虽然快速热循环注塑的加热和冷却过程为三维瞬态传热过程,但考虑到塑件一般为薄壁类制品,壁厚比较均匀且远小于其他方向尺寸,并且快速热循环注塑工艺对模具型腔表面温度均匀性的要求十分严格,蒸汽加热快速热循环注塑模具的加热冷却管道和电加热快速热循环注塑模具的电加热元件及冷却管道应当沿模具型腔表面随形分布,所以该三维传热问题通常可以简化为二维传热问题,以便于分析计算。图5-8所示为蒸汽加热快速热循环注塑模具与电加热快速热循环注塑模具的二维简化结构。从图中可以看出,模具的型腔侧和型芯侧具有近似对称的结构,所以在有限元建模时只需考虑单侧模具结构。
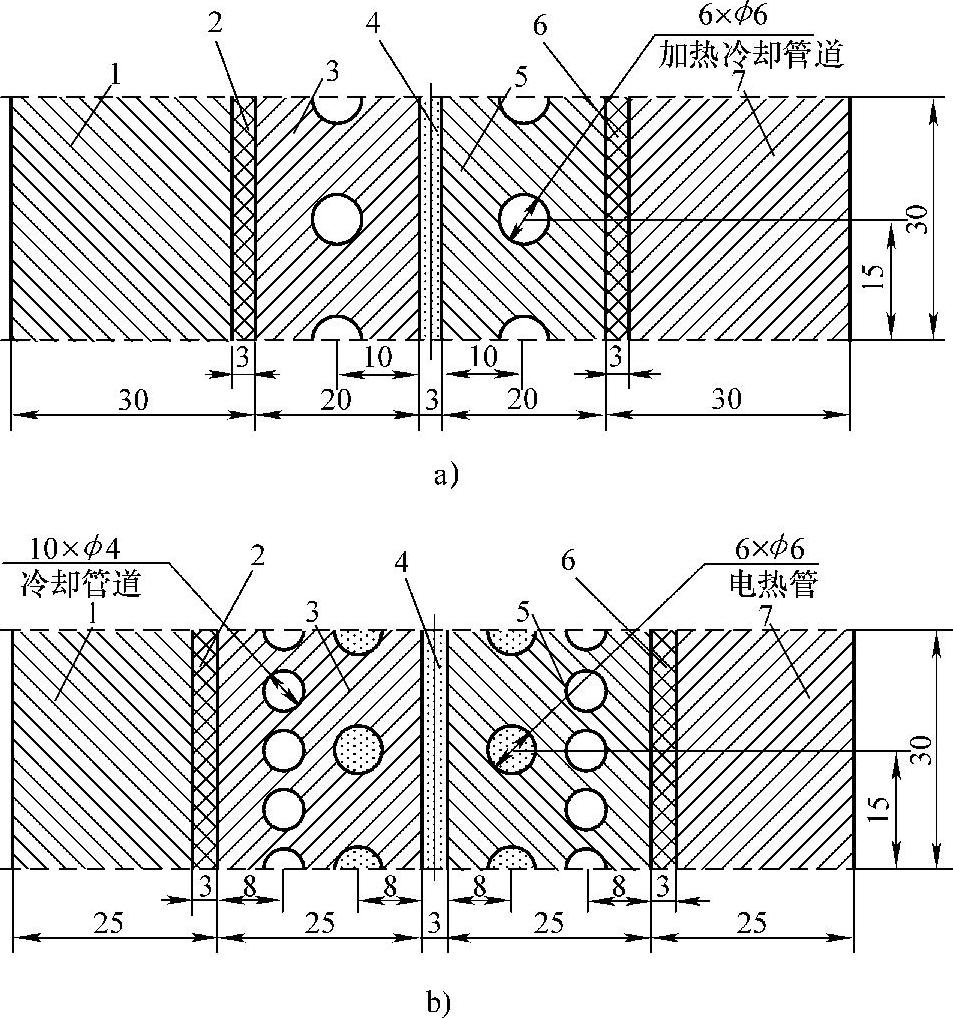
图5-8 快速热循环注塑模具的二维简化结构
a)蒸汽加热模具 b)电加热模具
1—型腔固定板 2、6—隔热层 3—型腔板 4—聚合物 5—型芯板 7—型芯固定板
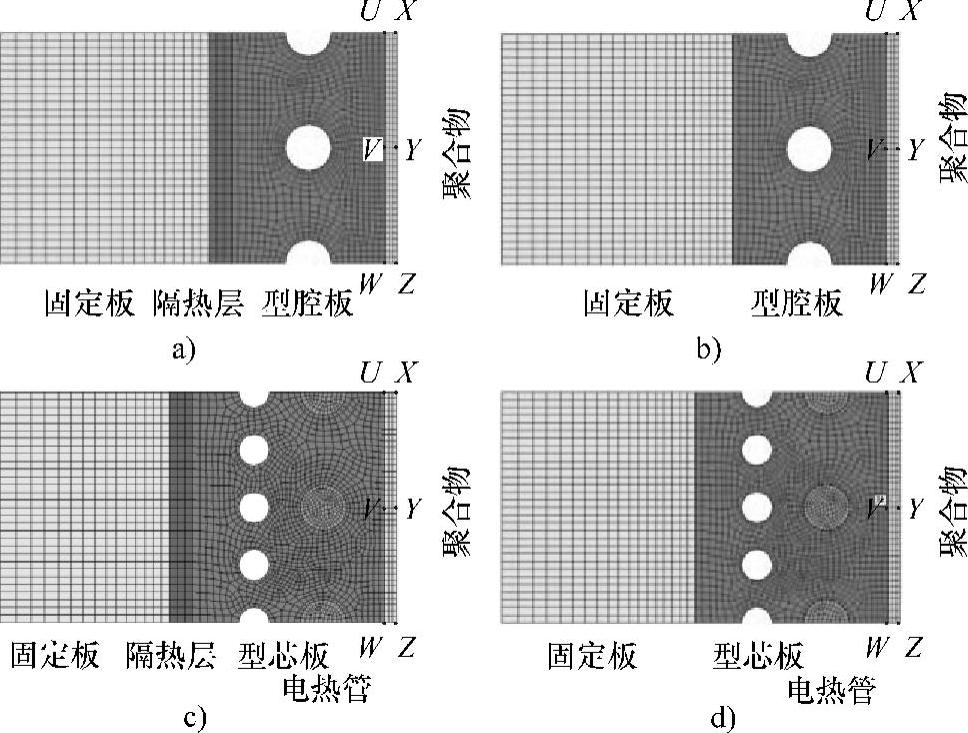
图5-9所示分别给出了有/无隔热层蒸汽加热快速热循环注塑模具和有/无隔热层电加热快速热循环注塑模具热响应分析的有限元网格模型。图中U、V、W分别表示型腔表面上的三个温度追踪点,X、Y、Z分别表示塑件中心层上的三个温度追踪点。在快速热循环注塑工艺的加热阶段,熔体还未注入模具型腔,所以在对加热过程进行传热分析时将不考虑塑料熔体的影响。表5-4和表5-5分别给出了模具材料和塑料的热物理性能。
塑料的玻璃化转变温度和顶出温度分别为106℃和95℃,相应地,假定加热阶段模具型腔表面需要加热至120℃以上,而冷却阶段熔体则需要完全冷却至95℃以下,并以此作为计算模具加热时间和模具冷却时间的依据。
 (https://www.daowen.com)
(https://www.daowen.com)
图5-9 快速热循环注塑模具传热分析的有限元网格模型
a)隔热层蒸汽加热 b)无隔热层蒸汽加热 c)隔热层电加热 d)无隔热层电加热
表5-4 模具材料的热物理性能
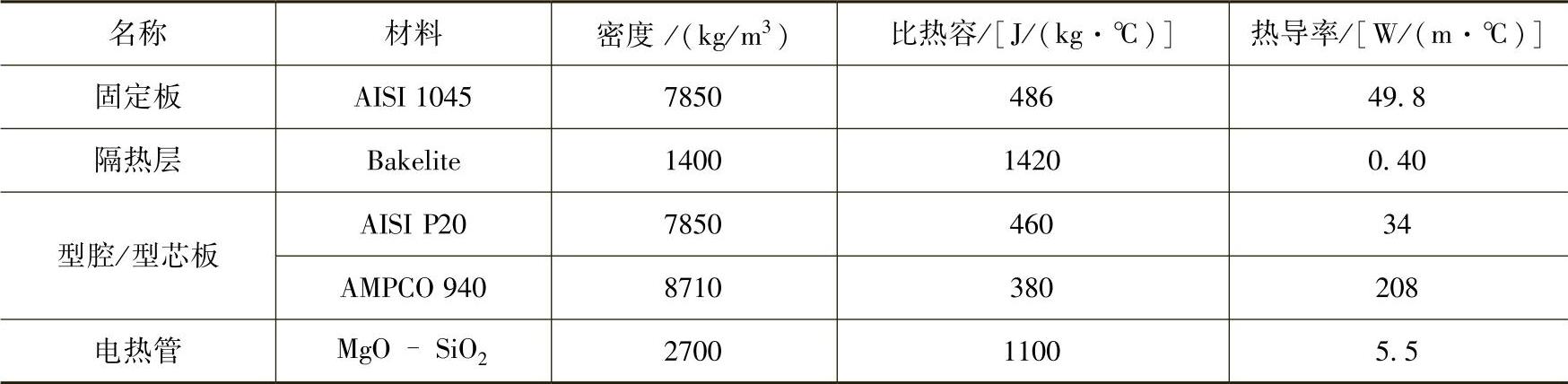
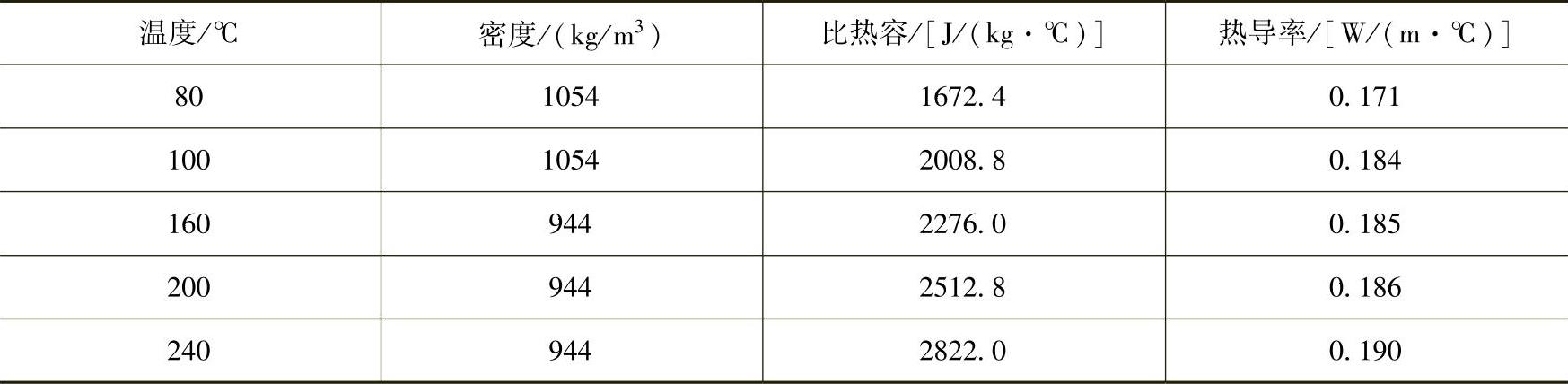
表5-5 塑料材料的热物理性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





