本节将借助数值模拟手段,主要介绍加热与冷却介质、加热冷却管道布局、塑件厚度等因素对快速热循环注塑工艺加热效率和冷却效率的影响规律,分析讨论提高蒸汽加热快速热循环注塑工艺热循环效率、改善加热与冷却均匀性和减少工艺能耗的具体措施,为蒸汽加热快速热循环注塑在工业生产中的应用提供理论指导和依据。
图5-17所示为蒸汽加热快速热循环注塑模具的二维传热分析模型,其中T1、T2、T3、S分别代表固定板的厚度、型腔与型芯板的厚度、隔热层的厚度以及塑件的厚度;D、H和P分别表示加热冷却管道的直径、加热冷却管道中心与型腔表面间的距离以及相邻加热冷却管道之间的距离。如果没有特别说明,变量T1、T2、T3、S、D、H、P的值分别默认为47mm、35mm、3mm、3mm、10mm、15mm和25mm。考虑到图5-17给出的蒸汽加热快速热循环注塑模具的型腔侧和型芯侧完全对称,所以在进行有限元建模时只需考虑其中一侧,如图5-18所示。在图5-18中,X、C1、C2、Y分别代表型腔表面上的4个点,而U、M1、M2、V则分别代表塑件中心层上的4个点。
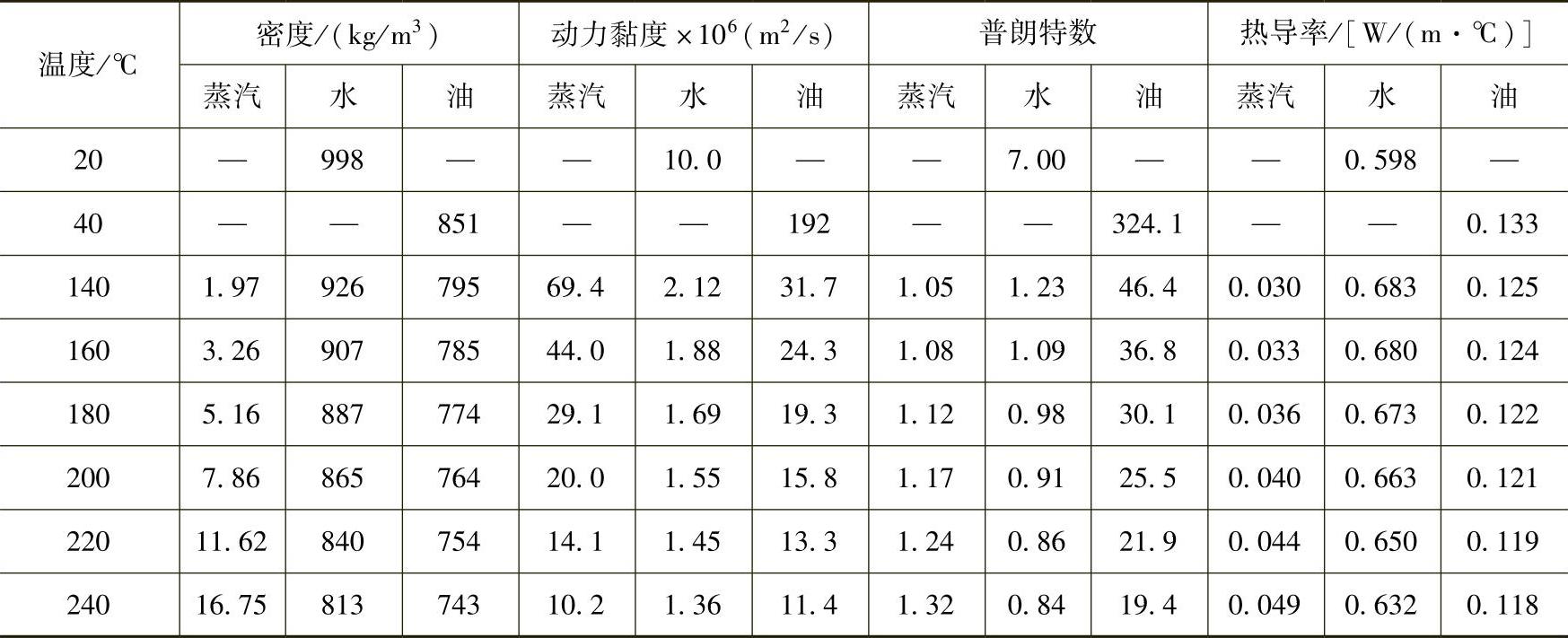
塑件材料为LG化工生产的注塑级ABS,代号为ABS XR 404,其热物理性能见表5-9。塑料的顶出温度为104.5℃。固定板和隔热层的材料分别为45钢和酚醛塑料,其热物理性能见表5-10。型腔板材料有三种,分别为预硬模具钢、硬质铝合金和铜合金,其热物理性能见表5-10。在传热分析中,模具与熔体的初始温度分别设定为30℃和250℃。加热冷却管道与加热和冷却介质之间的传热模式为表面传热,当管道中的加热和冷却介质为水或油时,管道壁面的表面传热系数可根据式(5-24)计算得出;而当管道中的加热介质为高温蒸汽时,管道壁面的表面传热系数应根据式(5-15)计算得出。表5-11给出了蒸汽、水、油的热物理性能。
表5-9 塑料材料的热物理性能
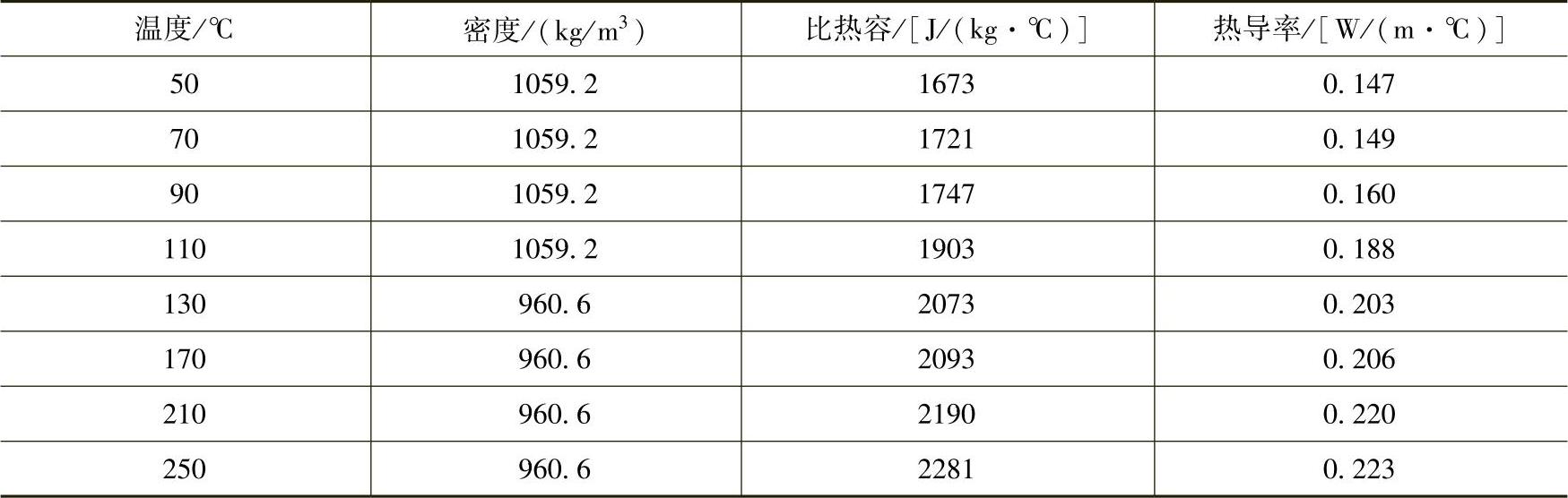
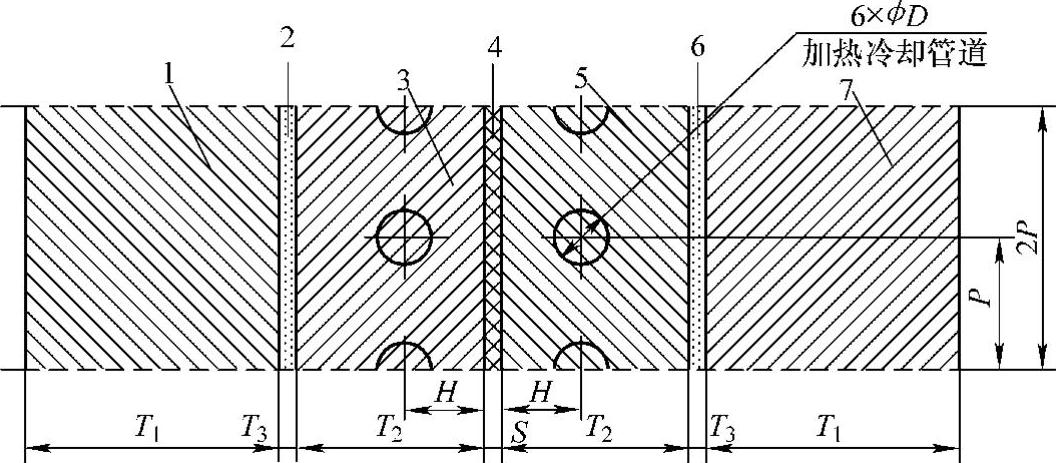
图5-17 蒸汽加热快速热循环注塑模具的二维传热分析模型
1—型芯固定板 2、6—隔热层 3—型芯板 4—塑件 5—型腔板 7—型腔固定板(https://www.daowen.com)
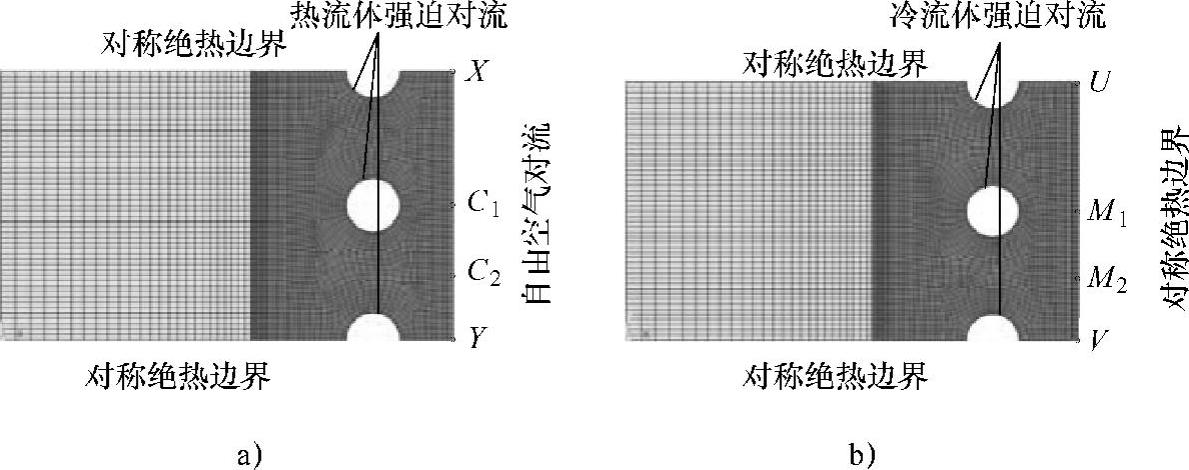
图5-18 蒸汽加热快速热循环注塑传热分析有限元网格模型
a)加热阶段 b)冷却阶段
表5-10 模具材料的热物理性能
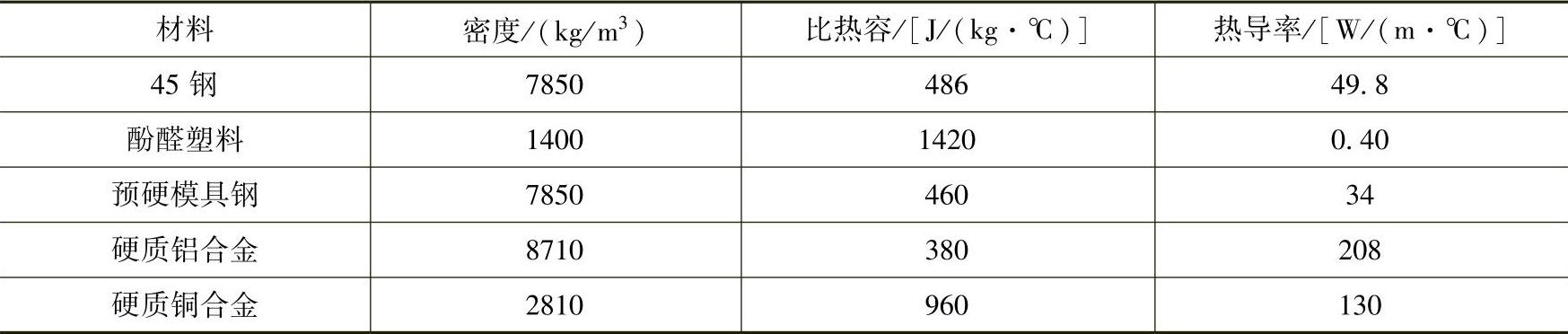
表5-11 蒸汽、水和油的热物理性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




