【摘要】:图5-3所示为快速热循环注塑模具型腔板的隔热结构。根据以上快速热循环注塑工艺各阶段的能量平衡关系,下面将对两种快速热循环注塑工艺的加热阶段和冷却阶段分别进行热量平衡分析,以确定影响快速热循环注塑模具加热效率和冷却效率的因素,并提出相应的改进措施。
为了减少快速热循环注塑工艺中需要快速加热和快速冷却的模具金属体积,改善模具型腔表面的热响应效率,快速热循环注塑模具型腔与型芯板的周边需要采取良好的隔热保温措施。图5-3所示为快速热循环注塑模具型腔板的隔热结构。既然型腔和型芯板与模具其他部件之间具有良好的隔热,那么在进行热分析时可以不考虑快速热循环注塑模具其他部件的影响,而仅以需要快速加热和冷却的型腔与型芯板作为研究对象。
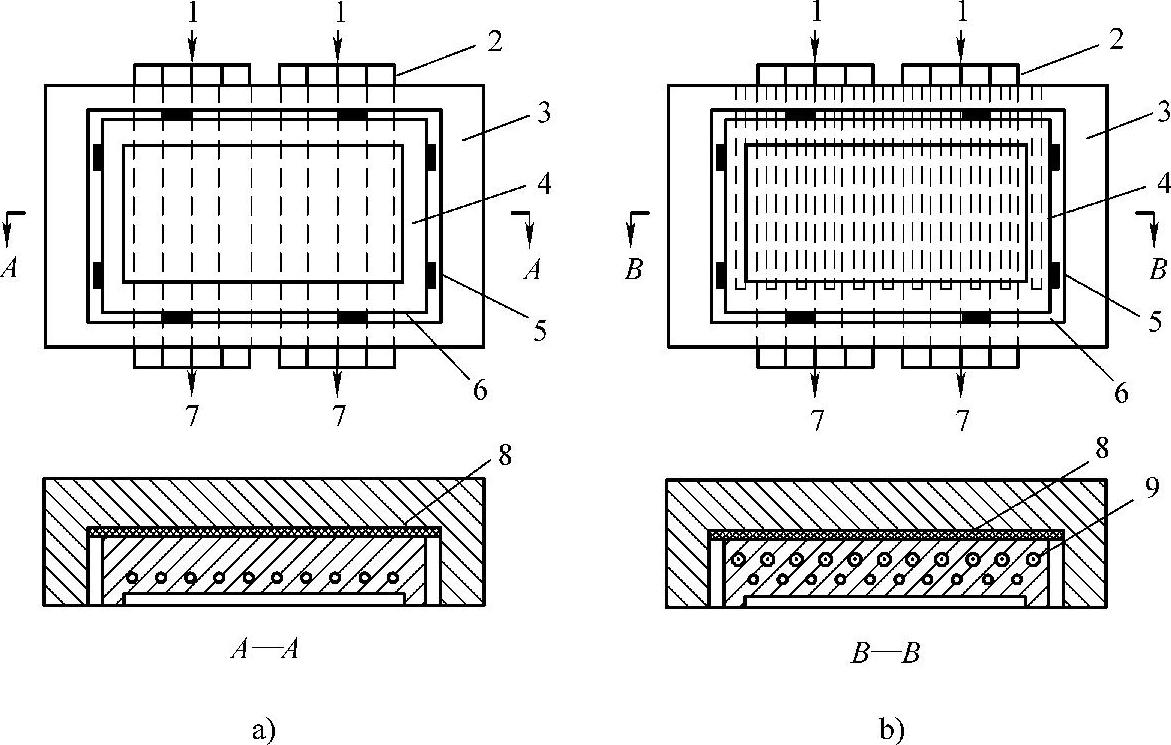
图5-3 快速热循环注塑模具型腔板的隔热结构
a)蒸汽加热快速热循环注塑 b)电加热快速热循环注塑(www.daowen.com)
1—加热/冷却介质入口 2—加热冷却管道 3—固定板 4—型腔板 5—楔紧块 6—隔热间隙 7—加热/冷却介质出口 8—隔热板 9—电热管
热平衡分析的主要依据就是能量守恒原则。在快速热循环注塑成型进入稳定状态后,由于每一个成型周期结束时模具的温度场基本保持不变,所以对于一个完整的快速热循环注塑成型周期,加热介质、塑料熔体传入模具的总热量应当等于冷却介质从模具带走的热量与模具散失到周围环境中的热量之和。在快速热循环注塑工艺的加热阶段,由加热介质传入模具的热量应当等于模具内部储存的热量与加热阶段模具向外界散失的热量之和。在快速热循环注塑工艺的冷却阶段,高温熔体传入模具的热量与模具加热阶段储存的热量之和应当等于冷却介质带走的热量与冷却阶段模具向外界散失的热量之和。根据以上快速热循环注塑工艺各阶段的能量平衡关系,下面将对两种快速热循环注塑工艺的加热阶段和冷却阶段分别进行热量平衡分析,以确定影响快速热循环注塑模具加热效率和冷却效率的因素,并提出相应的改进措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关快速热循环注塑成型技术的文章







