图5-29所示为加热阶段不同模具材料对应的型腔表面上C2点的温度响应曲线。从图中可以看出,对于同一种加热介质,铝合金型腔表面的升温速度最高,其次是铜合金型腔,最后是模具钢型腔。模具钢型腔表面的升温速度最低是因为模具钢的热导率远低于铜合金和铝合金,见表5-10。值得注意的是,铜合金的热导率虽然明显高于铝合金的热导率,但前者的型腔表面升温速度反而低于后者的型腔表面升温速度。其原因是铝合金的密度远小于铜合金的密度,尽管铝合金的比热容高于铜合金的比热容,但在型腔体积相同的情况下,铝合金型腔的热容量更小。
综上可以看出,导热性能好、热容量低的模具材料可以获得更高的型腔表面热响应效率。另外,对比蒸汽和热油加热型腔表面的热响应曲线可以发现,油加热型腔表面的升温速度远小于蒸汽加热型腔表面的升温速度,即使以高热导率、低热容量的铝合金作为模具材料,油热模具其型腔表面的升温速度仍然小于以模具钢为模具材料的蒸汽加热型腔表面的升温速度。
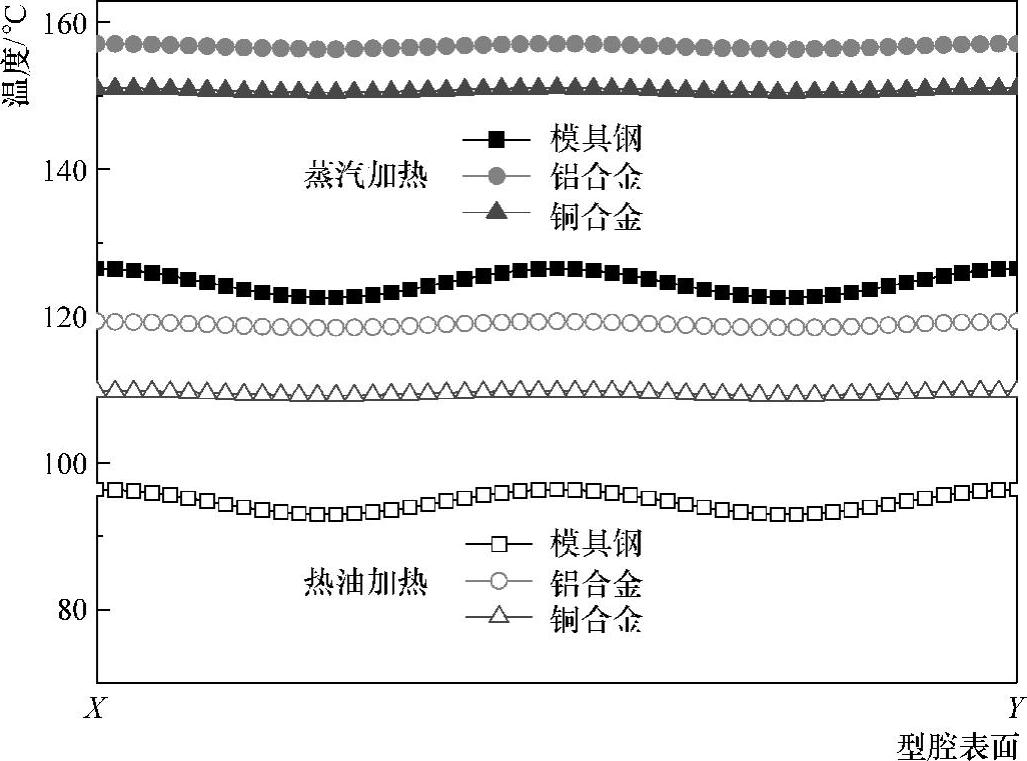
图5-30所示为经20s加热后不同模具材料对应的型腔表面的温度分布情况。从图中可以看出,经20s加热后,蒸汽加热模具钢、铝合金、铜合金模具型腔表面的温度分别为125℃、157℃和151℃,型腔表面最大温差分别为3.9℃、0.7℃和0.6℃,而热油加热模具钢、铝合金、铜合金模具型腔表面的温度分别为95℃、119℃和110℃,型腔表面最大温差分别为3.4℃、0.9℃和0.6℃,这表明高热导率的模具材料可有效提高型腔表面的加热速度和改善型腔表面的温度均匀性。
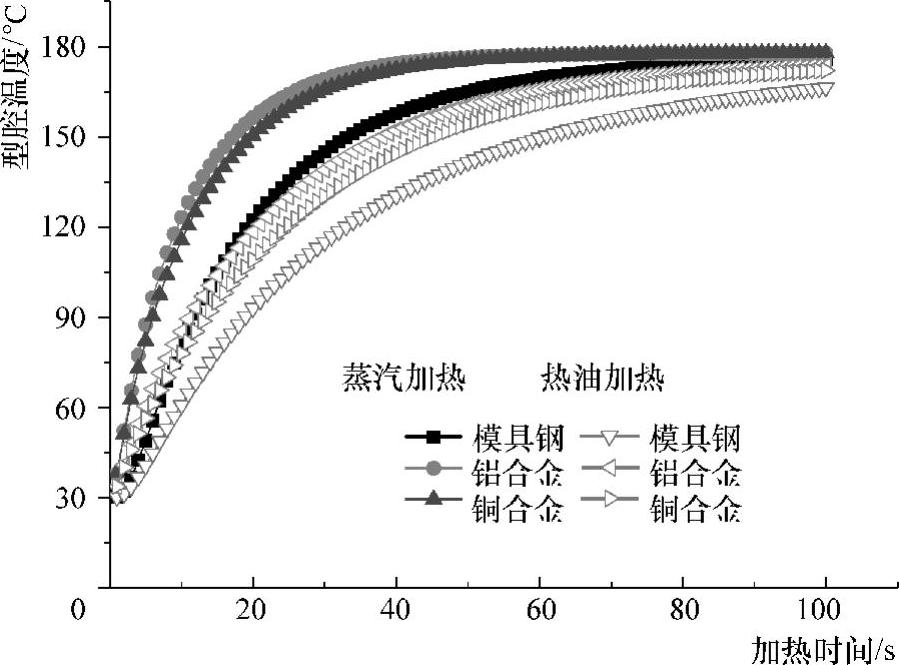
图5-29 加热阶段不同模具材料对应的型腔表面上C2点的温度响应曲线
 (https://www.daowen.com)
(https://www.daowen.com)
图5-30 经20s加热后不同模具材料对应的型腔表面的温度分布
图5-31所示为冷却阶段不同温度的冷却介质对应的塑件中心层上M2点的温度响应曲线。从图中可以看出,当以冷却水为冷却介质时,高热导率的模具材料可以显著提高冷却效率,加快塑件的冷却,而当以冷却油为冷却介质时,高热导率的模具材料对改善冷却效率的作用并不明显。这是因为在热量传递路径上总热阻是由模具材料的热阻和冷却介质与管道壁之间表面传热热阻两部分组成。当以冷却水为冷却介质时,冷却介质与管道壁间的表面传热热阻相对比较小,模具钢型腔的热阻相对比较大,传热路径上的总热阻主要是由模具钢的热阻造成的,所以高热导率、低热阻的铝合金或铜合金模具型腔可以有效降低总热阻,加快热量传递,从而提高冷却效率和加快塑件的冷却;而当以冷却油为冷却介质时,冷却油与管道壁之间的表面传热的热阻远大于模具钢的热阻,传热路径上的总热阻主要由表面传热热阻造成,所以高热导率、低热阻的铝合金或铜合金模具型腔对总热阻的影响不大,所以塑件的冷却速度未得到有效改善。
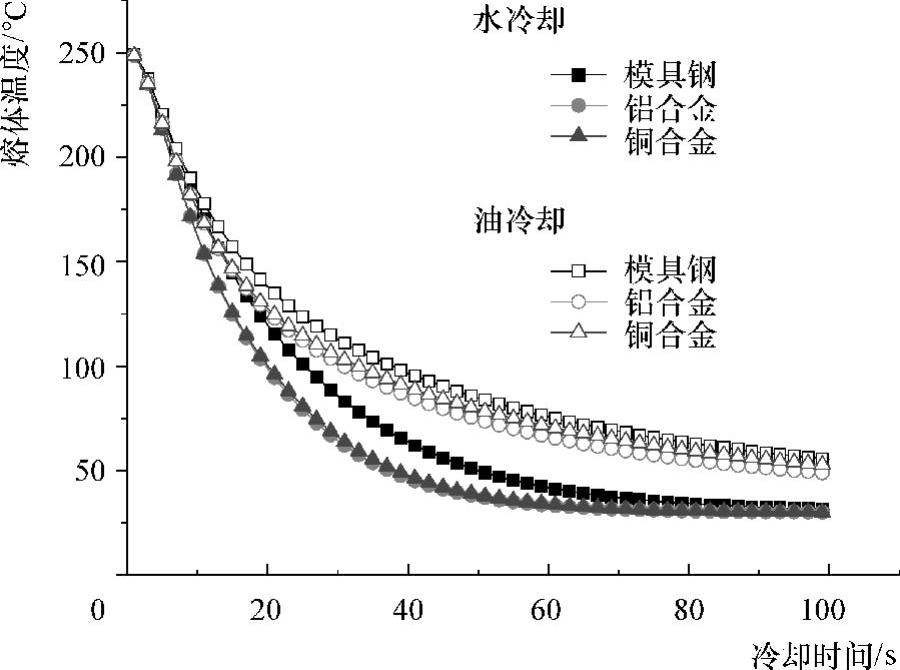
图5-31 冷却阶段不同温度的冷却介质对应的塑件中心层上M2点的温度响应曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







