【摘要】:另外,双折射也是光学塑料制品的一项重要光学性能指标。由图可以看出,光通过常规注塑塑件时产生的最大偏移和迟滞分别为7.93×10-5°和1.20×105 nm,而光通过快速热循环注塑塑件时产生的最大偏移和迟滞分别仅为4.55×10-5°和6.904×103 nm,表明快速热循环注塑工艺可有效改善塑件的双折射现象,减小塑件内应力和提高塑件的光学性能。
非晶塑料在通常情况下是各向同性的,因而不会产生双折射现象,但当其成型的塑件内部存在残余应力或受到外力作用时,塑件会表现出各向异性而产生双折射现象,此即所谓的光弹性效应。通过光弹测试,可以分析评定塑件的残余应力水平和分布。另外,双折射也是光学塑料制品的一项重要光学性能指标。
图8-16所示为某镜片产品的注塑模拟分析模型。该镜片产品的直径为40mm,厚度为1.5mm。在模拟分析中,快速热循环注塑和常规注塑的注射时间、保压时间和冷却时间均分别设置为5s、10s和5s,保压压力为最大注射压力的80%,注塑过程中的模具温度控制曲线如图8-17所示。
图8-18和图8-19所示分别为模拟获得的+Z向快速热循环注塑与常规注塑产品的光偏移和光迟滞。由图可以看出,光通过常规注塑塑件时产生的最大偏移和迟滞分别为7.93×10-5°和1.20×105 nm,而光通过快速热循环注塑塑件时产生的最大偏移和迟滞分别仅为4.55×10-5°和6.904×103 nm,表明快速热循环注塑工艺可有效改善塑件的双折射现象,减小塑件内应力和提高塑件的光学性能。
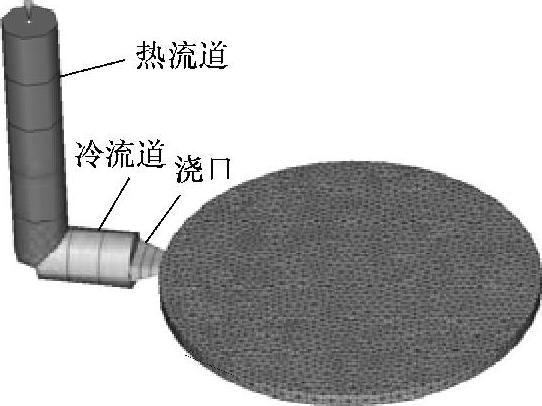
图8-16 某镜片产品的注塑模拟分析模型
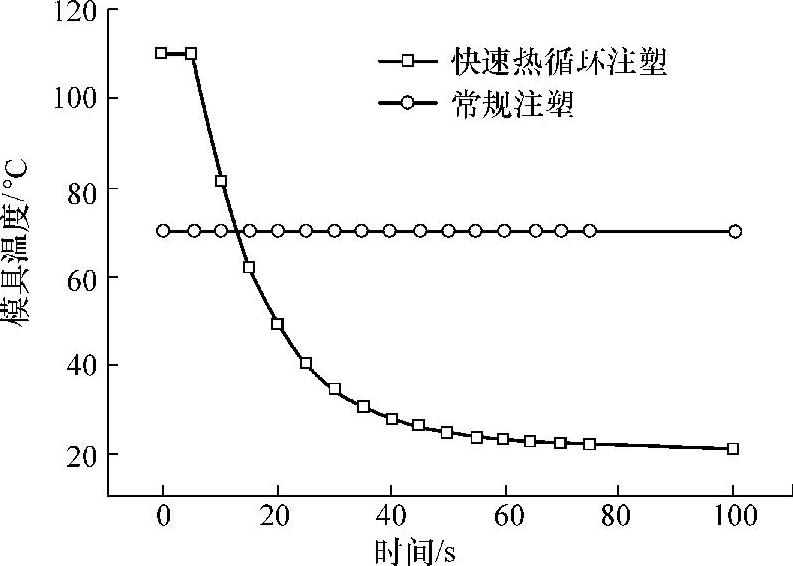
图8-17 快速热循环注塑和常规注塑的模具温度控制曲线(https://www.daowen.com)
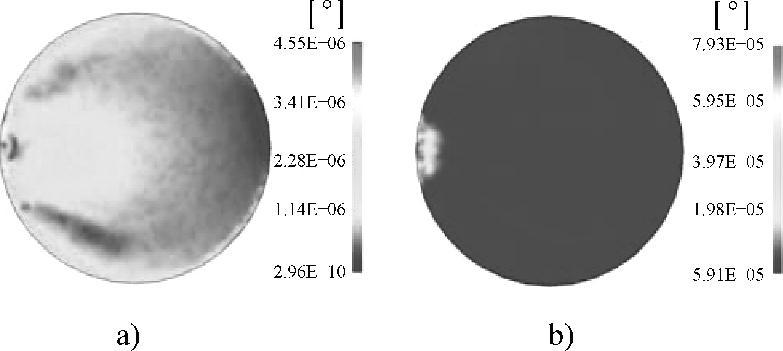
图8-18 +Z方向光偏移的模拟结果对比
a)快速热循环注塑 b)常规注塑
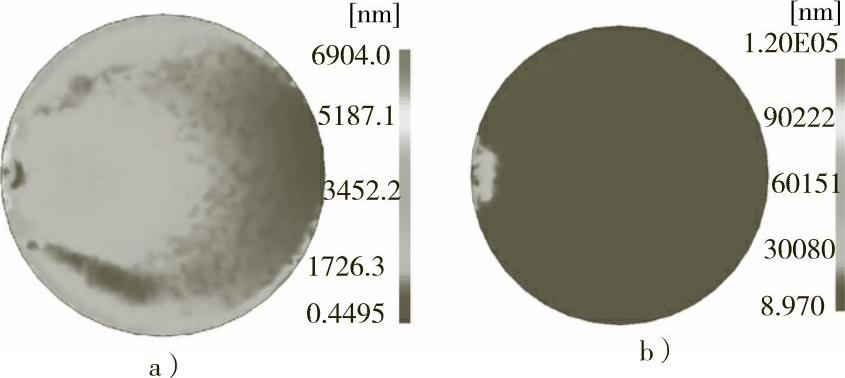
图8-19 +Z方向光迟滞的模拟结果对比
a)快速热循环注塑 b)常规注塑
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。



