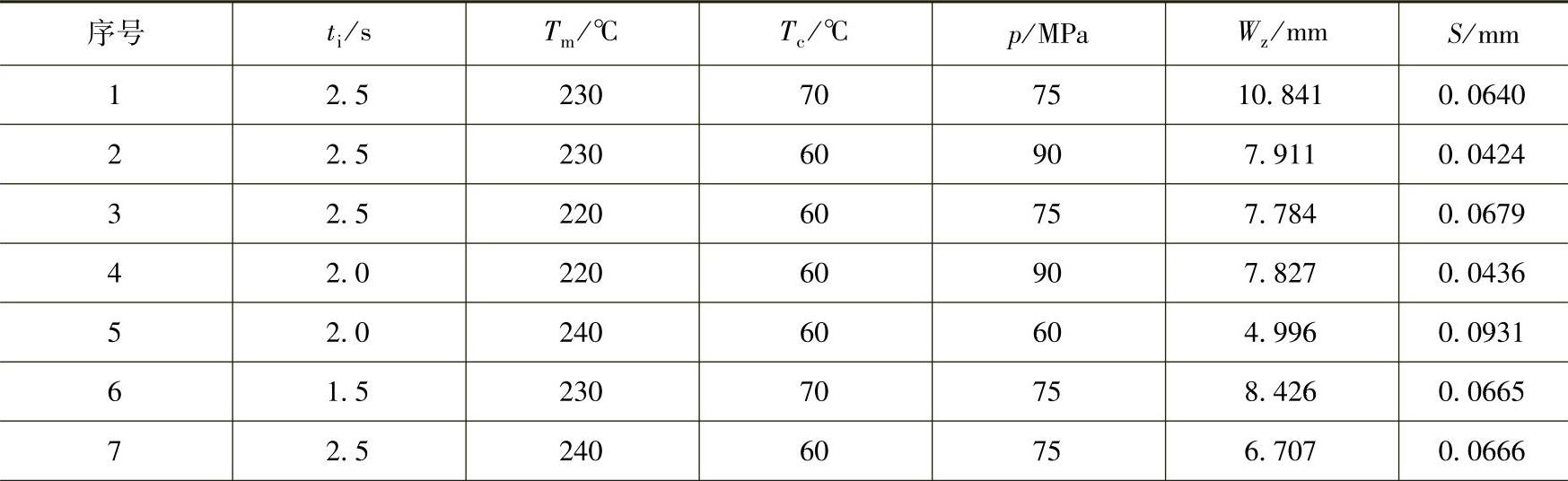
表8⁃8 四因素三水平Box⁃Behnken试验设计表及模拟计算结果
(续)(www.daowen.com)
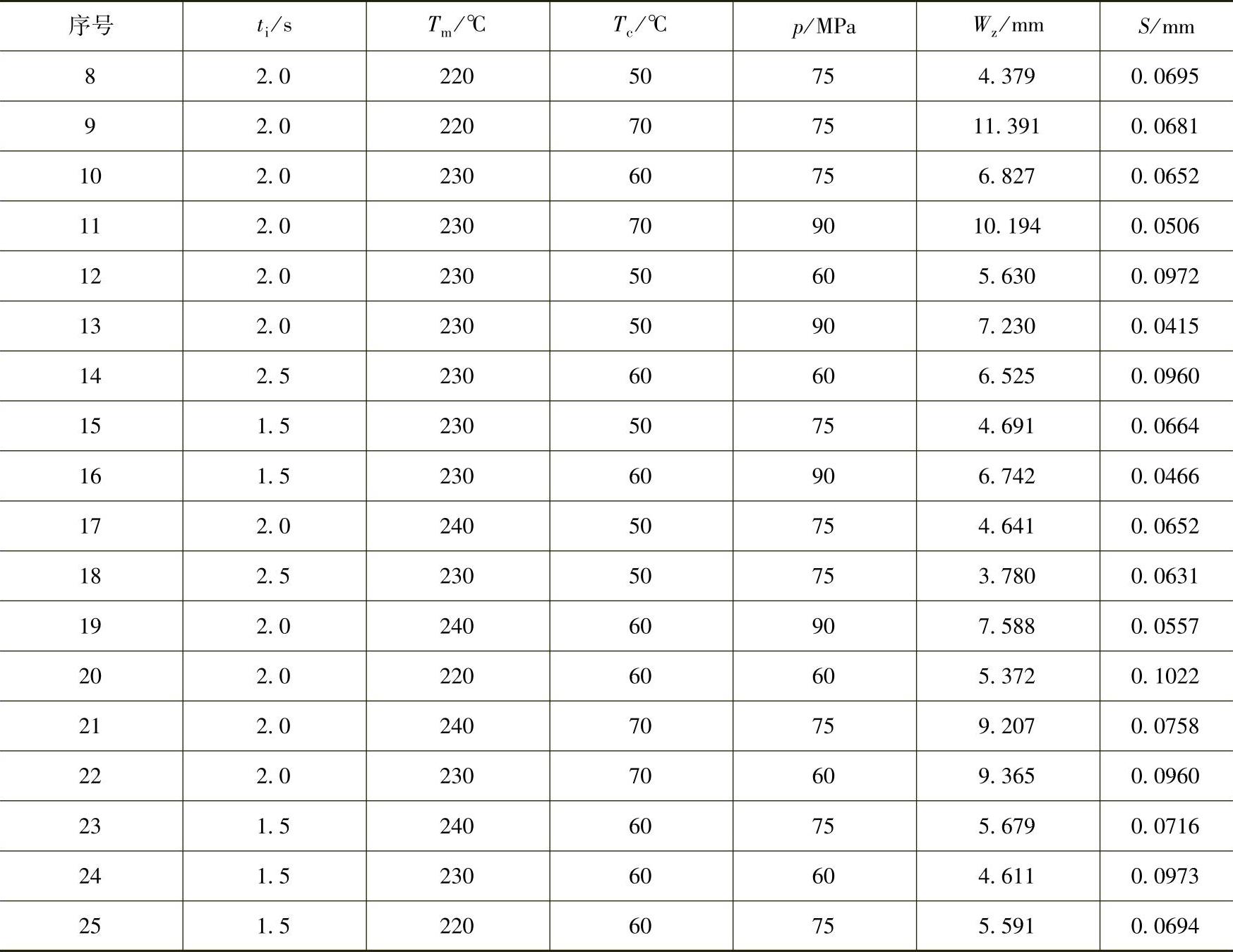
图8-36所示为模拟计算获得的快速热循环注塑工艺参数对塑件翘曲变形的影响。从图中可以看出,随着注射时间增大,注射速率减小,塑件翘曲变形逐渐减小;随着熔体温度升高,塑件翘曲变形逐渐增大,但增大的幅度非常小;随着型芯侧模具温度升高,塑件翘曲变形逐渐增大,且增长幅度相对较大;随着保压压力增大,塑件翘曲变形同样逐渐增大,其对翘曲变形的影响介于型芯侧模具温度和熔体温度之间。
图8-37所示为模拟计算获得的快速热循环注塑各工艺参数对塑件缩痕深度的影响。从图中可以看出,保压压力对缩痕深度的影响最为显著,而注射时间、熔体温度和型芯侧模具温度对缩痕深度的影响则非常有限。随着保压压力增大,缩痕深度明显减小;随着注射时间增大,缩痕深度缓慢减小;随着熔体温度升高,缩痕深度先略有减小而后又略有增加;随着型芯侧模具温度增高,缩痕深度出现小幅度增长。从上面的分析可以看出,提高保压压力是减小塑件缩痕深度的最有效手段。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





