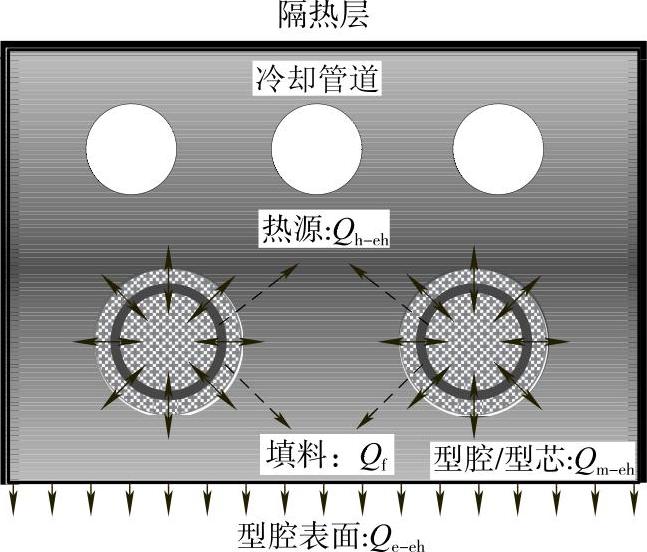
图5-6 电加热快速热循环注塑加热阶段热平衡传热分析物理模型
在电加热快速热循环注塑加热阶段,通电后电加热元件中的电热丝因焦耳热效应将持续不断地产生热量,热量穿过电加热元件内的填料而最终扩散进入模具材料,从而快速加热模具型腔表面。电加热元件产生的绝大部分热量都储存在模具型腔与型芯板中,一少部分热量存储在电加热元件之中,仅有极少的一部分热量扩散到型腔与型芯板之外的环境中。图5-6所示为电加热快速热循环注塑加热阶段的热平衡传热分析物理模型。图中Qh-eh、Qf、Qm-eh、Qe-eh分别表示加热阶段电热丝产生的热量、电加热元件中填料存储的热量、型腔与型芯板中存储的热量以及透过型腔与型芯板的外表面散失到环境中的热量。根据能量守恒定律,加热阶段整个电加热快速热循环注塑模具系统应该满足如下能量平衡方程
Qh-eh=Qm-eh+Qf+Qe-eh(5-39)
若电热丝的功率用字符Phw表示,电加热快速热循环注塑工艺加热阶段的时间用字符teh表示,则电加热元件产生的热量Qh-eh可表示为Qh-eh=Phw teh(5-40)
若分别用 、
、 表示模具型腔与型芯板加热阶段前后的平均温度(℃),则模具型腔或型芯板中存储的热量Qm-eh可表示为
表示模具型腔与型芯板加热阶段前后的平均温度(℃),则模具型腔或型芯板中存储的热量Qm-eh可表示为

同理,电加热元件填料中存储的热量可表示为

式中,ρf、Vf、cf分别表示电加热元件填料的密度(kg/m3)、体积(m3)和比热容[J/(kg·℃)]; 、
、 分别表示加热阶段前后填料的平均温度(℃)。
分别表示加热阶段前后填料的平均温度(℃)。
另外,根据牛顿冷却定律,由型腔与型芯板扩散到外界的热量Qe-eh可表示为

由于在电加热快速热循环注塑工艺的加热过程中,模具型腔表面温度随加热时间几乎呈线性增长关系,所以通过求解积分项,式(5-43)可转换为如下形式

式中,Tms(0)和Tms(teh)分别表示加热阶段前后模具表面的温度(℃)。
把式(5-40)、式(5-41)、式(5-42)和式(5-43)代入式(5-39),可得如下形式的能量平衡方程式

移项整理得

与加热阶段电热丝产生的热量Qh-eh相比,加热阶段由模具型腔与型芯板外表面散失到外界的热量Qe-eh非常小,其对模具加热时间teh的影响可忽略,则表达式(5-46)可转化为
 (www.daowen.com)
(www.daowen.com)
对于特定的塑料材料,其对应的加热阶段前后模具型腔表面温度是一定的,故加热阶段前后模具型腔与型芯板内的平均温度值 和
和 主要取决于模具材料的热导率λm。λm越大,模具型腔或型芯板内温度梯度越小,
主要取决于模具材料的热导率λm。λm越大,模具型腔或型芯板内温度梯度越小, 越小,而
越小,而 越大,
越大, 与
与 的差值也就越大,反之亦然。基于同样的道理,
的差值也就越大,反之亦然。基于同样的道理, 与
与 的差值也同样取决于电加热元件填料的热导率λf。对于电加热元件,其填料一般均采用具有良好耐热性、导热性和绝缘性的结晶氧化镁粉,所以公式(5-47)中ρf、cf和λf可以看作为常量。另外,由于电加热快速热循环注塑模具中电加热元件填料的密度ρf和体积Vf远小于模具金属材料的密度ρm和体积Vm,所以加热时间teh的值,即电加热快速热循环注塑模具的加热效率,主要取决于ρm、cm、λm、Vm和Phw 5个变量,提高模具型腔表面的加热效率,需要减小ρm、cm以及Vm,或者增大λm和Phw。其中,ρm、cm和λm是与模具材料的热物理性能相关的参数;Vm实质上反映的是需要快速热循环的模具材料的体积,与模具型腔或型芯板的结构有关;对于特定尺寸和型号的电加热元件,Phw的值取决于电加热元件的功率密度。
的差值也同样取决于电加热元件填料的热导率λf。对于电加热元件,其填料一般均采用具有良好耐热性、导热性和绝缘性的结晶氧化镁粉,所以公式(5-47)中ρf、cf和λf可以看作为常量。另外,由于电加热快速热循环注塑模具中电加热元件填料的密度ρf和体积Vf远小于模具金属材料的密度ρm和体积Vm,所以加热时间teh的值,即电加热快速热循环注塑模具的加热效率,主要取决于ρm、cm、λm、Vm和Phw 5个变量,提高模具型腔表面的加热效率,需要减小ρm、cm以及Vm,或者增大λm和Phw。其中,ρm、cm和λm是与模具材料的热物理性能相关的参数;Vm实质上反映的是需要快速热循环的模具材料的体积,与模具型腔或型芯板的结构有关;对于特定尺寸和型号的电加热元件,Phw的值取决于电加热元件的功率密度。
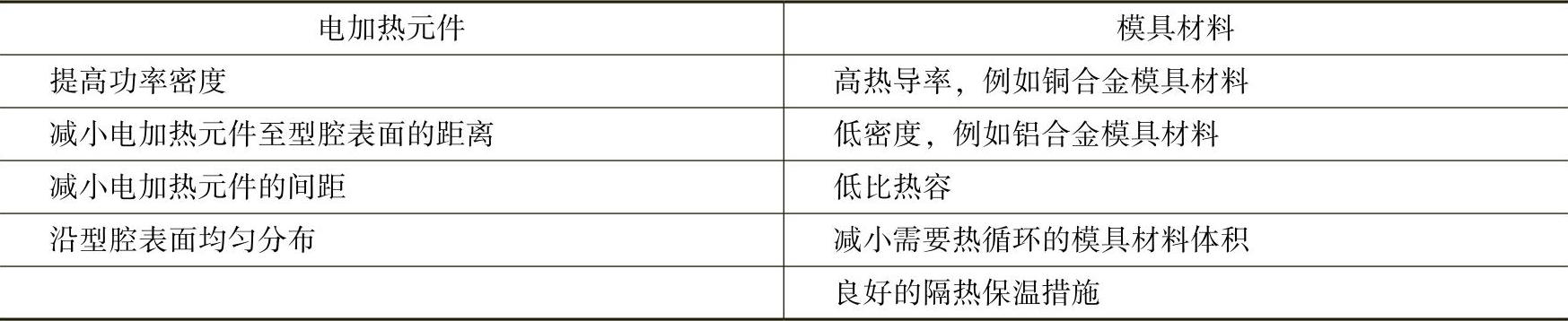
通过对电加热快速热循环注塑工艺加热阶段的热平衡分析,可以获得一系列改善电加热快速热循环注塑模具加热效率的措施,见表5-2。表中给出的设计准则主要是基于三种物理机制,包括提高加热源的能量密度、减小模具型腔与型芯板的热容和缩短热量由加热棒扩散至模具型腔表面的时间。例如,提高电加热元件的功率密度、减小电加热元件之间的距离(增加电加热元件的数量)属于提高热源的功率密度;低密度、低比热容的模具材料以及减小需要热循环的模具材料的体积等则属于减小模具型腔与型芯板的热容;缩小电加热元件与型腔表面之间的距离、高热导率的模具材料等属于减少热阻、提高热量的扩散速率。对比表5-1列出的改进蒸汽加热快速热循环注塑加热效率的设计准则可以看出,两种快速热循环注塑工艺对模具结构设计和模具材料性能的要求是一致的,由于最常用的模具材料一般为各类不锈钢金属,故其密度、热导率、比热容等热物理性能是一定的,所以通过合理的模具结构设计减小需要快速热循环的模具材料体积和热惯性是提高快速热循环注塑模具加热效率最为可行和有效的手段。
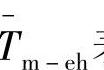
图5-7 电加热快速热循环注塑冷却阶段热平衡传热分析物理模型
与蒸汽加热快速热循环注塑工艺的冷却阶段类似,在电加热快速热循环注塑工艺的冷却阶段,同样是利用通入模具冷却管道的低温冷却水快速冷却模具和型腔中的塑料。图5-7所示为作者建立的电加热快速热循环注塑冷却阶段的热平衡传热分析物理模型。图中Qp、Q′f、Qm-ec、Qc-ec分别表示塑料熔体释放的热量(J)、电加热元件释放的热量(J)、模具型腔与型芯板释放的热量(J)以及冷却介质带走的热量(J)。根据能量守恒定律,上述各项应当满足如下能量平衡关系式
Qc-ec=Qp+Qm-ec+Q′f(5-48)
如果不考虑模具与外界环境间的换热,冷却阶段电加热元件与模具型腔或型芯板释放的热量应当分别近似等于加热阶段电加热元件与模具型腔和型芯板中存储的热量,从而有
Qh-eh=Q f+Qm-eh=Q′f+Qm-ec(5-49)
把式(5-49)代入式(5-48),可得
Qc-ec=Qp+Qh-eh(5-50)
式(5-50)代表的物理意义是在忽略模具与外界环境之间表面传热和辐射换热的情况下,冷却阶段冷却介质带走的热量应当等于塑料熔体释放的热量和加热阶段电加热元件产生的热量之和。
冷却阶段,冷却介质带走的热量Qc-ec可表示为

式中,hc-ec表示冷却阶段冷却管道壁上的表面传热系数[W/(m2·℃)];Ac表示冷却管道的总面积(m3);tec表示冷却阶段的时间(s);Tcw-ec(t)表示冷却阶段冷却管道的壁面温度(℃);Tc-ec表示冷却介质的温度(℃)。
将式(5-37)、式(5-40)和式(5-51)代入式(5-50),可得

由于对于特定的塑件,ρp、Vp、cp、T-i以及T-e等变量基本保持不变,即冷却阶段模具型腔中高温塑料释放的热量是一定的,所以电加热快速热循环注塑的冷却效率主要取决于hc-ec、Ac、Tc-ec、Phw以及teh等变量。其中,hc-ec和Tc-ec是与冷却介质的流动状态和热物理参数有关的变量;Ac是与冷却管道的数量和尺寸有关的变量;Phw是与电加热元件的功率密度、数量和尺寸有关的变量;teh是反映电加热快速热循环注塑模具加热效率的变量。
由式(5-52)可以看出,在电加热元件的总功率保持不变的情况下,提高模具加热效率,缩短加热阶段时间,将有利于减小冷却阶段时间和提高冷却效率。因此,表5-2中给出的通过优化模具结构设计减小模具型腔与型芯板热惯性等改善电加热快速热循环注塑模具加热效率的措施,同样有利于改善电加热快速热循环注塑模具的冷却效率。另外,通过提高冷却介质的流速、降低冷却介质的温度、增大冷却管道的面积等加强冷却介质与模具型腔和型芯板之间换热的措施,也可以提高冷却效率,缩短模具冷却时间。
表5-2 改善电加热快速热循环注塑模具加热效率的设计准则
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




