单段保压包含两个工艺变量,分别为保压压力和保压时间,其中根据模具冷却时机不同,保压时间又可分为冷却前保压时间和冷却后保压时间。冷却前保压时间为0表示冷却与保压是同时开始进行的;冷却后保压时间为0意味着冷却是在保压完成后进行的;而冷却前保压时间和冷却后保压时间均不等于0则意味着冷却是在保压期间开始的。为了研究保压压力(p)、保压前冷却时间(tb)和保压后冷却时间(ta)对塑件翘曲变形的影响规律,执行了三因素五水平的中心复合试验设计,试验方案见表8-1。根据表中的工艺变量组合执行快速热循环注塑流动、保压和翘曲模拟分析,预测获得的塑件Z向最大翘曲变形量(Wz)和最大缩痕深度(S)记入表8-1。
表8⁃1 三因素五水平中心复合试验设计方案及模拟计算结果
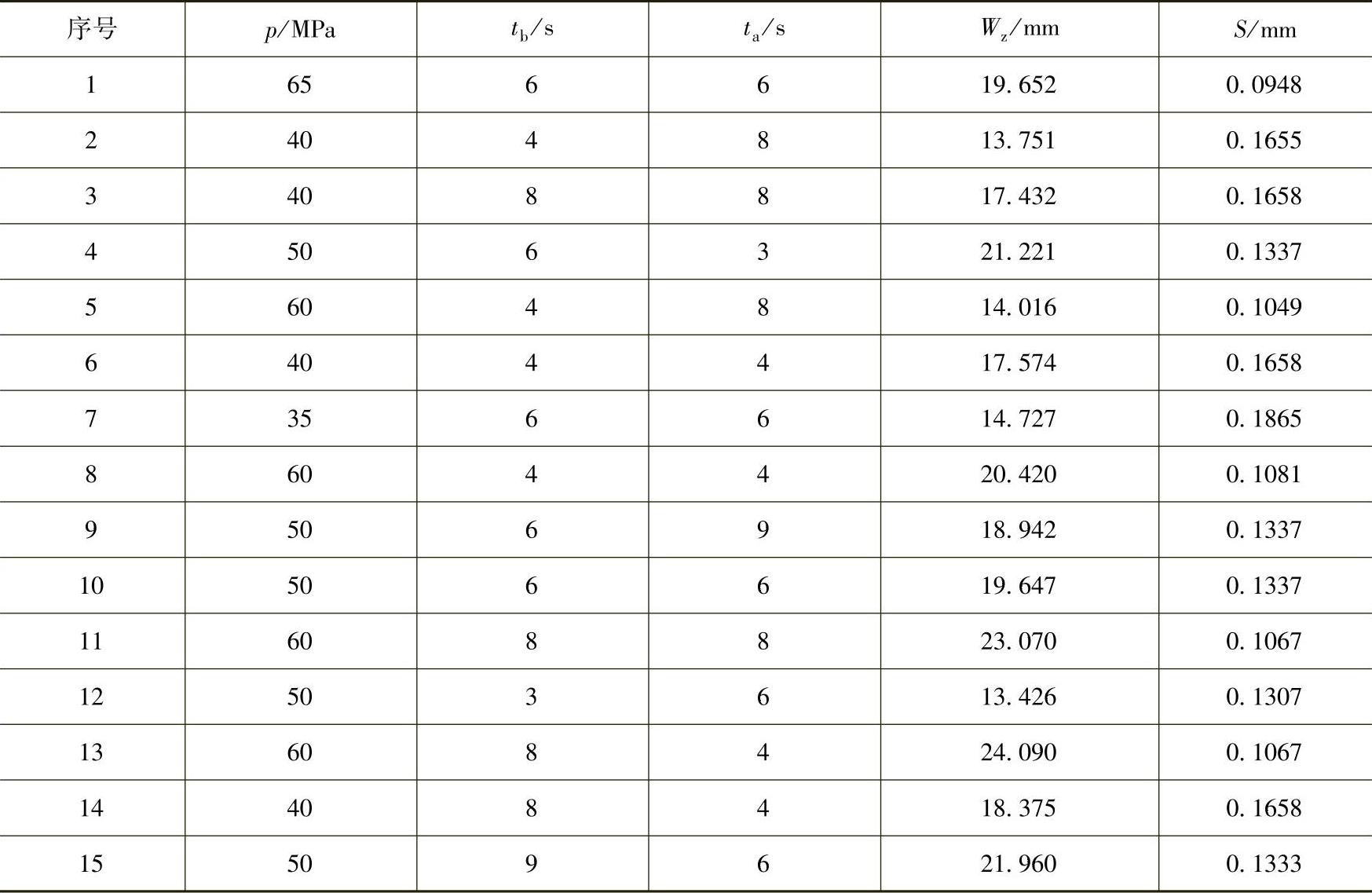
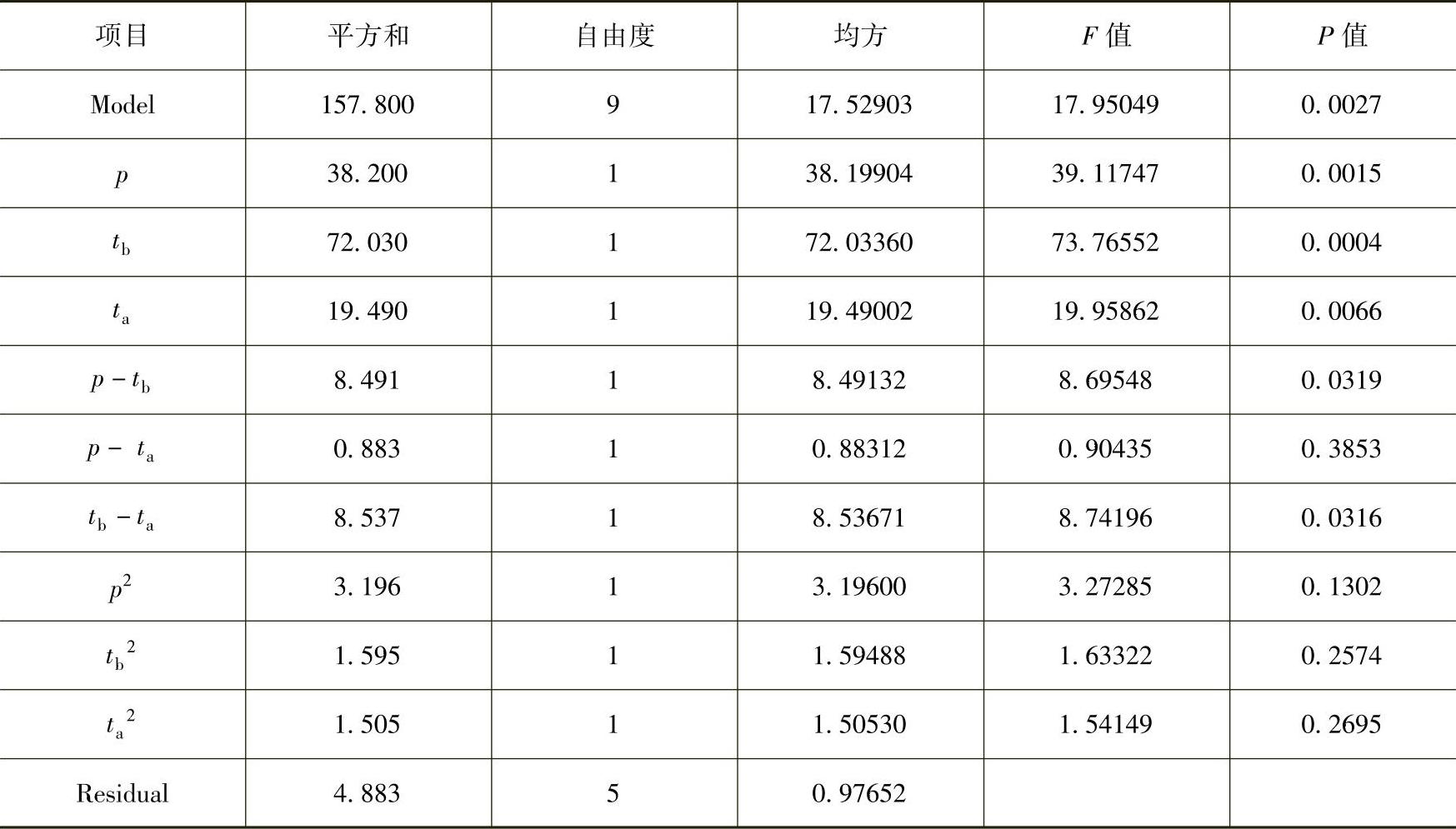
图8-27所示为保压压力、冷却前保压时间和冷却后保压时间对塑件翘曲变形的影响。从图中可以看出,随着保压压力和冷却前保压时间增大,塑件的翘曲变形逐渐增大;而随着冷却后保压时间增大,塑件的翘曲变形则逐渐减小。因此,为了减小液晶电视机面板的翘曲变形,应当尽量降低保压压力、减少冷却前保压时间和增大冷却后保压时间。根据模拟计算获得的试验数据,利用最小二乘法,我们拟合了关于塑件翘曲变形的二次回归数学模型,见式(8-1),用于预测评估塑件的翘曲变形量。表8-2给出了关于翘曲变形回归模型的变量分析结果。从表8-2可以看出,冷却前保压时间对塑件的翘曲变形影响最为显著,其次分别为保压压力和冷却后保压时间。塑件翘曲变形的二次回归数学模型为
Wz=7.57857+0.72764p-1.30950tb-2.91254ta+0.051512ptb-(8-1)
0.016612pta+0.25825tbta-0.00076p2-0.13461t2b+0.13078t2a
结合式(8-1)和我们自主开发的多目标优化程序,在设计空间范围内对塑件的翘曲变形进行了优化设计。优化结果显示,当保压压力为40MPa,冷却前后保压时间分别为4s和8s时,塑件具有最小的Z向翘曲变形,其值为13.36mm。优化的工艺参数组合包含于试验设计的工艺组合之中,优化预测的翘曲变形量与模拟预测值之间的相对误差为-2.84%。虽然经过工艺优化后,塑件的翘曲变形量由优化前的20.51mm减小为优化后的13.75mm,但是塑件的翘曲变形仍然相对较大,这也显示了单段保压模式的局限性。
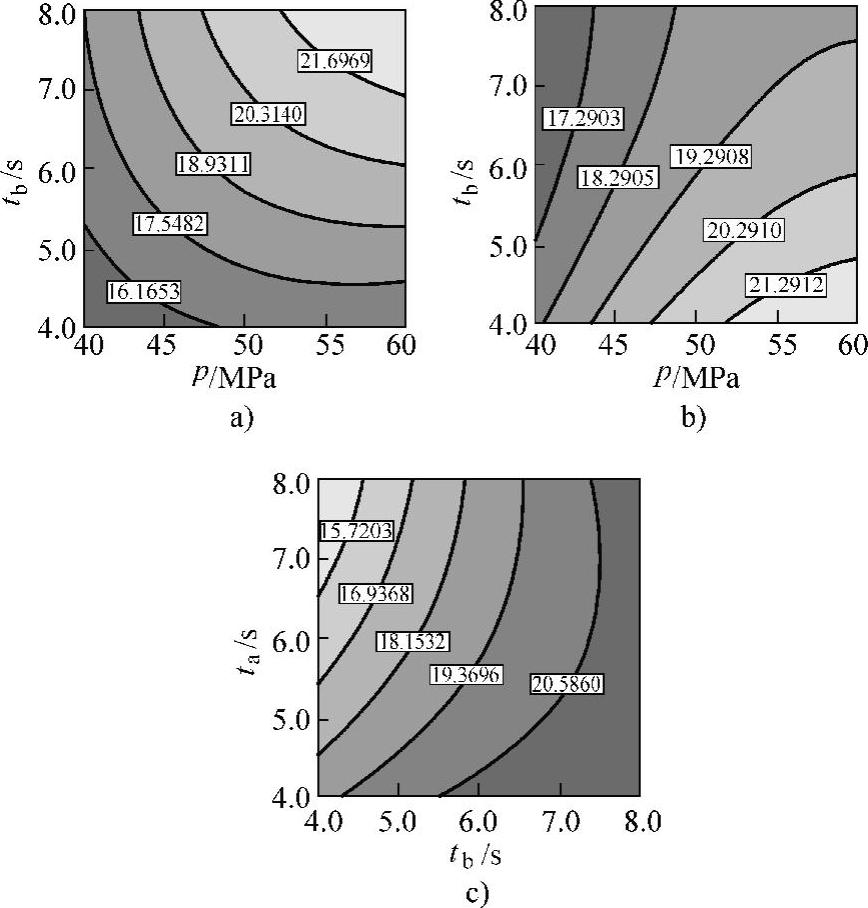
图8-27 保压压力、冷却前保压时间和冷却后保压时间对塑件翘曲变形的影响(https://www.daowen.com)
a)保压压力和冷却前保压时间 b)保压压力和冷却后保压时间 c)冷却前保压时间和冷却后保压时间
表8⁃2 塑件翘曲变形回归模型的变量分析结果
除了翘曲变形,表面缩痕也是快速热循环注塑塑件容易出现的一种缺陷,而注塑保压对表面缩痕亦具有重要影响。图8-28所示为保压压力、冷却前和冷却后保压时间对表面缩痕深度的影响。从图中可以看出,随着保压压力增大,塑件表面缩痕深度逐渐减小;而冷却前与冷却后的保压时间对缩痕深度则影响较小。综合保压参数对塑件翘曲变形量和缩痕深度的影响,为了减小塑件翘曲变形,应当适当降低保压压力,但较低的保压压力会加重塑件表面缩痕,这表明单段保压的保压方式很难同时解决塑件的翘曲变形和表面缩痕缺陷两个问题,尤其当塑件具有较高的外观品质及形状和尺寸精度要求时。

图8-28 保压压力、冷却前保压时间和冷却后保压时间对表面缩痕深度的影响
a)保压压力和冷却前保压时间 b)保压压力和冷却后保压时间 c)冷却前保压时间和冷却后保压时间
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






